
静电喷涂技术在电站锅炉行业的应用
2019-03-08 15:48:28
作者:董猛,汪元奎等 来源:现代涂料与涂装
分享至:



0 引言
随着国内经济的快速发展,电站锅炉行业对于锅炉产品的质量要求不断提高,其中就包括产品的防腐质量和外观。目前,针对锅炉产品的涂装主要以手工高压无气喷涂和空气喷涂为主,但是由于锅炉结构的特殊性,采用上述手段进行涂装不可避免地存在诸如流挂、漏涂等弊病,且工作强度大,生产效率低。对于受热面管屏,则必须利用起重设备悬吊起来进行辅助喷涂。同时,涂装施工环境差,VOC(挥发性有机物)含量高,对涂装工身体存在伤害,环保效果不佳。
为解决常规喷涂存在的问题,提高产品涂装质量和工作效率,加强对涂装工人的身体保护,我公司引进了液体静电喷涂技术应用于锅炉高温受热面涂装线中。静电喷涂技术已成为多个行业涂装工艺的主流技术,具有涂层质量好且相对稳定、上漆效率高、节省涂料成本、节能省力、环保效果好和生产效率高等优点,但是应用于锅炉产品的涂装施工,在国内尚属首次。
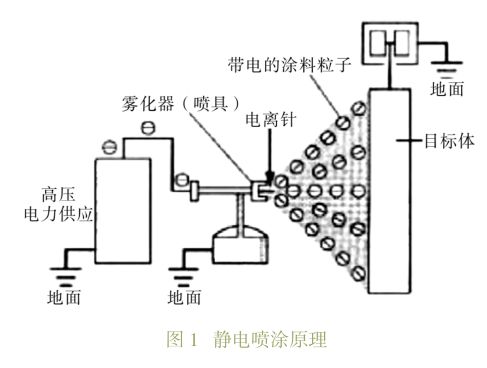
1 静电喷涂原理
液体的静电喷涂是指在喷嘴和对应的接地电极之间加上高电压时,喷嘴尖端流出的液体因受表面张力、静电力、电荷之间的排斥力以及重力等作用力,使液滴表面不稳定进而分裂后破碎最终将雾化后的液滴均匀地涂覆在被涂物上[1],见图1。一般情况下,液滴带负电荷,工件表面带正电荷。液滴在静电力、排斥力及重力等外力作用下,不断均匀、细化雾滴,且定向沉积于带正电荷的工件表面,最终形成一层均匀且附着牢固的薄膜。
通常情况下可以认为液体雾化的实质是液体表面的动力稳定性问题,液体的表面张力和粘滞阻力是雾化过程中存在的两种主要阻力,而液体荷电会导致液滴表面张力降低和内外压力差增加,从而有利于液体雾化。当雾滴荷电量达到瑞利极限时,表面电荷间的排斥作用使雾滴继续分裂。液体的静电喷涂技术正是利用静电对液体作用来提高雾化效果、生产效率和降低生产成本的 。
2 静电喷涂的工艺参数优化
静电喷涂涂层质量优劣与不但与静电喷涂工艺参数如静电压、喷涂距离、喷枪角度及喷嘴型号有关,同时与所选用涂料特性如黏度、电阻率等息息相关。
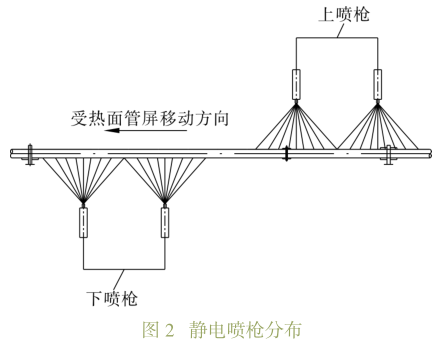
静电喷枪布置在相对密闭的涂装室内,其相关布置见图2。为保证良好的喷涂效果,结合锅炉受热面产品的结构实际,静电喷涂的各项工艺参数必须通过工艺试验予以慎重选择。这里静电压选择60 kV左右,静电喷漆室内风速控制在0.25-0.35m/s之间,产品移动速度控制在4-6 m/min。
2.1 涂料参数——黏度及电阻率
施工时涂料黏度需要严格进行控制。静电稀释剂虽然能够起到稀释的作用,但是其用量必须严格控制[4]。用量过少,一方面易造成涂料黏度过大,施工性能不佳,易产生流挂。另一方面,也易造成漆滴带电量不足,工件表面吸附效率降低。如果用量过多,涂料黏度过小,涂层厚度偏薄,漆滴导电率太高,对设备的绝缘性和防火方面的要求相应提高,静电喷涂设备容易漏点,造成危险[2]。这是实际上也要求低导电率稀释剂与涂料本身具有良好的匹配性,以确保涂料在合理的导电率范围内,涂料黏度也能满足施工要求。
