



基于其出色的微观结构稳定性、耐热性和气体腐蚀抗性,Ni基合金广泛应用于航空航天和航天火箭发动机的部件,如涡轮叶片和发动机轴。在新一代航空航天应用中,长飞行距离、超音速速度和低燃料效率正成为常态。然而,高密度的Ni基合金(7.9-9.5 g/cm³)与这一趋势不符,迫切需要开发替代材料。TiAl金属间化合物具有较低的密度(3.7-4.7 g/cm³)和优异的高温力学性能。将TiAl金属间化合物用于发动机双极转子叶片中有效地减轻了涡轮盘的重量约200 kg。因此,将部分Ni基合金替换为TiAl金属间化合物在复合部件中可以提高其特殊强度。
然而,Ni基合金与TiAl金属间化合物之间的物理和化学差异显著增加了连接Ni和TiAl的难度 。Ni基合金和TiAl金属间化合物在线性膨胀系数、密度和弹性模量方面差异很大。因此,在Ni基合金和TiAl金属间化合物的熔焊过程中,物理性质的差异将导致焊缝中的高残余应力,由于高速加热和冷却而导致开裂。因此,Zoeram等人 [13] 利用精确控制的热输入进行钛6铝4钒和NiTi合金的激光焊接,并使用5 μm的Cu中间层来减轻接头中的残余应力。Cu中间层减少了脆性Ti2Ni金属间化合物的数量,并消除了焊缝中的横向裂纹。接头的抗拉强度提高到了300 MPa。
由于化学性质的差异,钛和镍之间的亲和性很高。在Ni基合金和TiAl金属间化合物之间的连接过程中,冶金反应在焊接接头中产生了一系列脆硬的金属间化合物(IMCs)。这些脆硬的金属间化合物增加了焊缝的脆硬度 [14]。因此,调节Ni/TiAl接头中的微观结构已经变得必要。
在扩散连接和钎焊过程中,TiAl金属间化合物不会熔化,从而降低了接头中脆硬金属间化合物的比例。因此,通过优化工艺参数并设计合适的中间层或填充金属,可以阻止金属间化合物的形成。由于钎焊过程中不存在额外的压力,所以接头形状和大小的灵活性更适应于Ni基合金和TiAl金属间化合物的连接 [18–20]。TiAl/Ni异种金属钎焊研究主要集中在钛基、镍基、银基和金基填充金属以及工艺优化方面。何等人 [21] 利用Ti36.1Zr11.1V2.8Cu38.9Ni5.6Al2.8Co2.8填充金属(原子%)对TiAl金属间化合物与GH3030合金进行了钎焊,并分析了钎焊温度对微观结构演变和剪切强度的影响。在TiAl基底侧,生成了脆硬的Ti(Al,Cu,Ni)和Ti(Al,Cu,Ni)3金属间化合物。裂纹在这个界面扩展,导致接头断裂。在990°C时,钎焊接头的剪切强度达到了201 MPa。由于其高使用温度、耐腐蚀性和低价格,Ni基填充金属是钎焊高温合金最常用的材料。何等人研究了钎焊温度和保温时间对Ti44.9Al52.8Cr1.2V1.1合金和GH99合金接头的钎焊效果的影响,采用的是BNi2填充金属,关注金属间化合物的厚度和剪切强度。钎焊接头的典型界面结构包括以下组分:GH99/(Ni)ss + Ni3B + CrB + 富钛硼化物/TiNi2Al/TiNiAl + Ti3Al/TiAl。随着钎焊温度或保温时间的增加,TiAl/钎焊缝界面处TiNi2Al/TiNi2Al + Ti3A1的厚度增加。在1050°C/5分钟时,剪切强度达到了205 MPa,接头主要在TiNiAl层断裂。基于银的填充金属具有良好的延展性、韧性、表面润湿性和低熔点(600–1100°C)[24]。Sequiros等人 [25] 研究了利用Ag27.5Cu12.5In1.25Ti(重量%)箔钎焊In718和Ti47Al2Cr2Nb(原子%)接头的微观结构和拉伸强度。