
MTBE甲醇回收塔腐蚀原因分析及预防措施
2019-08-14 09:04:57
作者:本网整理 来源:设备管理与防腐
分享至:


根据同类装置运行经验和兰州石化生产实际,本次腐蚀检查有针对性的对萃取水腐蚀回路及循环水腐蚀回路进行了腐蚀检查。按设备类型重点介绍了塔类、冷换设备、储罐以及工艺管线的腐蚀状况,并对其腐蚀原因进行了分析;最后针对具体的腐蚀状况和原因提出切实可行的防腐措施建议。通过分析甲醇回收系统生产中形成腐蚀的因素,提出防腐蚀措施及建议。
1 腐蚀部位的工艺原理
MTBE装置由醚化反应精馏岗位、甲醇水洗回收岗位和1-丁烯精制岗位三个岗位组成,主要产品为MTBE和1-丁烯。MTBE是在醚化反应精馏岗位由抽余碳四中的异丁烯和甲醇在强酸性阳离子树脂催化剂(D006)的作用下,发生反应生成甲基叔丁基醚即MTBE。在醚化岗位发生反应后生成的MTBE与醚后碳四的混合物 ,采用普通精馏方法,利用组分相对挥发度不同,在塔板上经过多次的部分冷凝、部分汽化,使反应生成的MTBE与其余碳四馏份、甲醇分离。醚后碳四进入水洗系统,在水洗系统设备发生强烈腐蚀。
甲醇回收系统的原料来自醚化反应精馏岗位,系统包含13台设备如图1所示。由醚化反应精馏岗位送来的醚后碳四经醚后碳四冷却器(E208)与≤28℃循环水换热后,温度控制在38~45℃,作为分散相由T-203底部进入,与来自T-204的萃取水进行逆向液液萃取,将醚后碳四中的甲醇萃取出,去除甲醇的醚后碳四由T-203顶部通过PIC-215调节,由FIQ-220计量送至醚后碳四罐(V-301);T-203 底部排出的甲醇水溶液通过LICA-208调节,与T-204塔釜来的萃取水经釜液换热器(E-212)换热后,进入T-204塔的第21块或第25块或第29块塔板,甲醇水溶液经甲醇再沸器(E-210)与中压蒸汽换热后,塔釜温度控制在98~105℃,气相甲醇从T-204塔顶馏出,萃取水由T-204塔釜排出,经E-212换热,由萃取水泵(P-207 A/B)抽出,经萃取水冷却器(E-211)与≤28℃循环水换热后,温度控制在38~45℃,送入T-203循环使用,以上流程简图如图1所示。
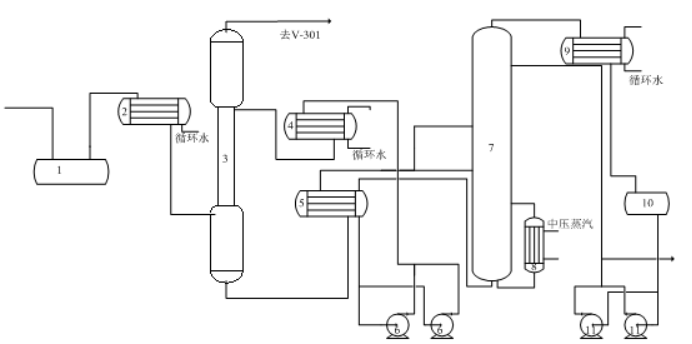
图1 MTBE系统流程简图
1.V-209碱洗罐 2.E-208剩余碳四冷却器 3.T-203水洗塔4.E-211萃取水冷却器 5.E-212釜液换热器 6.P-207A/B萃取加水泵 7.T-204甲醇回收塔 8.E-210甲醇再沸器9.E-209甲醇冷凝器 10.V-204甲醇回流罐 11.P-208A/B甲醇回流泵。
2 甲醇回收塔腐蚀情况调查
自2007年3月装置开车以来,甲醇回收系统管线多次发生泄漏,造成设备故障,由于腐蚀导致装置停工两次,严重影响装置的安全稳定运行。
在2008年检修过程中,在2008年甲醇回收塔加料管线与塔连接的三条支路发生腐蚀泄漏,由于管线壁厚严重减薄无法补焊消漏,导致装置停工2天,更换了加料管线。
在2010年甲醇回收塔塔加料管线两处腐蚀泄漏,进行带压堵漏,同时发现甲醇回收塔塔的操作压差变小,操作难度大。2016年检修中发现甲醇回收塔塔壁仍然粘着大量氧化铁, T-203甲醇回收塔塔板拆出后,浮阀大量脱落,塔板上的开孔处有明显的腐蚀迹象,开孔变得不规整,这就是造成整塔操作压差变小的原因。加料管线腐蚀均匀减薄,同时有两处腐蚀严重泄漏,检修更换了加料管线 2019年腐蚀检查中发现甲醇回收塔塔顶封头和塔壁表面为黄色和蓝棕色腐蚀产物,中上部塔壁内表面布满红褐色腐蚀产物,腐蚀形成凹凸不平的表面,说明发生全面腐蚀。塔盘和浮阀表面为铁锈粉末沉积,上次更换为不锈钢材质后,本次检查基本无明显腐蚀。从下往上数第2#人孔处的降液板、溢流堰等碳钢部件腐蚀严重,局部减薄穿孔。底封头和底塔壁表面为黑色,底封头有脱落的塔盘需清理。

