H13钢疲劳寿命提升30%!二次回火工艺全解析——石化装备“心脏”碟簧为何必须用这项技术?
2025-03-12 14:05:04
作者:热处理生态圈 来源:热处理生态圈
分享至:
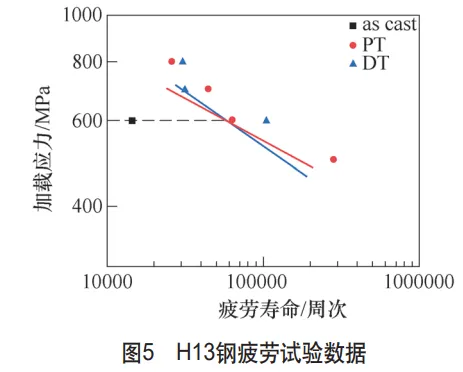
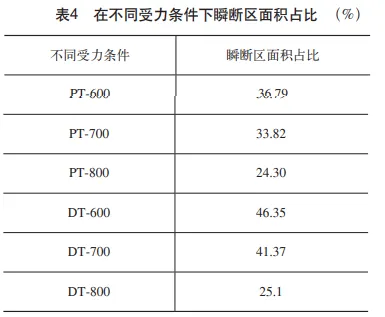
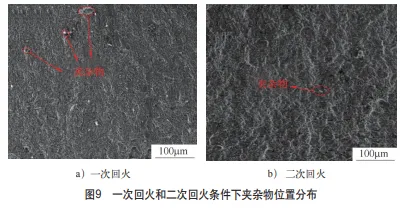
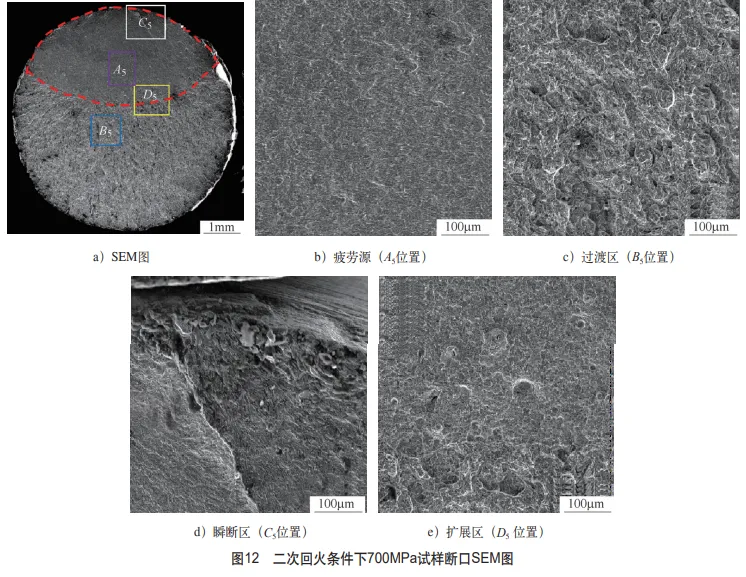
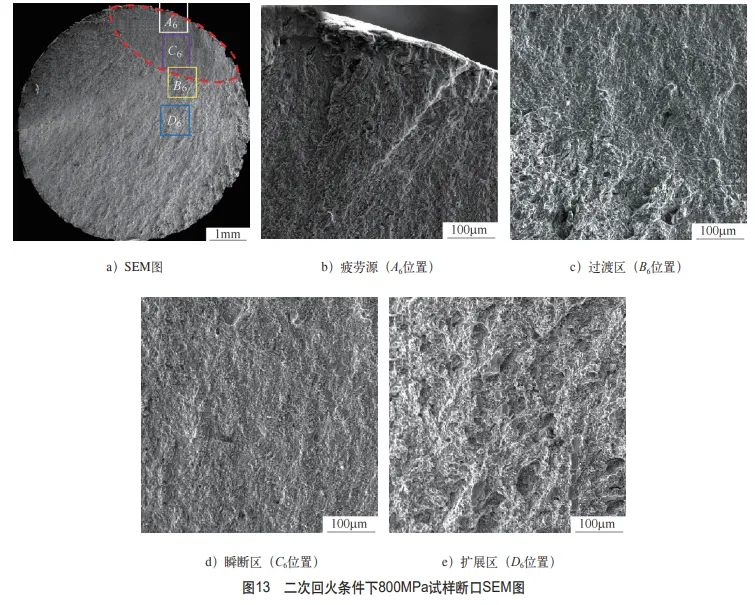
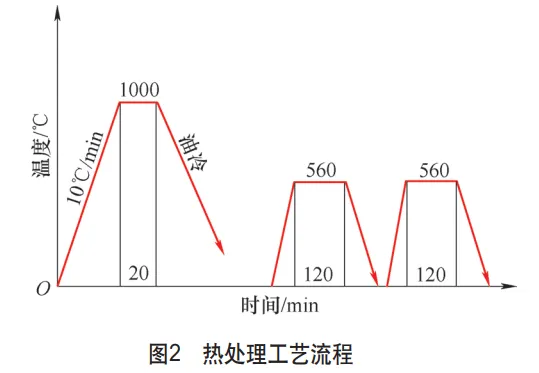
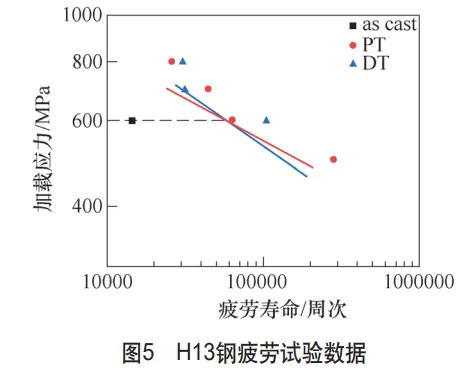
致命元凶:循环应力导致表面微小裂纹→疲劳失效→寿命骤降。行业困境:传统一次回火工艺下,夹杂物尺寸大(15~21μm)、瞬断区面积占比高→裂纹易萌生。破局关键:二次回火工艺优化组织均匀性,显著提升抗疲劳性能!S-N曲线实锤:在600~800MPa高应力下,二次回火试样寿命远超一次回火(见图5)。瞬断区面积减少:DT-800条件下瞬断区占比仅25.1%,抗断裂能力更强(表4)。二次回火后夹杂物平均直径降至10~17μm(一次回火为15~21μm),减少裂纹萌发风险(图9)。SEM图对比:二次回火试样断口“鱼眼”形貌更少,组织分布均匀(图11~13)。基于Tanaka-Akiniwa模型,二次回火后ΔK值更低→应力集中风险下降(表5)。第二次回火:相同参数(560℃×120min)再处理一次。效果验证:硬度487HV,抗拉强度1779MPa,伸长率11.5%。石化装备企业:优先采用二次回火工艺,可延长碟簧寿命,减少停机维修成本。热处理厂:优化控温精度,确保两次回火参数一致,避免组织不均匀。工程师必看:定期检测夹杂物尺寸,结合SEM分析断口形貌,动态调整工艺。注意边界条件:当加载应力<600MPa时,二次回火优势不明显(见图5)。潜在风险:过度回火可能导致硬度下降,需平衡强度与韧性。未来方向:结合AI算法预测最佳回火次数,实现定制化工艺。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。