所有的钎焊接头在In718一侧产生了AlNi2Ti反应层,在TiAl一侧产生了AlCu2Ti反应层。随着温度的升高,反应层的厚度增加,钎焊接头的剪切强度在730°C时达到了228 MPa。基于金的填充金属由于固有的化学稳定性,用于钎焊高温合金,难以形成相应的金属间化合物 [26]。Ren等人 [27] 调查了利用Au-17.5Ni(重量%)填充金属对Ti3Al金属间化合物和GH536合金进行钎焊的微观结构和拉伸强度。在Ti3Al/AuNi界面,由于Ni元素与Ti3Al基底的溶解和扩散,形成了TiNi、Ti2AlNb和AlNi2Ti等相。此外,断裂主要沿着这些相扩展。在980°C/10分钟时,接头的拉伸强度可达到434 MPa。
在TiAl/Ni异质金属钎焊过程中,大连理工大学董红刚教授团队主要调查了钎焊温度和保温时间对钎焊接头微观结构演变和力学性能的影响。然而,只有较少的研究致力于优化填充金属的组成以及基于TiAl金属间化合物和K4169合金的物理化学性质差异调节钎焊缝的塑性韧性。与此同时,发现使用基于金的填充金属可以最大程度地抑制钎焊缝中金属间化合物的形成,并提高接头的强度。然而,金是一种昂贵的元素,因此其使用将显著增加生产成本。当使用基于银的填充金属时,可以形成基于银的固溶体,但其强度受到基底界面处形成的AlM2Ti型金属间化合物(M指的是Cu和Ni)的限制。当采用基于钛的填充金属时,将生成基于TiAl和TiNi的金属间化合物。当应用基于镍的填充金属时,将生成Ti2Ni、TiNi和TiNi3金属间化合物。因此,先前描述的在钎焊缝中形成的脆硬金属间化合物降低了Ni/TiAl钎焊接头的强度。已经确定单一的填充金属不能有效解决金属间化合物在Ni/TiAl钎焊缝中降低接头强度的问题。此外,根据先前的研究,确定当使用Ti21.25Zr25Ni25Cu18.75填充金属钎焊K4169合金和TiAl金属间化合物时,钎/ K4169合金界面具有优越的塑性韧性和比钎/TiAl金属间化合物界面更高的位错密度。裂纹主要在钎/TiAl金属间化合物界面发芽。从相图中可以明显看出,Zr与Ti可以无限固溶,而基于Zr的金属间化合物比基于Ti的金属间化合物具有更高的塑性韧性。为进一步抑制钎焊缝中生成含Ti金属间化合物(IMCs)的现象,并调节钎焊缝中的微观结构和微区塑性韧性,基于簇加胶原子模型设计了一系列(Zr25Ti21.25Ni25Cu18.75/Zr31.25-XVXCu50Ni18.75)梯度复合非晶填充金属(GAFMs)。这种梯度复合非晶填充金属实现了Zr、Ni、Cu元素的梯度变化以及固液相界线。此外,还研究了V元素对K4169/TiAl钎焊接头微观结构和剪切强度的影响。这些梯度复合非晶填充金属被成功应用于K4169合金与TiAl金属间化合物的钎焊,并研究了钎焊接头从微观到纳米级别的微观结构演变。确定了固溶体、晶界、位错与剪切强度之间的定量关系,揭示了K4169/TiAl钎焊接头的增韧机理和断裂机理。
相关研究成果以“Superior shear strength subject to the regulation of plastic toughness in K4169 alloy/TiAl intermetallic joints vacuum brazed with gradient composite amorphous filler metals” 发表在Composites Part B上。

