



摘要:文章以737NG飞机主起落架前耳轴Support fitting的腐蚀修理工作为基础,阐述分析了起落架腐蚀产生的背景和原因,修理所需的专用工具设备和特种工艺,总结了修理方案和修理步骤,强调了737NG飞机起落架腐蚀修理和防护工作的关键点和风险点,提出了基体金属的表面保护层体系的概念。为他人提供一个工作参考,以便提高飞机的维修效率。
引言:起落架是737NG飞机各大零部件中典型的时寿件,需要进行定期检查和到寿更换。在737NG飞机的大检工作中经常会伴有“主起落架前耳轴区域腐蚀检查”和“起落架的更换”等大的工作项目,而在这些大的检修工作中,偶尔会碰到一些起落架腐蚀的问题。
737NG飞机的主起落架安装在大翼后梁和起落架支撑梁之间的半封闭区,构成起落架零部件的主要材料为高强度不锈钢。飞机频繁起降,机轮和冲压气流会夹带大量的泥沙和灰尘聚集在后梁区域。糟糕的工作环境形成了起落架腐蚀的客观因素。
文章从737NG飞机主起落架前耳轴区域发生电化学腐蚀的背景和原因分析入手,概要地总结了修理方法和注意事项。最后指出起落架腐蚀修理和防护的核心实质就在于:干净彻底地去除腐蚀,重新建立并持续维护基体金属的保护层体系。
主起落架腐蚀发生的位置、部件和背景
在执行指令737-32-1376和737-32-1402“主起落架前耳轴销检查和更换”的工作时,有些运营商反馈在前耳轴支撑接头的销孔外端面附近区域及保险销孔的内表面上发现了腐蚀,详见图1。腐蚀原因是由于压在铝制的前耳轴支撑接头上的钢垫片没有镀镉,当二者暴露在大翼后缘潮湿的环境下时,导致了腐蚀的发生。
针对该腐蚀情况,Boeing专门下发了SB-737-57-1310-02,对主起落架前耳轴Support fitting附近的钢垫片下面的四个销孔进行详细目视检查,如果未发现腐蚀,安装改进的或新的镀镉垫片,如果发现腐蚀,按照SRM57-20-90-2R-2或SRM57-20-90-2R-3进行修理。
L/N:2226(含)之后的飞机已安装了镀镉垫片以防止该区域腐蚀的发生。
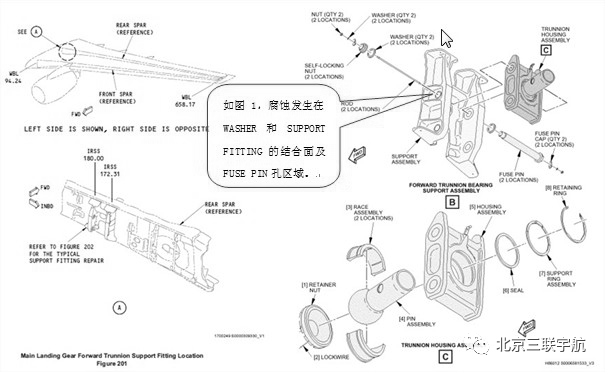
图1 腐蚀发生的位置
主起落架腐蚀发生的原因分析
主要原因是MLG Forward Trunnion Housing Assembly周围的工作环境脏乱,螺栓、垫片等零部件暴露在潮湿的空气中,这些腐蚀介质会逐渐侵蚀和破坏原有的基体保护层体系。
次要原因是飞机起降频繁,起落架会在液压系统的作动下往复运动,Support fitting在液压和气动力的作用下会产生微小的震动,震动造成该区域的零部件逐渐松动,一旦固定washer的密封胶发生老化、松动或龟裂,潮气和脏东西将进入结构缝隙,形成了主起落架电化学腐蚀的外部环境。
内在原因是钢质的washer和铝合金的Support fitting装配在一起,如果washer本体的镀层由于装配的原因或电镀工艺质量的原因发生了损坏,就容易发生电化学腐蚀。
腐蚀修理所需的特殊工艺设备
3.1 专用铣刀组件(见图2)。
3.2 数控车床。主要用来制作衬套、垫片等修理元件,加工精度高,速度快。
3.3 刷镀设备。主要用来进行修理垫片镀镉。
3.4 液氮冷缩安装设备。主要用来冷缩安装修理衬套。
3.5 FLAPPING表面强化设备。主要用来提高修理工作区的抗疲劳强度。
3.6 渗透或涡流无损检测设备。主要用来探测腐蚀是否完全去除。