图2 顶封头和顶部塔壁腐蚀形貌
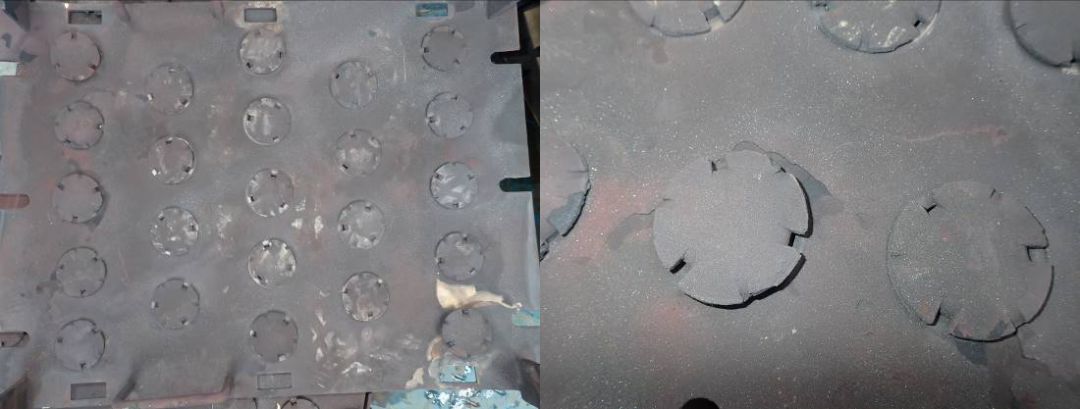
图3 塔盘和浮阀腐蚀形貌

图4 降液板冲刷腐蚀形貌(从下往上数第2#人孔)