链接:https://www.sciencedirect.com/science/article/pii/S1359836824000994

图1. (a) [Zr-Cu]和[Ti-Ni]的主要簇示意图;(b) 梯度复合非晶填充金属的示意图;(c) 梯度复合填充金属的X射线衍射(XRD)图样;(d) 梯度复合填充金属的差热分析(DTA)曲线;(e) TiAl/(Ti21.25Zr25Ni25Cu18.75/Zr31.25-XVXCu50Ni18.75)/K4169钎焊接头组件;(f) 钎焊过程路线的示意图;(g) TiAl金属间化合物的反极图(IPF)图;(h) TiAl金属间化合物的相图;(i) TiAl基底中晶粒尺寸的分布图;(j) K4169合金的IPF图;(k) K4169合金的相图;(l) K4169合金中晶粒尺寸的分布图。

图2. 在不同钎焊温度(保温10分钟)下的K4169/(Ti21.25Zr25Ni25Cu18.75/Zr31.25Cu50Ni18.75)/TiAl钎焊接头的界面微观结构:(a1)–(a3) 1040°C;(b1)–(b3) 1070°C;(c1)–(c3) 1100°C。

图3. 图2(b2)所示接头中主要合金元素的分布情况。

图4. 在不同钎焊温度(保温10分钟)下的K4169/(Ti21.25Zr25Ni25Cu18.75/Zr31.25V6.25Cu50Ni18.75)/TiAl钎焊接头的界面微观结构:(a1)–(a3) 1040°C;(b1)–(b3) 1070°C。

图5. 在1100°C/10分钟下,采用梯度复合填充金属(Ti21.25Zr25Ni25Cu18.75/Zr25V6.25Cu50Ni18.75)钎焊的TiAl金属间化合物/K4169合金典型显微结构:(a)、(b)和(d)为放大图像,对应于(c)中标记的区域。

图6. 图5(b)中主要合金元素的分布情况。

图7. 在1040°C/10分钟下采用(Ti21.25Zr25Ni25Cu18.75/Zr31.25Cu50Ni18.75)梯度复合非晶填充金属钎焊的接头的透射电子显微镜(TEM)分析结果:(a) 跨越区域II和区域III界面的亮场TEM图像;(b)、(c)和(d) 放大的亮场图像,对应于(a)中标记的区域;(e)–(g) 对应于(b)–(d)中标记位置的选择性区域电子衍射图案;(h) (Ti,Zr)(Ni,Cu,Al)3/(Ti,Zr)(Al,Ni,Cu)3界面的高分辨透射电子显微镜图像,(i) (h)中棕色区域的快速傅里叶变换(FFT)图像;(j) (h)中棕色区域的逆快速傅里叶变换(IFFT)图像;(k) (h)中棕色区域的晶格间隙重构图像。(关于本图图例中颜色的解释,请参阅本文的网络版本。)

图8. 在1100°C/10分钟下采用(Ti21.25Zr25Ni25Cu18.75/Zr25V6.25Cu50Ni18.75)梯度复合非晶填充金属钎焊的接头的透射电子显微镜(TEM)分析结果:(a) 区域II的暗场TEM图像;(b) (a)中的亮场TEM图像和元素分布;(c)、(d)和(e) 对应于(a)中标记位置的选择性区域电子衍射图案;(f) 和 (g) (a)中蓝色区域的逆快速傅里叶变换(IFFT)图像和晶格间隙重构图像;(h) 和 (i) (a)中橙色区域的逆快速傅里叶变换(IFFT)图像和晶格间隙重构图像;(j) 和 (k) (a)中红色区域的逆快速傅里叶变换(IFFT)图像和晶格间隙重构图像。(关于本图图例中颜色的解释,请参阅本文的网络版本。)
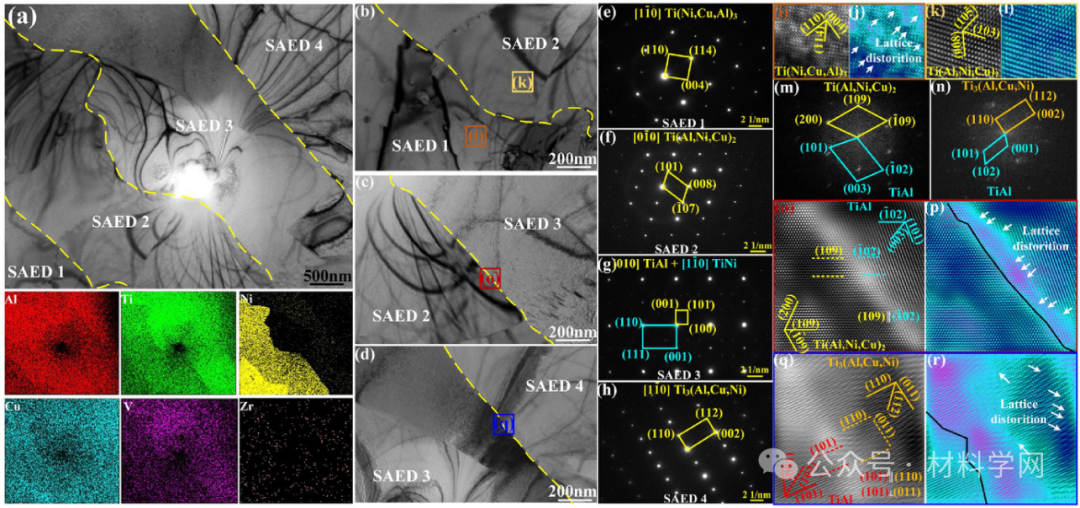
图9. 在1100°C/10分钟下采用(Ti21.25Zr25Ni25Cu18.75/Zr25V6.25Cu50Ni18.75)梯度复合非晶填充金属钎焊的接头的透射电子显微镜(TEM)分析结果:(a) 跨越区域II和区域III界面的亮场图像;(b–d) 放大的亮场图像,对应于(a)中标记的区域;(e–h) 对应于(a–d)中标记位置的选择性区域电子衍射图案;(i) 和 (j) (b)中橙色区域的逆快速傅里叶变换(IFFT)图像和晶格间隙重构图像;(k) 和 (l) (b)中白黄色区域的逆快速傅里叶变换(IFFT)图像和晶格间隙重构图像;(m) (c)中红色区域的快速傅里叶变换(FFT)图像;(n) (d)中蓝色区域的快速傅里叶变换(FFT)图像;(o) 和 (p) (c)中红色区域的逆快速傅里叶变换(IFFT)图像和晶格间隙重构图像;(q) 和 (r) (d)中蓝色区域的逆快速傅里叶变换(IFFT)图像和晶格间隙重构图像。(关于本图图例中颜色的解释,请参阅本文的网络版本。)