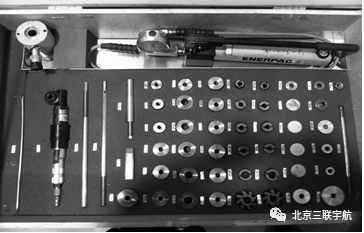
图2专用铣刀组件
修理方案
端面+销孔腐蚀,参考SRM 57-20-90-2R-2;仅端面腐蚀,参考SRM 57-20-90-2R-3。
主要修理步骤
5.1 拆除前耳轴支撑接头附近的线缆支架,接近腐蚀修理区域。
5.2 做好区域防护,防止去除腐蚀时,铝屑四溅,造成外来物或其它问题。
5.3 拆除衬套
用专用工具MIT115A5002拆除衬套,保留衬套(注意:拆除前做好标号和位置标记,恢复安装时按标号和位置标记恢复),小心不要碰伤销孔的内表面。
5.4详细目视检查该区域,确定腐蚀的类型和修理方案。
5.5 去除腐蚀
使用专用铣刀工具MIT115A5002,去除主起落架前耳轴支撑接头处的端面腐蚀和销孔腐蚀,详见图3。
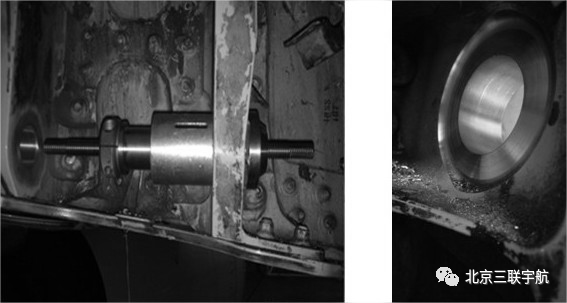
图3腐蚀去除示意图
5.6 去除毛刺和锐边,用MPK清洁修理区。
5.7 NDT检测腐蚀是否完全去除。
参考SOPM 20-20-02对修理区域做渗透检查,确保没有其它腐蚀损伤,否则继续铣削直到腐蚀完全去除。
5.8 对铣削端面FLAPPING强化。
5.9 ALODINE1200S化学转化涂层处理,刷底漆(至少两遍)。
5.10制作修理元件[5](以SRM 57-20-90-2R-2为例)。
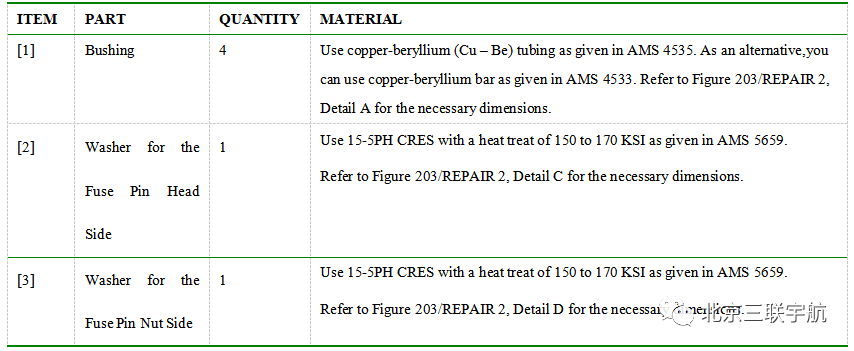
5.10.1所需的修理元件和材料(见表1)
表1 所需的修理元件和材料
5.10.2制作修理衬套。
5.10.3制作修理垫片。
5.11 安装修理元件。
5.11.1参考SOPM 20-50-03使用液氮冷缩安装修理衬套,并做填角密封。
5.11.2衬套安装到位后,对衬套内孔进行铰孔。
5.11.3湿安装修理垫片。
5.12恢复安装Trunnion Housing Assembly和其它部件。
关键点、风险点分析
6.1腐蚀点很隐蔽,需要详尽地接近和详细目视检查,需要提前做好修理预案。
需要先确定腐蚀的类型,再确定修理方案,而确定腐蚀类型需要先拆除衬套。
6.2专用工具设备MIT115A5002和人员工作经验很关键。
1)起落架修理工作必须使用专用工具MIT115A5002或其替代设备,否则无法保证修理工作的形位公差。
2)铣削前要测量Support fitting的原始厚度,以便后续制作垫片时计算垫片的厚度。
3)专用工具MIT115A5002长大而沉重,腐蚀铣削的进给量不能太大,否则容易跳刀或卡滞,因此去除腐蚀需要很长的时间。应至少安排两人,一人手持铣刀控制转速、进给量和角度,一人在旁辅助支援,滴切割液,并协助控制铣刀的方向、角度和端面压力,应适当进行轮换,避免人员疲劳。
4)铣削中要调节好动力钻,转速控制在60-90r/min,注意一旦发现铣刀卡滞 ,要手动反转将铣刀退出,防止铣刀啃掉一大块原始结构材料,造成人为损伤超标。该工作风险很高,一旦盲目蛮干将造成Support fitting的超标报废,给公司造成巨大的损失。
6.3 正确而彻底地去除腐蚀很关键。
1)要保证铣削的端面与Support fitting的内表面平行,保证铣削端面与销孔的垂直度,保证两对销孔的同轴度。
2)销孔内的腐蚀尤其是点蚀一定要彻底去除干净,避免发生二次腐蚀。腐蚀去除后,需用渗透或HFEC等无损探伤手段确保腐蚀完全去除。
