
水性环氧防腐涂料在浮顶储罐浮舱内表面的防腐应用
2016-07-13 11:52:01
作者:张斌 来源:涂料调色师
分享至:



一、前言
随着我国经济的快速发展,对石油以及石化产品需求不断增加,石化工业发展正在进入一个新的高峰期。从原油运输、储存中转、管道运输、炼油生产到成品油的储存,都需要建设大量储罐,大型储罐多为浮顶罐,浮舱内表面的防腐工作量越来越大。由于浮舱在焊接成型及安装后是密闭的环境,给防腐施工带来一些困难,如何解决浮舱内表面防腐涂料的选用及施工问题,是相关防腐设计单位、防腐涂料生产单位及防腐施工单位十分关注的问题。
二、浮顶储罐浮舱内表面防腐涂料的选用
SYT0319—1998《钢制储罐液体环氧涂料内防腐层技术标准》、即将颁布实施的国家标准《钢质石油储罐防腐蚀工程技术规范》、中国涂料工业协会行业规范CNCIA-HG/T0001-2006《石油贮罐导静电防腐蚀涂料涂装与验收规范》、中石化公司技术管理文件《加工高含硫原油储罐防护技术管理规定》等关于储油罐防腐涂料与涂装的相关标准、规范、文件等均未对浮顶罐浮舱内表面的防腐涂料选用做出具体要求与规定,但根据储罐建设的一些实例,该部位常用的涂料有以下几种:
1、环氧煤沥青防腐涂料,在早期的储罐建设中应用较为普遍;
2、环氧底漆+环氧中涂漆。通常和罐外壁用的环氧底漆和中涂漆一样;
3、水性无机富锌底漆近年来在一些储罐中得到应用;
4、水性环氧防腐涂料目前在一些大型储罐项目中得到应用。就笔者所知,目前采用水性环氧防腐涂料的大型储罐项目有:
①、岙山国家石油战略储备基地50台10万m3原油储罐,采用水性环氧防腐底漆:150微米
②、黄岛国家石油战略储备油库10万m3原油罐,采用水性环氧防腐底漆:100微米
考虑到大型工程的示范效应和水性环氧防腐涂料安全和环保性能优势,该类涂料在以后的浮顶储罐建设和防腐维修中会得到越来越广泛的应用。
三、浮舱内选用水性环氧防腐涂料的优势
新建储罐浮舱的防腐涂装过程通常有以下几种:
1、钢板先涂车间底漆,待安装、试水全部完成后再二次表面处理,涂防腐漆达到设计厚度;
2、在焊接加工前先对钢板涂防腐漆达到设计厚度,待安装、试水全部完成后再对焊缝及破损处进行修补涂漆;
3、在焊接加工前先对钢板涂1-2道防腐漆(未达到设计厚度),待安装、试水全部完成后先对焊缝及破损处进行修补涂漆,再整体涂最后一道防腐漆达到设计厚度。
所以,无论采用哪种防腐工艺,在安装后的密封的浮舱内进行涂漆作业是免不了的,而以后的防腐维修作业则只能在密闭舱室内进行。传统溶剂型涂料易燃,涂料中的溶剂挥发易与空气形成爆炸性混合气体,当其浓度达到爆炸极限范围内时,遇火星就会引发爆炸事故。在密闭的环境中施工时,因为通风条件有限,发生爆炸的危险性极大,爆炸还可能引燃罐区其它盛装燃油的储罐,造成极其严重的后果。
水性环氧防腐涂料不燃,VOC含量很低或为零,可以避免起火和爆炸事故的发生。这是水性环氧防腐涂料区别于溶剂型涂料的安全性能优势。
随着水性防腐涂料技术的发展,水性环氧防腐涂料技术越来越成熟,防腐性能也越来越好,完全可以满足浮舱内表面防腐要求。
水性环氧防腐涂料可方便地覆涂于任何溶剂型防腐涂层之上,也可以被一些溶剂型防腐涂料所覆涂,这对于浮舱内旧涂层的防腐维修带来方便。
四、水性环氧防腐涂料主要类别和品种
近年来,我国各涂料研究机构及生产厂家已研制出一些水性环氧防腐涂料,部分产品已得到了实际应用,根据所采用的环氧树脂和固化剂种类的不同,乳化机理也不一样,目前商品化的水性环氧防腐涂料主要有以下两类:
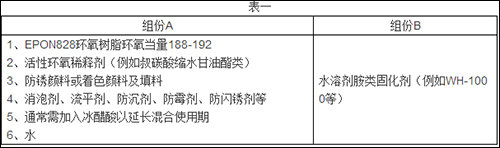
①、Ⅰ型,自乳化型:制漆时使用的环氧树脂和固化剂都不呈乳液状态。
