【激光表面改性技术】新疆大学孙文磊教授等:激光熔覆CoCrFeNiTi高熵合金工艺优化及预测模型研究
2024-09-05 11:55:56
作者:王宇迪,乔红超,韩冰,张旖诺,梁金盛,王顺山,陈燕,赵吉宾 来源:表面云社区
分享至:
水导激光作为一门新兴加工技术,具有较低的热效应及较高的精度,逐渐广泛应用于各种硬脆性材料的加工。由于水导激光的烧蚀机理较复杂,因此材料的烧蚀行为也存在差异。中国科学院沈阳自动化研究所乔红超研究员团队为了更加深入地研究水导激光作用下SiC材料的烧蚀行为,建立了SiC水导激光加工烧蚀温度场数值模型,着重探究了SiC材料加工时温度场的变化。由于水射流强制换热作用对加工的影响较大,故将水射流贴壁射流流场换热进行细分和计算,使得水射流换热作用与实际加工更接近。SiC到达熔点气化,结合Clausius-Clapeyron方程通过气化带走热通量反求出蚀孔的形貌,从而较准确地分析激光烧蚀过程,以及SiC材料加工时温度场的变化规律。目前,水导激光烧蚀机理研究还未形成较完善的体系,本研究主要将飞秒激光烧蚀阈值思想融入水导激光烧蚀机理中,并结合烧蚀实验探究水导激光作用下SiC的烧蚀阈值,并对SiC材料的烧蚀形貌进行分析和研究,揭示SiC材料的水导激光加工去除行为。采用自主研发的水导激光加工系统实验装置进行加工,如图1所示。该系统主要由激光器、水净化系统、耦合装置、三维工作平台、CCD相机、计算机等组成,采用532 nm的Nd:Yag固体激光器,其峰值激光功率为100 W,输出频率为50 kHz,脉冲宽度为100 ns。为了减少水对激光能量的吸收,将实验用水过滤、去离子和除气,调节高压水泵,使得水压稳定在30 MPa。激光束被聚焦在直径70 μm的水喷嘴中,并与水射流进行耦合,形成水束光纤,激光能量通过水射流被引导至工件,完成加工。

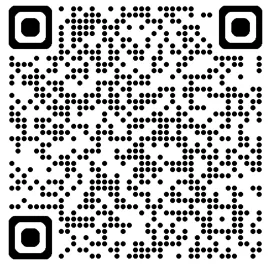
通过水导激光系统实测的激光能量在水束截面中的能量分布如图2a所示。当水射流到达工件表面后,激光能量密度在加工区域表面均匀连续分布,该能量分布近似为顶帽分布。顶帽函数f(r)的图像函数如图2c所示。对比高斯分布激光,水导激光蚀孔径深度更浅、更宽,如图2b所示。为了使烧蚀区域过渡平滑,将均匀分布高密度能量与周围低密度能量过渡区域进行了平滑处理。