图5塔底封头有上部脱落的塔盘(左);热电偶腐蚀形貌
3系统腐蚀原因分析
01腐蚀产物分析
对甲醇回收塔塔盘腐蚀产物进行扫描电镜能谱分析,腐蚀产物的能谱分析结果显示垢样中含有大量的Fe 元素,腐蚀产物的化学成分为O、C、Fe,以铁的氧化物为主。
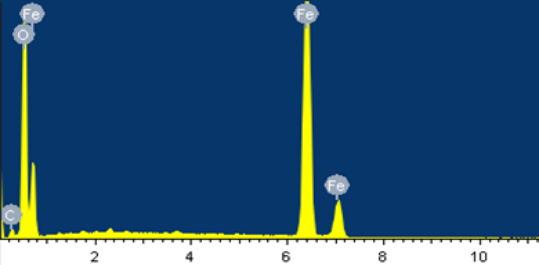
图6腐蚀产物粉末的能谱图(EDS图6扫描电镜能谱分析)
表1 腐蚀产物元素含量
|
元素 |
重量 |
原子 |
|
百分比 |
百分比 |
|
|
C |
3.51 |
9.01 |
|
O |
27.69 |
53.19 |
|
Fe |
68.80 |
37.81 |
|
总量 |
100.00 |
2腐蚀机理
分析萃取水磺酸基引起酸腐蚀;对装置提供的设备腐蚀产物,进行扫描电镜能谱分析。腐蚀产物的化学成分为O、C、Fe,以铁的氧化物为主。工艺水pH值较低,呈现较弱的酸性。当酸性物质与水充分接触后,有较强的腐蚀性,当物料温度升高时,这些酸性物质对设备的腐蚀作用也增强。其腐蚀反应式为:
吸氧腐蚀,当工艺水中存在溶解氧时,发生吸氧腐蚀,其阴极同时发生吸氧腐蚀:
O2+H2O+4e→4OH-
原料甲醇罐中也可能溶有微量氧气,氧的活性随着温度升高而增加,有氧条件下不仅会发生析氢腐蚀,而且还存在吸氧腐蚀,产生的氧化铁胶状物可随循环萃取水返回甲醇回收塔,经过塔盘时氧化铁对塔壁又产生了氧化还原腐蚀:
2Fe3++Fe→3Fe2+
电化学腐蚀,不锈钢的筛板与碳钢的塔壁在萃取水中形成电偶对,碳钢部件无形中起到一定的牺牲阳极的作用,一方面保护筛板(不锈钢),另外一方面碳钢部件腐蚀加速。
冲刷磨损腐蚀,当腐蚀性流体在弯头、三通、变径管等处突然改变方向,对金属及金属表面的钝化膜产生机械冲刷破坏作用,同时又对不断露出的金属表层发生激烈的电化学腐蚀,而造成腐蚀损伤,比较典型是甲醇回收塔塔盘部分腐蚀减薄至不足1毫米。
4防腐和防护措施和建议
01当前防腐建议
鉴于腐蚀产生的机理,生产过程中正常必须脱落的磺酸基基团我们是无法控制的,否则也就无法进行生产了,但除此以外产生的腐蚀我们都是可以控制或者至少可以减缓腐蚀,下面从本装置生产的特点出发,同时借鉴同行业装置的经验,提出部分措施和建议。
① 换甲醇回收塔减薄重的降液板、溢流堰等碳钢部件;②全面清理甲醇回收塔塔内存在的铁锈;③控制系统各部位水含量。对于MTBE装置来说,醚化系统水含量高会造成MTBE产品中叔丁醇含量超标,同时,1—丁烯系统也是严格控制水含量的,因为1—丁烯产品中水含量控制在25mg/kg,前面提到过,系统中水含量还会造成催化剂中磺酸基脱落,H+是亲水性的,会造成带水部位的设备腐蚀,由此可看出,整个系统内的水含量不但关系到产品质量,而且还影响设备腐蚀,因此,严格控制整个装置各部位水含量,着重该装置的三个放水点(原料碳四、醚后碳四和脱异丁烷塔顶)要及时将游离出来的水脱除,在设备检修后要将设备内的水吹扫干净;
02长期防腐建议
鉴于腐蚀产生的机理,生产过程中正常必须脱落的磺酸基基团我们是无法控制的,否则也就无法进行生产了,除此以外产生的腐蚀我们都是可以控制或者至少可以减缓腐蚀,下面从本装置生产的特点出发,同时借鉴同行业装置的经验,提出部分措施和建议。
①增加脱酸罐,降低萃取水中酸性物质的含量,从而整体上控制腐蚀性。
②增加对萃取水pH值和腐蚀性的监测,建议采取在线腐蚀监测,即pH电极和腐蚀探针。
③金属离子、硫化物、碱性物质进行定期监测,对系统关键部位的值和原料中碳四及甲醇中金属离子、硫化物、碱性物质等进行定期监测,以便对整个装置腐蚀情况心中有数。离子净化器中的催化剂必须定期更换,以确保尽可能少的有害物质进入反应系统。
④控制醚化反应原料的纯度,尽量减少杂质(无论是甲酸,还是可引起磺酸基脱落的物质);控制醚化反应温度,防止温度升高造成磺酸基脱落加剧的情况。
⑤严把原料质量关。原料碳四中夹带的金属阳离子、硫化物和碱性物质等,根据不同的生产工艺路线,其含量差别很大,一般裂解副产碳四中的杂质要比催裂化副产碳四少得多,但都应该尽可能为MTBE装置提供优质原料,对于原料甲醇尽可能使用优质品,控制其中的甲酸和水含量。
⑥建议有条件,宜选用除氧水或凝结水作为工艺水(萃取水)的补水,以尽量降低吸氧腐蚀的程度。
5结论
(1)甲醇回收塔的塔板采取了不锈钢材质,从结果看腐蚀轻微或无腐蚀。但是塔壁、降液板、溢流堰等碳钢部件发生了腐蚀,甲醇回收塔的部分降液板腐蚀减薄严重。
(2)MTBE装置甲醇回收系统腐蚀是析氢腐蚀和吸氧腐蚀同时存在。
(3)通过PH值的监控定期换水,严格控制甲醇质量、反应床层温度,减缓析氢腐蚀速率。
(4)通过控制甲醇和更换水中的氧含量,同时降低甲醇回收塔的加料温度,以降低氧的活性,减缓吸氧腐蚀速率。
(5) 更换T-204减薄重的降液板、溢流堰等腐蚀严重的碳钢部件,材质升级为不锈钢材质。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章
无相关信息

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62313558-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:5768

腐蚀与“海上丝绸之路”
点击数:4763