试验结果表明:涂料的电阻率在10-40兆欧·厘米,涂料黏度在18-25 s(涂-4#杯)为佳。
2.2 喷涂距离
静电场的电场强度是静电涂装的主要动力,它的强弱直接影响静电涂装的质量。参照电场强度与压力和距离公式(1)所示:
E=U/L (1)
E-静电场的平均电场强度,V/cm;
U-静电喷枪上所加的直流电压,V;
L-放电极与被涂物之间的距离,cm。
电厂强度与静电场的电压成正比,与喷嘴和工件之间的距离成反比[3]。所以在电压一定的情况下,喷涂距离的选择十分关键。根据试验结果,喷涂距离以250-350mm为佳。喷涂距离过大,待涂装表面离漆雾的有效扇形区较远,涂层易出现露底现象;喷涂距离过小,漆雾未得到充分的分散,易形成雾化不良,涂层表面易出现橘皮、流挂及涂层厚度不均现象。
2.3 进气压力
进气压力的大小对于漆雾的分散效果影响很大。进气压力过小,漆雾不易分散,涂层表面易出现橘皮现象,呈现较大液滴覆盖于产品表面。增加进气压力,可增加漆雾的雾化效果,加之油漆颗粒带有负电,互相排斥,使雾化粒径越小,分散更加均匀,漆膜的平滑性更好。但是压力也不宜过大,否则会产生干喷现象,涂层的光泽度和附着力均有所下降,且加剧喷嘴的磨损。
试验结果表明,静电喷涂进气压力虽然较常规无气喷涂较小,但是不宜过小,建议进气压力在0.25-0.40 MPa。
相对于上枪,下枪喷射的漆雾承受的力更大(重力、送排风系统施加的向下外力),漆雾到达产品界面的难度更大,所以为保证产品背面的喷涂效果,建议下枪的压力务必大于上枪,但是压力也不可过大,可考虑差值在0.05MPa左右。
2.4 喷嘴选择
为了保证喷涂效率、油漆上漆率以及获得良好的喷涂质量,合理的选择喷嘴十分重要[5]。但是喷嘴选择不能脱离于所使用的涂料,必须以涂料为基础,平衡好喷涂效率、涂层质量之间的关系。
试验结果表明,当喷嘴选择型号14-18,喷幅相对较宽者为佳,一方面可以降低喷枪堵塞的概率,另一方面也可充分保证涂层外观质量和涂层厚度。
2.5 喷枪夹角
根据喷涂原理,要求喷枪喷出的漆雾应与产品保持垂直状态,才能更好的保证涂层的均匀性。但是由于静电喷涂的特性——存在屏蔽效应,尤其钢管件的腰身区域(见图3),无法保证涂层的有效遮盖(即钢管腰身区域可能会出现漏涂现象)。要想改变此种现象,只有通过调整两把喷枪之间的夹角(喷枪最初呈平行状态),使雾化颗粒改变原有的电场力运行方向,确切的说,应该是质量惯性、电场力、重力,空气阻力,送排风阻力的合力的方向。从而达到钢管的腰身区域,来尽量减轻其钢管腰身区域的由于屏蔽效应导致的漏涂现象。
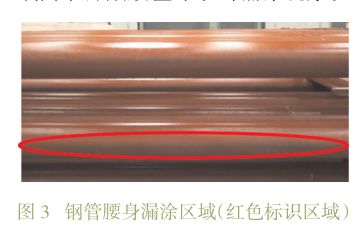
试验结果表明:当两枪的夹角在5-15°时,大部分锅炉受热面钢管的腰身区域漏涂现象最为轻微。