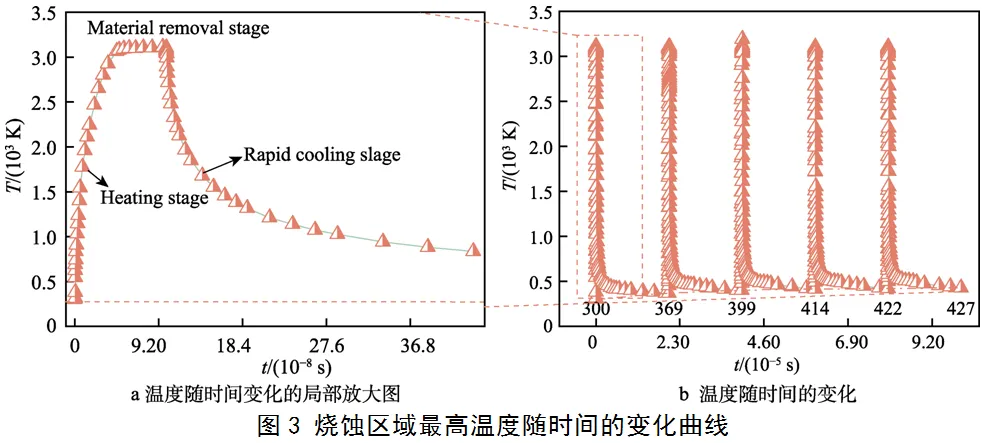
为了简化仿真计算,采用定点烧蚀方式对水导激光加工SiC的温度场进行仿真数值模拟,烧蚀区域内最高温度随时间的变化趋势仿真情况如图3a所示。在加热阶段初期,温度迅速上升,随着加热的进行,最高温度逐渐趋于平稳。这是由于材料表面能量向基体内部能量扩散,抑制了表面温度的上升速率,使得材料在去除阶段的表面温度基本保持恒定;在快速冷却阶段,加工区域在水射流强制对流换热、材料内部热传递及空气对流的共同作用下迅速冷却。随着冷却时间的延长,靶材表面的温度及温度梯度减小,抑制了材料内部热扩散量和表面对流热损失,故材料仍然存在热量残余,脉冲强度的重复导致表面残余温度持续上升,温度的增加量随着脉冲不断叠加逐渐减小。
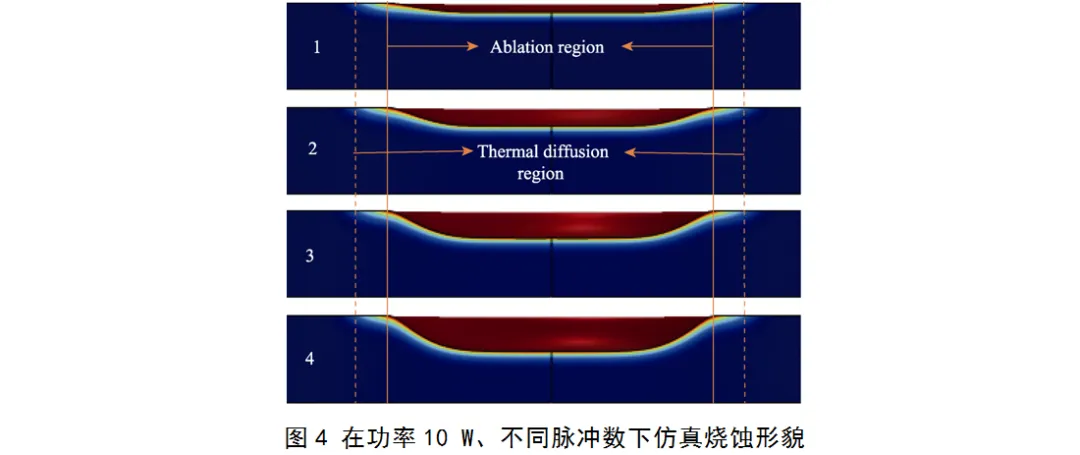
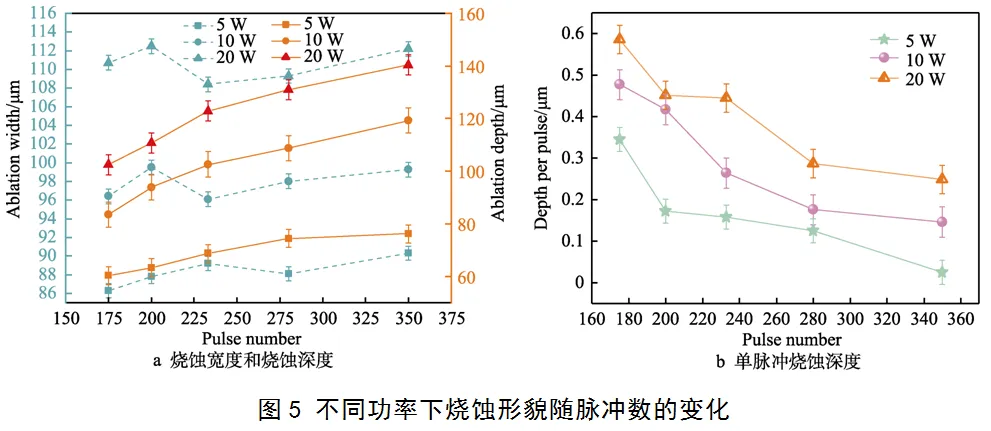
在功率10 W、不同脉冲数的作用下,SiC烧蚀形貌如图4所示,随着脉冲的叠加,SiC烧蚀直径与热扩散区域基本不发生变化,烧蚀深度逐渐增加。可见,在保证激光其他参数不变的条件下,保持激光功率不变时,SiC多脉冲水导激光烧蚀直径基本恒定。在激光功率与脉冲数的共同作用下,SiC烧蚀宽度和烧蚀深度的变化趋势如图5a所示。在激光–水射流复合加工过程中,随着激光功率密度的增加,所形成的等离子体的密度会不断增加,热阻塞效应会加剧,相应材料所吸收的激光能量会减弱。在激光–水射流复合加工过程中,随着激光功率密度的增加,所形成的等离子体的密度会不断增加,热阻塞效应会加剧,相应材料所吸收的激光能量会减弱。
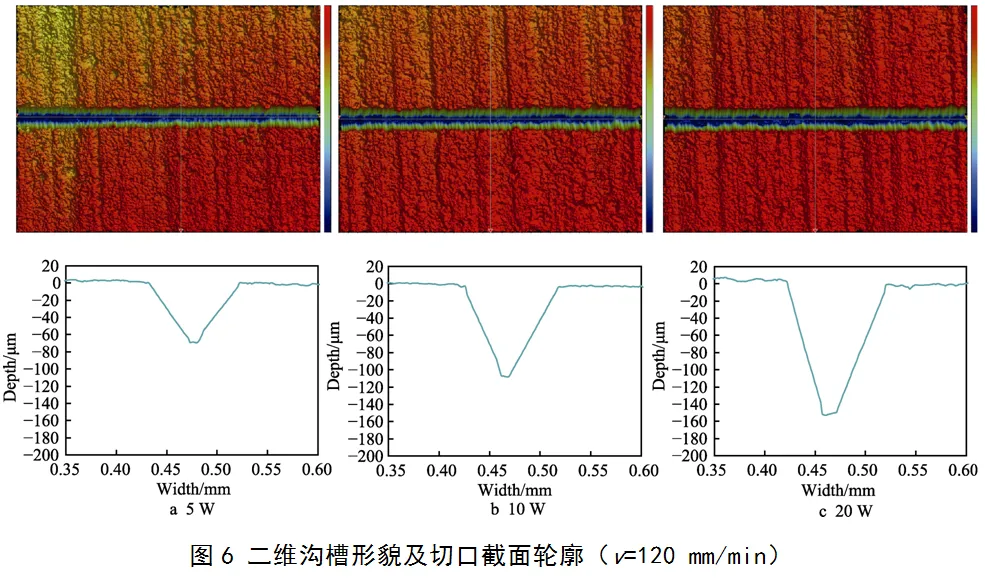
在不同功率下的二维形貌及切口轮廓截面形状如图6所示。由于激光能量在水射流中心近似为高斯顶帽分布,射流中心能量密度较大,材料更易被烧蚀,而其外侧附近能量较弱,加上水射流局部换热较强,较难达到材料的烧蚀条件,使得截面轮廓整体呈倒梯形,且随着激光功率的增加,沟槽深宽比逐渐增大。SiC烧蚀边缘与未加工边缘过渡平滑,与常见激光加工不同,加工边缘不会产生较厚的重铸层,烧蚀区域形成的软化物质基本被水射流冲刷而剥离,不会富集在材料表面,使得烧蚀区域基本无明显热影响区。在加工完成后,会在侧壁表面形成带状条纹,该条纹垂直于进给方向。这主要因水射流接触熔池底部后沿着平行于侧壁的方向喷射,将熔融物沿底部向沟槽上方冲刷,烧蚀区域底部无明显重铸物堆积,较为平整。由于存在水射流冷却和冲刷作用,因此水导激光在加工硬脆性材料时具有相对较好的优势,基本可以实现对硬脆性材料无裂纹及无热影响加工。