该类水性环氧防腐涂料由低分子量液体环氧树脂(环氧当量为190左右)和水性环氧固化剂为基料,使用时,固化剂必需既是交联剂又是乳化剂,这类固化剂以多胺为基础,在其分子中引入表面活性的链段,使其成为两性分子,从而具有很强的乳化作用。使用时,将两组份混合搅拌即可乳化。
Ⅰ型水性环氧防腐涂料典型配方组成见表一:
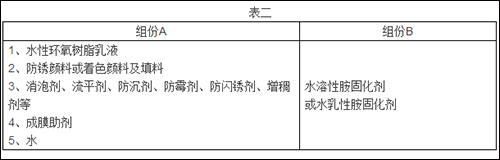
②、Ⅱ型,乳化型:制漆时使用环氧树脂乳液
该型水性环氧防腐涂料由环氧树脂制成的水乳液和水溶性或水乳性胺固化剂为基料,水性环氧固化剂与环氧树脂乳液具有较好的相容性,它不要求具有乳化作用。该型产品通常含有少量有机溶剂作为成膜助剂(一般不超过6%)。由于水性环氧涂料的涂膜是由环氧树脂和固化剂交联反应而生成的网状结构,所以涂膜具较好防腐蚀性、耐化学品性及机械性能。
Ⅱ型水性环氧防腐涂料典型配方组成见表二:
另外,根据所采用的防锈颜料及涂料功能的不同,目前市场上商品化的水性环氧防腐涂料有水性环氧富锌底漆、水性环氧云铁防锈漆、水性环氧铁红防锈漆、水性环氧磷酸锌防锈漆、水性环氧三聚磷酸铝防锈漆、水性环氧防腐面漆等等。
五、水性环氧防腐涂料的成膜机理和施工环境要求
与溶剂型环氧涂料相比,成膜过程对水性环氧涂料的性能起着更加关键的作用,这是因为:①水性环氧涂料的成膜过程需要额外的两个步骤,即水分蒸发和漆基聚结;②水的蒸发热(蒸发所需能量)比一般溶剂都高;③湿漆膜中水分与钢材长时间接触有引起闪锈的危险。所以施工时的温度、相对湿度和通风的控制显得更加重要。
1、温度要求:
由于水性环氧防腐涂料中环氧基和胺固化剂上的活泼氢反应受温度限制(这一点类同溶剂型环氧涂料),而该反应在10℃下很缓慢,一般5℃下基本不反应(有些酚醛胺类固化剂在0-5℃时也能与环氧树脂进行反应,即所谓低温型环氧漆),这决定了底材温度不能低于5℃,最好在10℃以上。
由于乳液含水,低温会破乳和结冻,导致涂料或涂膜失效。
和溶剂型产品不同的是:由于水的蒸发热(蒸发所需能量)比一般溶剂都高,而且空气中含有水份,造成以下因素对漆膜中水份的挥发比溶剂挥发影响更大:
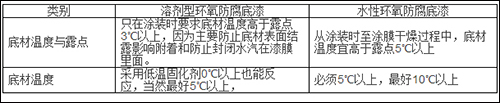
A、底材温度和涂装环境露点的差距:
底材温度比露点越高,水份蒸发越快,据一些乳液生产厂家和一些从事该方面研究的技术人员介绍,如果底材温度高于露点5℃以上是最佳。当然,根据露点表,除了专用喷涂室涂装和烘烤固化,一般自然环境有时能达到,但在湿热地区如中国南方、沿海及雨季并不易达到。
如果漆膜中的水份不能及时挥发,而漆膜反应固化程度加深,而后水份继续逸出会留下孔隙,对防腐底漆来说外观变化不明显,但对面漆来说对外观有影响,主要表现在光泽会下降,所以,面漆对环境的要求比底漆高。
由于很多涂装时并未采用露点管理方式,所以涂料生产厂家给出推荐温度和湿度范围,如果推荐的是要求底材温度5℃以上并高于露点3℃以上时,则涂装环境空气相对湿度应不高于80%;如果要达到底材温度在10℃以上并高于露点5℃以上,则涂装环境空气相对湿度应不高于70%。
B、底材温度
低温时,对于溶剂型产品可通过选用挥发快的溶剂来解决溶剂挥发速度问题,但对水性环氧防腐涂料来说,没有有效的解决其挥发速度下降问题的措施。
C、空气湿度
高湿度空气中水份含量高,对水性漆膜中水份逸出漆膜到空气中的速度比溶剂从溶剂漆中逸出的速度影响更大。
D、空气流动状况
空气流动越快,水蒸发越快,这对溶剂型和水性产品是相同的。
因此,从理论上讲,水性环氧防腐涂料应该比溶剂型产品要求更高的涂装环境条件,主要表现如下:
六、储罐浮舱内采用水性环氧防腐涂料施工时应注意事项
1、涂装环境条件的控制
在密闭不通风的环境内施工水性环氧防腐涂料时,由于涂料中水份的挥发,很快会增加舱室内空气的湿度,露点值相应升高,底材温度不能满足高于露点3-5℃以上这一条件,甚至和露点温度持平,此时,涂料中的水份将无法逸出,甚至空气中的水份反而在漆面凝结成水珠。就会出现涂层不干或即使干燥后涂层成膜质量不佳、涂层表面有水渍、闪锈等不良现象。