3)端面腐蚀的最大去除深度为0.210in;对于销孔腐蚀,去除腐蚀材料后,销孔的最大直径为1.620in,Support fitting上安装垫片的平滑区的外径要保持在1.97min-3.0maxin之间。如果超过上述极限尺寸,则该腐蚀为超手册损伤,需要报批给波音,并索要进一步修理方案。
6.4 修理元件的制作、防腐工艺和安装环节很关键。
6.4.1修理元件的制作。
1)建议使用精密数控车床来制作修理衬套和垫片,这样生产效率高,元件尺寸的精密度和表面粗糙度较高,利于提高工作质量和装配精度。
2)修理元件的尺寸与5.5步中的铣削深度有着密切的关系,需要根据实际情况(如销孔有没有铰孔,原修理垫片是否可用,端面铣削了多深等细节)来计算确定修理元件的尺寸。
6.4.2 防腐工艺要做到位。
1)对于原起落架结构的修理工作区的裸露铝合金基体需涂ALODINE1200S和底漆(至少两遍),注意不能把底漆涂在内孔表面上。
2)修理元件——铜衬套和钢垫片需要镀镉,衬套必须槽镀,以保证镀层的均匀统一,垫片槽镀最好,刷镀也可以接受。
6.4.3 修理元件的安装
1)步骤5.11.3中,修理垫片在恢复安装前要涂抹防腐剂BMS3-38。
2)步骤5.11.1和5.11.3中,修理衬套和修理垫片的密封很关键。这一步千万不要嫌麻烦,简化步骤或节省时间。要确保缝隙全部被密封胶填死,并使密封胶完全固化,将修理衬套、垫片和Support fitting牢牢固化粘结在一起,再执行后序步骤。否则,若密封胶没有完全固化,在紧固“fuse pin”的nut时,需要将力矩磅至1300-1350 in·lb,在巨大的压力和扭矩下,极容易造成washer与Support fitting的相对转动,密封胶被撕裂并产生剥离间隙,washer的镀层被挤压损坏,潮气顺着间隙进入修理区,容易再次产生腐蚀。
总结
737NG飞机的主起落架腐蚀属于电化学腐蚀,它主要发生在主起落架前耳轴Support fitting区域。该修理工作属于典型的机加大修工作,修理工作涉及到:数控加工、热处理、电镀、FLAP PEEN、渗透检查、冷缩安装、防腐密封等多种特殊工艺,修理周期较长。
对航空器结构或附件施加表面保护层是最有效的防腐措施。起落架Support fitting腐蚀修理的过程,也是腐蚀去除和基体金属的保护层系统重新修复和建立的过程。在该修理程序中,保护层系统包括:Support fitting的ALODINE1200化学转化涂层和漆层,修理衬套和washer的镀镉层,修理衬套和washer湿安装过程中的密封胶层,最后是防腐剂涂层。
该修理工作的关键环节是:干净彻底地去除腐蚀,精准地制作和安装修理元件,严格落实各零部件的表面保护层系统的工艺要求。修理垫片washer的防腐和该区域的密封是重中之重。通过密封,切断washer与外界环境介质接触的途径,避免形成电化学腐蚀的环境;其次,washer本体上的镉镀层可确保一旦密封胶失效,在washer与Support fitting之间不至于产生电位差,短期内不会发生电化学腐蚀。
建议航空公司加强对该起落架区域的检查,特别是加强对起落架的各零部件的保护层系统(漆层、镀层、密封胶和防腐剂涂层)的检查,对于保护层系统的损坏要给予重视,并及时修复。提前做好起落架腐蚀修理的预案和各项工作准备,避免出现因腐蚀超标而更换Support fitting的被动局面。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”