3 静电喷涂施工注意事项及存在的问题
3.1 加强过滤
涂料在储存过程中,由于无法达到绝对密封,涂料表面易出现产生结皮现象。少量结皮的存在是一种正常现象。为避免造成喷枪堵塞,施工前,应及时将相应结皮取出,同时进行充分的搅拌,减少固体份沉降。有条件时,可进行有效的过滤处理。
3.2 加强洗枪
施工完毕,必须及时对喷涂设备管路进行清洗,尤其是过滤装置、喷嘴及气帽。拆卸喷嘴后,应采用专用毛刷认真刷洗,严禁使用硬质钢丝进行疏通,以免造成空气孔变形,即使微小的变形都会影响雾化效果。清洗结束后,可将相关过滤装置、喷嘴等浸泡于干净的稀释剂中,避免其他固体颗粒进入零件内部,影响喷涂效果。
3.3 及时更换喷嘴
由于采用的涂料中存在较多的硬质颗粒,加之日常涂料的使用量较大,对于喷嘴的磨损是非常大的。喷嘴磨损严重后,涂层极易出现橘皮及雾化不良的现象。需要及时的更换喷嘴。适当降低进气压力,有助于减缓喷嘴的磨损速度。
3.4 加强与工件接触区域的涂层清理
喷涂施工过程中,应确保行车架(或导轨)可靠接地,其与工件应呈点或者线接触,否则影响静电喷涂效果。同时由于施工时行车架与部件整体进入喷涂室,行车架表面会吸附有大量的油漆涂层。长时情况下,油漆涂层的存在会影响产品的接地和导电性能,故应定期予以清理。
3.5 存在的主要问题
法拉第笼效应是静电喷涂固有的特点。针对有深腔的物体不适合喷涂工艺,这是因为涂料被吸引到物体的最外端,导致涂层不均匀,这种不均匀涂层是法拉第笼效应的结果。针对锅炉受热面,金属管子之间是存在间距的,如此会导致相应钢管的腰身部位极易出现漏涂。虽然可以通过调整喷枪角度可以有效的减少钢管之间的漏喷区域,但是并不是每一种类型的产品都可以达到满意效果。尤其是不同受热面部件的钢管间距还存在不一致的情况下。
同时当受热面部件存在管夹等附件时,相应区域很难避免漏涂现象。所以施工完毕后,针对漏涂区域的人工补漆非常重要。
4 结语
锅炉受热面使用静电喷涂后,在保证正确的工艺参数选择的情况下,喷涂操作环境大大改善、降低环境污染,提高了工作效率。涂装整体质量明显提升,光滑细腻、厚度相对平整均匀,无橘皮、流挂现象。但是由于屏蔽效应导致的漏涂现象,仍然无法完全避免,需要予以重点考虑。
更多关于材料方面、材料腐蚀控制、材料科普等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网http://www.ecorr.org
责任编辑:殷鹏飞
《中国腐蚀与防护网电子期刊》征订启事
投稿联系:编辑部
电话:010-62313558-806
邮箱:fsfhzy666@163.com
中国腐蚀与防护网官方 QQ群:140808414
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62313558-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:5768

腐蚀与“海上丝绸之路”
点击数:4763