图10. 在1040°C和1100°C下采用(Ti21.25Zr25Ni25Cu18.75/Zr31.25Cu50Ni18.75)和(Ti21.25Zr25Ni25Cu18.75/Zr25V6.25Cu50Ni18.75)梯度复合非晶填充金属钎焊的K4169/TiAl接头的反极图结果:(a–c) 在1100°C/10分钟下采用(Ti21.25Zr25Ni25Cu18.75/Zr31.25Cu50Ni18.75)梯度复合非晶填充金属钎焊的接头;(d–f) 在1100°C/10分钟下采用(Ti21.25Zr25Ni25Cu18.75/Zr25V6.25Cu50Ni18.75)梯度复合非晶填充金属钎焊的接头;(g) 在1040°C/10分钟下采用(Ti21.25Zr25Ni25Cu18.75/Zr25V6.25Cu50Ni18.75)梯度复合非晶填充金属钎焊的接头。

图11. 在1100°C/10分钟下采用(Ti21.25Zr25Ni25Cu18.75/Zr25V6.25Cu50Ni18.75)梯度复合非晶填充金属钎焊的K4169/(Ti21.25Zr25Ni25Cu18.75/Zr25V6.25Cu50Ni18.75)/TiAl接头的Niss+TiAl和ZrNi3 PF结果。

图12. 对1040°C和1100°C下采用GAFMs (Ti21.25Zr25Ni25Cu18.75/Zr31.25Cu50Ni18.75) 和 (Ti21.25Zr25Ni25Cu18.75/Zr25V6.25Cu50Ni18.75) 钎焊的K4169/TiAl接头的晶粒尺寸分布进行了测定:(a–c) 在1040°C/10分钟下采用(Ti21.25Zr25Ni25Cu18.75/Zr25V6.25Cu50Ni18.75) GAFM钎焊的接头;(d–g) 在1100°C/10分钟下采用(Ti21.25Zr25Ni25Cu18.75/Zr31.25Cu50Ni18.75) GAFM钎焊的接头;(h–k) 在1100°C/10分钟下采用(Ti21.25Zr25Ni25Cu18.75/Zr25V6.25Cu50Ni18.75) GAFM钎焊的接头。

图13. 对于1040°C和1100°C下采用GAFMs (Ti21.25Zr25Ni25Cu18.75/Zr31.25Cu50Ni18.75) 和 (Ti21.25Zr25Ni25Cu18.75/Zr25V6.25Cu50Ni18.75) 钎焊的K4169/TiAl接头的HAGBs和LAGBs分布情况进行了研究:(a–c) 和 (h) 在1100°C/10分钟下采用(Ti21.25Zr25Ni25Cu18.75/Zr31.25Cu50Ni18.75) GAFM钎焊的接头;(d–f) 和 (i) 在1100°C/10分钟下采用(Ti21.25Zr25Ni25Cu18.75/Zr25V6.25Cu50Ni18.75) GAFM钎焊的接头;(g) 和 (j) 在1040°C/10分钟下采用(Ti21.25Zr25Ni25Cu18.75/ Zr25V6.25Cu50Ni18.75) GAFM钎焊的接头。