通过对SiC水导激光进行仿真模拟与烧蚀实验研究,在水导激光加工SiC过程中,水射流不仅存在较强的换热能力,减少了多脉冲烧蚀带来的热累积效应,而且大幅度降低了SiC脉冲期间材料的内部余热,加工材料内部残余温度饱和速度较快。通过计算烧蚀功率阈值可知,对于SiC材料,其烧蚀功率阈值基本恒定。烧蚀区域面积会随着激光功率的增加逐渐从激光辐照区域中心向外扩散,烧蚀宽度随激光功率增加得较为明显。由于水射流对激光辐照区域的外换热能力较强,因而扩散区域的长度不会太长,使得烧蚀宽度基本不受脉冲数的影响,并确定激光功率与烧蚀宽度存在定量关系。SiC这类硬脆性材料在高温下的断裂强度较低,水射流冲刷作用更易将烧蚀区域熔融物质及软化物质快速从靶材中剥离,防止重凝物质附着在加工区域底部及表面,使得烧蚀区域边缘与未加工边缘过渡较为平滑,底部基本无熔融物堆积。随着烧蚀深度的增加,水射流状态容易受到沟槽内壁形貌的影响,使得激光无法直接作用于物体表面,大量能量会被水层吸收,相应地增大激光烧蚀功率能够有效提高水导激光烧蚀能力,更易实现对SiC较大深宽比沟槽的加工。由于无法准确观测水导激光烧蚀SiC材料的具体过程,故后续需要通过实验与检测手段进一步完善SiC水导激光烧蚀机理。
该文章发表在《表面技术》第53卷第13期
引文格式:
王宇迪, 乔红超, 韩冰, 等. 水导激光烧蚀碳化硅仿真与实验研究[J]. 表面技术, 2024, 53(13): 164-174.
WANG Yudi, QIAO Hongchao, HAN Bing, et al. Simulation and Experimental Study of Water Jet-guided Laser Ablation Silicon Carbide[J]. Surface Technology, 2024, 53(13): 164-174.
DOI:10.16490/j.cnki.issn.1001-3660.2024.13.016
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。