所以,虽然从安全方面来说,采用水性漆时,通风不足也不会导致出现爆炸事故,但从涂料成膜要求及保证涂层性能方面来讲,通风和降湿是必不可少的。而且通风量要足以使舱室内底材温度高于露点3-5℃以上,这甚至比采用溶剂型漆时要求的通风条件更高。
由于每个舱室只有一个供人出入的小孔,自然通风根本无法进行,必须采用强制通风措施,而且在涂装过程中应不断检测舱室中空气温度、空气相对湿度、底材表面温度,通过露点表查出空气露点,和底材温度比对,保证底材温度高于露点温度3-5℃以上。如不能满足这一条件,应进一步加强通风或暂时停止涂装作业。
通风方法:
①采用排风扇
由于只有一个与外界相通的通风口,所以采用排风扇通风效果肯定不会太好,因为不易形成舱室内的空气与外界快速交换。
②强制送风
采用风管向舱室内输入洁净干燥的压缩空气是一种很好的方法,可以强制排出舱室内原湿空气。
③采用加温与除湿装置
市场上有一些可以对空气加热和除湿的装置出售。当在冬季气温过低时(低于5-10℃),前两种方式均无效,采用这种装置可以提高涂装环境温度、降低湿度。
2、涂料配制与混合使用期
水性环氧涂料特别是Ⅰ型水性环氧涂料,两组份在混合前必须分别搅拌均匀,同时两组份混合后必须使用机械搅拌器搅拌至少5分钟以保证充分乳化和混合均匀。
配制和施工水性环氧防腐涂料的用具(包括搅拌器、容器、刷子、辊筒、无空气喷泵等等)必须和溶剂型产品的用具完全分开,接触过溶剂型涂料的用具在接触水性环氧涂料前,必须先用溶剂清洗干净,然后再用水性环氧涂料专用的清洗剂再进行清洗,确保没有油性物质存在。
通常水性环氧防腐涂料的混合后使用期比普通溶剂型环氧防腐涂料要短,第一类环氧涂料的混合后使用寿命为1.5-3小时,第二类环氧涂料为2-6小时,大多数情况下这些时间足够施工了。但施工时应引起注意,应在标明的使用期内用完所混合的涂料,超出使用期后即使无明显异常,也不应再使用。
3、闪锈的防止
闪锈是水性防腐涂料施工极易出现的问题。虽然水性环氧防腐底漆中通常会加入防闪锈剂,但目前市场出售的防蚀剂如大量添加都会在某种程度上降低涂料的防腐蚀性能。施工中出现闪锈通常都因以下原因引起:
①涂装时及涂膜干燥过程中,环境条件不能满足上述要求,水份不能及时挥发,长时间与钢底材接触导致闪锈产生。
②涂膜厚度不均匀,涂层露底、漏涂或厚度过低。
4、单道膜厚的控制与覆涂间隔
单道膜厚超过一定限度,一方面给漆膜中水分的快速挥发带来不利;另一方面,由于水份挥发而发生漆膜收缩,可能导致干燥后的涂膜有细裂纹存在,所以,对于Ⅰ型水性环氧防腐涂料,单道干膜厚不宜超过100-120微米;对于Ⅱ型水性环氧防腐涂料,单道干膜厚不宜超过60-80微米。
水性环氧防腐涂料覆涂于干燥不良的溶剂型涂层或溶剂型涂料覆涂于干燥不良的水性环氧涂层上时,易产生层间附着不良乃至剥离现象,必须引起注意。
5、施工方式
通常水性环氧防腐涂料均可以采用无空气喷涂、辊涂及刷涂方式施工,但无论是从涂层质量还是效率上来说,无空气喷涂应是首选。
涂于钢底材上的第一道涂层不宜采用辊涂方式施工,因为不易获得均匀的涂膜,露底及漏涂处、涂膜过薄处易出现闪锈现象。
由于水性涂料很容易从尖锐边角流开形成“边角效应”,为保护边角免遭腐蚀,需磨平边角,在尖锐边角,铆钉和跳焊部位的施工需额外仔细,最好额外用刷子先条涂一遍。
更多关于材料方面、材料腐蚀控制、材料科普等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网http://www.ecorr.org
责任编辑:刘洋
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8135

腐蚀与“海上丝绸之路”
点击数:6475