
十六道工序——解析ABS电镀制品表面金属化处理
2016-02-23 11:52:45
作者:本网整理 来源:艾邦高分
分享至:


随着工业的迅速发展、塑料电镀的应用日益广泛,成为塑料产品中表面装饰的重要手段之一。目前国内外已广泛在ABS、聚丙烯(PP)、聚砜、聚碳酸酯(PC)、尼龙(PA)、酚醛玻璃纤维增强塑料、聚苯乙烯等塑料表面上进行电镀,其中尤以ABS塑料电镀应用最广,电镀效果最好。但通常塑料是电的不良导体,要像金属一样进行电镀加工,就必须使它表面具有导电性。因此,多采用化学镀的方法使塑料的表面附着一层金属膜,称为电镀工程的前处理,前处理工艺主要是化学镀工艺,后处理工艺主要是电解电镀工艺。
一、化学镀工艺(前处理)
ABS制品→脱脂(净化)→水洗→腐蚀→水洗→敏化→水洗→活化→水洗→化学镀品(铜或镍,厚度0.1~03μm)。
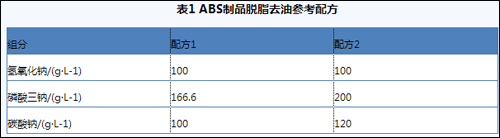
1.脱脂去油
镀膜前首先要除去ABS制品在成型或运输时制品表面沾附的不纯物和油污等,同时降低ABS制品的表面张力,赋予其表面亲水性。多数使用碱性或酸性去油剂,前者含有苛性钠、磷酸三钠、碳酸钠和其他一些助剂,操作温度70℃左右,去油效率较高。后者含有铬酸盐,其去油后不必洗涤制品,就可直接放置于酸性的粗化液之中。碱性或酸性去油剂作用时间约为3~5min。
2.表面调整
由于去污过程中的高温浸泡,成型品表皮部分含有的空气会因膨胀面形成气泡,这样就会使粗化处理不够完全;同时由于去污材料的使用,会在制品表面生成硅酸、盐酸皮膜,或是由于界面活性剂与树脂的亲和力过强等,都会影响粗化处理的效果。所以,在粗化处理之前要对制品的表面进行调整,主要是用硫酸溶液来浸泡。
3.粗化处理(ABS电镀极为重要的一个步骤)
塑料和金属镀层之间的结合力只能是分子间引力,在光滑的塑料表面上与金属镀层结合是很困难的,粗化处理的目的一是粗化表面以增大金属镀层和塑料的粘结力,二是使塑料表面亲水,使塑料表面各部分被水均匀润湿,以便均匀吸附金属离子。粗化方法主要有:高压喷砂法和化学粗化法
A、高压喷砂法:采用细度很高的金刚砂进行高压喷砂,使塑料表面形成极微细的麻坑,以增大表面积,提高结合力。
B、化学粗化法:是把制品全部浸没在强氧化剂溶液如铬酸、硫酸、磷酸、硝酸、重铬酸钾等混合液中,使ABS表面的聚丁二烯被浸蚀掉,因此塑料表面形成极微细的麻坑,制品表面被粗化。
在进行化学粗化处理时,浸蚀条件很重要。浸蚀时间短,麻坑不能完全形成,时间长,有可能破坏基体。一般浸蚀时间根据制品情况从几分钟到1h不等,浸蚀温度一般60℃左右。到目前为止ABS制品广泛采用的化学粗化配方有两种,一是CrO3-H2SO4-H2O浸蚀体系,二是CrO3-H2SO4-H3PO4浸蚀体系,其中都含有六价铬成分。另外还可加入一些助剂,以保证浸蚀的均匀性。
4.中和处理
粗化处理后,制品表面形成的溶坑中残留的铬酸不能在水洗槽中被完全冲洗掉,此时铬酸是以6价铬的形态存在的。中和处理十分必要,否则将无法使化学沉积镀层的引发顺利进行。中和剂的选用、用量和处理时间都对制品电镀性能有影响。也可将制品放入盐酸浴槽中浸溃,使其6价铬还原为3价铬,然后用水将制品冲洗干净。
5.敏化一活化处理
敏化一活化处理分两步进行:先敏化,后活化。敏化剂实际上是一种还原剂,活化剂则是一种贵金属盐。当有敏化剂附着于塑料制品表面上时,它可以使活化剂的贵金属离子还原成为一层贵金属膜,这层膜对以后的导电层沉积起催化作用。最常用和最有效的敏化剂是氯化亚锡(二氯化锡SnCl2)溶液,此外,钛、铬、钍的化合物也可做敏化剂材料。在用氯化亚锡配制敏化剂时,通常要加入盐酸和金属锡于溶液中,加盐酸的目的是防止SnCl2水解生成碱式氯化亚锡而使溶液浑浊,污染塑料表面,加金属锡的目的是防止空气中的氧逐渐把溶液的二价锡氧化成为四价锡而使溶液失去敏化作用。