图14. 在1040°C和1100°C下钎焊的K4169/(Ti21.25Zr25Ni25Cu18.75/Zr31.25-XVXCu50Ni18.75)/TiAl接头的KAM图:(a–c) 和 (h) 在1100°C/10分钟下采用(Ti21.25Zr25Ni25Cu18.75/Zr31.25Cu50Ni18.75) GAFM钎焊的接头;(d–f) 和 (i) 在1100°C/10分钟下采用(Ti21.25Zr25Ni25Cu18.75/Zr25V6.25Cu50Ni18.75) GAFM钎焊的接头;(g) 和 (j) 在1040°C/10分钟下采用(Ti21.25Zr25Ni25Cu18.75/Zr25V6.25Cu50Ni18.75) GAFM钎焊的接头。

图15. 在1040°C和1100°C下采用(Ti21.25Zr25Ni25Cu18.75/Zr31.25-XVXCu50Ni18.75)钎焊的K4169/(Ti21.25Zr25Ni25Cu18.75/Zr31.25-XVXCu50Ni18.75)/TiAl接头的再结晶晶粒、亚结构和变形晶粒分布情况:(a–c) 和 (h) 在1100°C/10分钟下采用(Ti21.25Zr25Ni25Cu18.75/Zr31.25Cu50Ni18.75) GAFM钎焊的接头;(d–f) 和 (i) 在1100°C/10分钟下采用(Ti21.25Zr25Ni25Cu18.75/Zr25V6.25Cu50Ni18.75) GAFM钎焊的接头;(g) 和 (j) 在1040°C/10分钟下采用(Ti21.25Zr25Ni25Cu18.75/ Zr25V6.25Cu50Ni18.75) GAFM钎焊的接头。

图16. 在1040°C和1100°C下采用(Ti21.25Zr25Ni25Cu18.75/Zr31.25-XVXCu50Ni18.75)钎焊的K4169/(Ti21.25Zr25Ni25Cu18.75/Zr31.25-XVXCu50Ni18.75)/TiAl接头的纳米压痕测试结果:(a) 在1040°C/10分钟下采用(Ti21.25Zr25Ni25Cu18.75/Zr25V6.25Cu50Ni18.75) GAFM钎焊的K4169/TiAl接头纳米压痕测试点的位置;(b) (a)中的硬度云图;(c) (a)中的弹性模量云图;(d) 在1100°C/10分钟下采用(Ti21.25Zr25Ni25Cu18.75/Zr31.25Cu50Ni18.75)钎焊的K4169/(Ti21.25Zr25Ni25Cu18.75/Zr31.25Cu50Ni18.75)/TiAl接头的典型微观结构;(e) (d)中K4169合金侧的硬度云图;(f) (d)中K4169合金侧的弹性模量云图;(g) 在1100°C/10分钟下采用(Ti21.25Zr25Ni25Cu18.75/Zr31.25Cu50Ni18.75) GAFM钎焊的K4169/TiAl接头纳米压痕测试点的位置;(j) (g)中TiAl金属间化合物侧的硬度云图;(k) (g)中TiAl金属间化合物侧的弹性模量云图。

图17. (a–g) 在1100°C/10分钟下采用(Ti21.25Zr25Ni25Cu18.75/Zr25V6.25Cu50Ni18.75) GAFM钎焊的K4169/TiAl接头纳米压痕测试点的位置;(h–j) 硬度云图;(k–m) 弹性模量云图。
在1040°C至1100°C下采用(Ti21.25Zr25Ni25Cu18.75/Zr31.25-XVXCu50Ni18.75) GAFMs钎焊的K4169/TiAl接头。

