
锌铝镁涂层钢板焊接知识
2020-08-05 15:16:08
作者:欧冶子 来源:知钢
分享至:


镀锌铝镁钢板同其他镀锌类钢板一样,易受低熔点金属镀层的影响。在电弧电焊中,与热轧、冷轧钢板相比,容易出现飞溅和气孔的增加以及由于裂纹而造成强度下降等。
但是,如果条件选择适当,焊接接缝就不会存在连接强度的问题。而且,在电焊中,只要选定恰当的焊接条件,强度也豪无问题。
另外,在电焊过程中,也会受到焊机和接缝形状等的影响,因此请事先通过焊接测试加以确认。
1 、电弧焊接
(1)焊机:可使用市场上任何一种焊机进行焊接。焊机生产厂家已开发出可降低焊接飞溅的变频控制式焊机,适当应用这些设备,可改善焊接环境。
(2)焊条:可适用普通低碳钢和结构钢用焊条。要想改善焊接时产生飞溅、气孔和坑穴现象,请使用专为镀锌用而开发的焊条。
(3)屏蔽气体:可使用 JIS K1106 中规定的 3 中二氧化碳气体。(如果脉冲电流和 Ar+20%CO2 气体组合使用,有可能进一步降低焊接时的飞溅现象。)
(4)焊接电流、电压:在以相同的焊接速度与热轧、冷轧钢板进行焊接时,与热轧、冷轧钢板相比,因镀层的蒸发会消耗热量,所以应适当增大焊接热量。(电流约增大5~10%)
(5)焊接速度:当发生气孔、坑穴等缺陷时,请设定低于热轧、冷轧钢板的焊接速度。
焊接过程中降低焊接速度,让产生的锌蒸汽有较长时间可以从熔化池子表面释放出来,会取得优良的焊道。
(6)间隙的设置:在进行搭角焊缝焊接时,往往会产生气孔、坑穴等焊接缺陷。作为防止对策,在钢板间设置间隙,是最有效的方法。如果设置0.6mm以上的间隙,可大幅度减少缺陷。
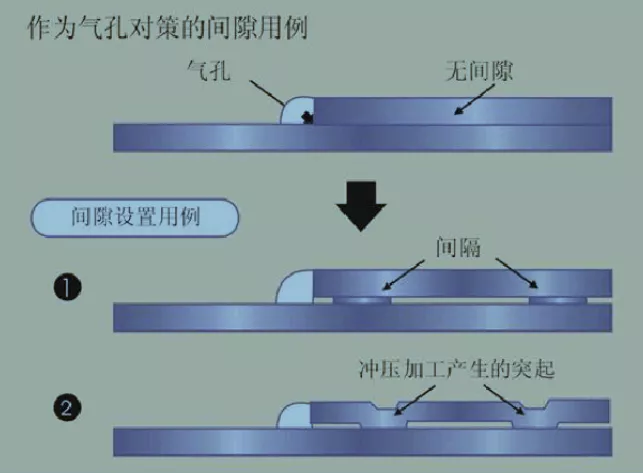
间隙设置方式
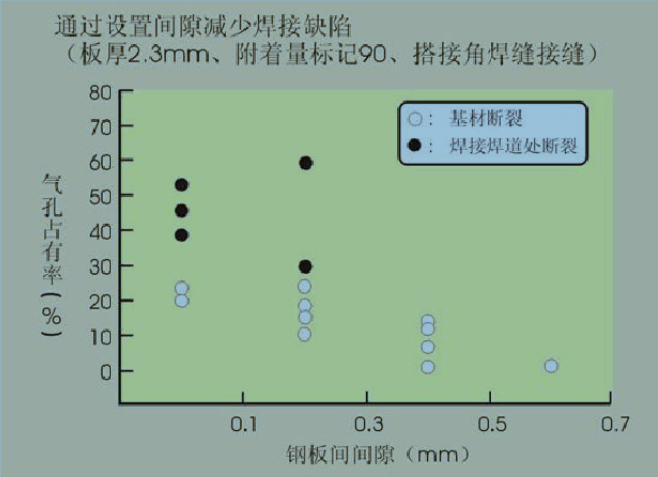
某锌铝镁镀层产品不同间隙下的的焊缝质量对比
从上图可见,间隙越小气孔约多,焊接强度检验时从焊缝处断裂的几率越高,反之,间隙超过一定数值后,气孔占有率低,焊缝强度高于焊接基板,断裂处发生基板上。
2、点焊
下图是各种表面镀层种类的钢板点焊条件的举例:

锌铝镁镀层钢板的焊接电流区间较低,焊接窗口较窄。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7130

腐蚀与“海上丝绸之路”
点击数:5741