6.化学镀铜
经过表面敏化一活化处理的,ABS制品就可在其上沉积导电层,通常用化学方法沉积上一层铜或镍,称为化学镀铜或化学镀镍,这是一种在低温下的自动催化还原反应。碱性化学镀铜,将表面经过敏化一活化处理的ABS制品浸入混合液中,在其表而银层的催化作用下,发生还原反应,生或铜并沉积在制品上,镀层厚度约为0.2~0.4μm。沉积铜后的制品就可像金属件一样进行电镀了。
7.附着触媒
粗化处理后的制品表面需要附着触媒。触媒化溶液是一种功能很强的塑料化学镀引发溶液,是目前敏化一活化处理过程的发展,其基本组成是也是敏化一活化溶液的组成,它可使化学镀层紧紧吸附在塑料表而上。触媒化多数用来沉积化学镍。一般采用金属把作为触媒,使其完全附着于制品表面。作法是将制品放入含有触媒与盐酸的溶液中浸渍。处理温度为15~30℃,处理时间为1~2min。
8.化学镀镍
除用沉积铜作导电层外,也可用沉积镍作导电层。化学镍溶液比化学铜溶液稳定且易控制,沉积镍层比铜层耐腐蚀。化学镍溶液有碱性法和酸性法。碱性溶液的pH值在8.5一9.0之间,其操作成本低,易于控制,镀层亦较光滑;酸性法的pH值在5一7之间,其沉积速度快,但pH对沉积速度和光泽形响很大,pH控创十分重要。
化学镍溶液的组成一般有辣盐、络合荆、级冲剂、还原剂、稳定剂和pH值调节剂等。镍盐主要是Ni2+的盐类,络合剂主要是一些有机物的羟基羧酸及其盐类、EDTA等,还原剂主要是次磷酸盐、硼氢化物等。
二、电解电镀工艺(后处理)
完成了化学镀工艺之后,就转入→触击电镀(铜或镍)→镀镍→镀铬→成品(厚度15~30μm}。
1.活性化
这一处理是为了除去非电镀镍表面形成的氧化皮膜,提高下而电镀工序的附着力。
2.镀镍
为了提高下一工序的附着力和光泽度,加强被覆于制品表面的镍膜强度面进行电解镀镍。
3.硫酸铜电镀
将ABS制品放入含有光泽剂的硫酸铜和硫酸的电镀液中进行镀铜处理。与其他镀铜液相比,硫酸铜和硫酸价格低廉、工艺简单,镀膜柔软且伸展性好,所以很适用子在塑料电镀中使用。因其价格较低,所以电铸模具的制造广泛采用这一方法。
4.半光泽镀镍
这一工序主要作用是提高制品的耐腐蚀性,电镀液由俄酸镍、氛化镍及适量的光泽剂组成。
5.中间镀镍
与前一工序处理的作用相同,同时保护前道工序完成的电镀皮膜。
6.光泽镀镍
本工序除了提高制品的附腐蚀性外,更主要的是赋予制品以美观性。由于添加了光泽剂,使制品表面平滑具有光泽。
7.焦耳镀镍
这一工序的电镀浴液中加入了不导电的极细的粉末,通过空气搅拌使粉末分散,均一地附着在制品的表面,这些粉末与镍共析,成为多孔性电镀,而在其上再进行镀铬形成多孔质镀铬层。
8.镀铬镀铬
可大致分为装饰性镀铬与工业用镀铬。镀铬层在2μm以上的一般作为工业用。而一般作装饰用的最表层的镀铬,虽然比较薄,但光泽好,通常在大气中不会氧化,所以广泛作为镀镍的保护层而被采用。电镀液中主要有铬及少量的硫酸等。
更多关于材料方面、材料腐蚀控制、材料科普等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网 http://www.ecorr.org。
http://www.ecorr.org。
http://www.ecorr.org。 责任编辑:班英飞
《中国腐蚀与防护网电子期刊》征订启事
投稿联系:编辑部
电话:010-62313558-801
邮箱:ecorr_org@163.com
中国腐蚀与防护网官方 QQ群:140808414
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8135

腐蚀与“海上丝绸之路”
点击数:6475