图19. K4169/TiAl钎焊接头的断口表面:(a–c) 在1040°C/10分钟下采用(Ti21.25Zr25Ni25Cu18.75/Zr31.25Cu50Ni18.75)钎焊的K4169/(Ti21.25Zr25Ni25Cu18.75/Zr31.25Cu50Ni18.75)/TiAl接头的断口表面;(d–f) 在1100°C/10分钟下采用(Ti21.25Zr25Ni25Cu18.75/Zr25V6.25Cu50Ni18.75)钎焊的K4169/(Ti21.25Zr25Ni25Cu18.75/Zr25V6.25Cu50Ni18.75)/TiAl接头的断口表面;使用Ti21.25Zr25Ni25Cu18.75/Zr25V6.25Cu50Ni18.75 GAFM钎焊的K4169/TiAl接头在1100°C/10分钟的断裂路径:(g) 裂纹起始位置的断裂路径图;(h) 区域II/III界面裂纹传播的断裂路径图;(i) 裂纹传播进入TiAl基体的断裂路径图。
这项研究提出了梯度复合非晶填充金属的概念。基于团簇加胶原子模型,设计了一系列(Ti Zr Ni Cu /Zr 21.25 25 25 18.75 31.25-XVXCu50Ni18.75) GAFMs,用于K4169合金与TiAl金属间化合物的真空钎焊。根据设计的GAFM的固-液界面滞后反应,调节了钎焊缝的塑料韧性,建立了晶界、固溶体、位错与强度之间的关系。下面是主要的结论。
(1)K4169/(Ti21.25Zr25Ni25Cu18.75/Zr31.25-XVXCu50Ni18.75)/TiAl接头的显微结构呈多层结构,主要由固-液扩散反应区(Zone I和Zone III)和填充金属反应区(Zone II)组成。随着钎焊温度的升高,由于界面滞后反应,Zone I溶解为Zone II。Niss + TiAl/(Cr,Fe,Ni)ss/(Ni,Cr,Fe)/ZrNi3/Ti(Ni,Cu,Al)3构成Zone II。Zone III主要由TiAl + TiNi/Ti3Al组成。在GAFM中添加V可以诱导Zone II的晶粒细化,而Zone III转变为Ti(Al,Ni,Cu)2/TiAl+TiNi/Ti3(Al,Cu,Ni)。
(2) 随着钎焊温度的升高和在GAFMs中添加V,使得在Zone II/III界面上的非相容界面(Ti,Zr)(Ni,Cu,Al)3/(Ti,Zr)(Al,Ni,Cu)3,其晶格失配率达到27.13%,发生了转变成为完全半相容界面Ti(Ni,Cu,Al)3 [1–10]/Ti(Al,Ni,Cu)2[0-10]/TiAl[010]/- Ti3(Al,Cu,Ni) [1–10]。在Zone II,(Cr,Fe,Ni)ss[00-1]具有立方体结构,晶格畸变率为21.38%。Niss[00-1]+TiAl[010]的原子堆积方式为ABCABCA。在六方晶体的ZrNi3[0-2-1]的(100)晶面上观察到了晶格畸变和位错分布。
(3) GAFM中的V元素导致了Zone II中无明显优选取向的晶粒转变为呈网状覆盖特征的晶粒,其中,网状覆盖的ZrNi3晶粒具有<223>优选取向,而网状覆盖的Niss + TiAl晶粒具有<131>优选取向。与此同时,该区域晶粒的最大尺寸从62.7 μm减小至52 μm,KAM值更加均匀分布,网状覆盖的ZrNi3晶粒中位错密度更高,有助于将次结构化晶粒的比例从46.6%增加至56.4%。
(4) 在1040°C/10分钟的条件下,Zone II中形成了一个脆硬相和塑性-韧性相的界面。随着钎焊温度和V含量的增加,形成了网状状的塑性-韧性相覆盖脆硬相结构,其硬度和弹性模量较低。ZrNi3相的弹性-塑性变形可能抵消了部分脆硬的Niss + TiAl相的载荷。
(5) 随着钎焊温度的增加,K4169/TiAl钎焊接头的剪切强度提高。利用GAFM(Ti21.25Zr25Ni25Cu18.75/Zr25V6.25Cu50Ni18.75),1100°C/10分钟的钎焊接头的剪切强度达到了344 MPa。高角晶界和位错阻塞存在于网状塑性-韧性相ZrNi3中,同时晶粒细化阻止了主要裂纹从(Cr,Fe,Ni)ss处扩展,使得主要裂纹呈现锯齿状扩展并产生了次级裂纹。与此同时,ZrNi3显示出撕裂脊,而(Cr,Fe,Ni)ss的断裂是穿晶的。主裂纹最终延伸到Ti(Ni,Cu,Al)3/Ti(Al,Cu,Ni)2界面,其晶格失配率为14.13%,并进入TiAl基板。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”