
耐高温抗激光烧蚀涂层研制与性能表征
2021-12-29 15:25:59
作者:王智勇, 肇研, 丁鹤雁 来源:北京航空材料研究院,北京航空航天大学
分享至:


利用激光的直接照射而杀伤目标的武器被称为激光武器。激光武器具有传播速度高、转移火力快、发射无后坐力、发射精度高、杀伤威力大、抗干扰能力强等特点成为飞行器等各类武器装的致命杀手。在世界主要军事国家中,美国在激光武器的研究方面走在前列。2009 年1 月实现了105kW 的输出,达到了激光武器应用的第三阶段100kW 输出功率的目标。100kW 功率一向被视为武器级高能激光的门槛,高能激光武器已逐渐成为各军事大国反导弹、反卫星、反各类飞行器和地面目标的重要打击手段。
随着高能激光武器逐渐进入实战应用阶段,激光防护技术研究备受关注。通过材料技术进行激光防护包括薄膜类、结构类和涂层类。薄膜类主要针对卫星光学系统和光电传感器的反激光防护,主要采用在光学和传感器表面镀制薄膜的方法; 结构类主要指通过结构设计实现结构功能一体化,达到激光防护目的,例如美国1998 年报道的对飞机某些敏感部位设计为板材外加金属网来实现激光防护,金属网根据需求可设计为多层; 涂层类材料是飞机最传统的防护和实现特殊功能的材料形式,由于可采用简单的空气喷涂或刷涂工艺进行施工,因此是应用成本最低最适用的防护材料之一,但由于对抗激光的涂层材料对材料性能要求极高,因此激光防护涂层材料技术研究在国内外都属于全新的领域。本工作从通用防护涂料的制备工艺入手,通过配方设计和工艺优化,制备出了性能优良的抗激光烧蚀涂层材料。
1 实验材料及方法
1. 1 涂层制备
以有机硅树脂、聚碳硅烷为黏结剂,添加Al2O3,SiC,ZrO2, SiO2,BN,玻璃粉、碳纤维等填料形成混合料浆,混合料浆在砂磨机上研磨,达到细度40 ~50μm。然后在尺寸为50mm × 100mm × 2mm,表面经过磷化处理的30CrMnSiA 钢板表面制备涂层。涂层制备采用普通空气喷涂法,空气压力为0. 4MPa,喷枪由德国SATA 公司提供,口径为0. 8 ~ 1mm。具体喷涂过程依照所需厚度共分若干道完成,以垂直交叉喷涂一次视为一道,每道间需有一定时间间隔,以达到一定程度的表干,防止流淌。喷涂完毕,在室温下放置48h,然后在200℃下烘烤2h 固化成膜。
1. 2 性能表征
固化完全的涂层首先在马弗炉里烘烤,由室温加热到600℃,保温2h,随炉冷却至室温,参照标准GB /T 9286—1998。采用划格法测试漆膜附着力,并用体式显微镜对涂层表面进行观察进行性能初评。然后在氧-乙炔下烧蚀,观察不同火焰温度下烧蚀4s 后涂层的烧蚀形貌。最后在激光束辐照下进行抗激光烧蚀测试,激光辐照时间为( 4 ± 0. 2) s,激光辐照过程中在背面焊接热电偶,以监测温升过程。
热电偶采用了镍铬-镍硅合金的K 型热电偶,长期测温极限为1300℃。当温度过高导致热电偶与背板连接松弛或脱落,则所得温度曲线会出现抖动。本工作中的各种温度曲线均为热电偶焊接牢固的可靠测量。激光烧蚀测试在成都精密光学工程中心进行,激光器波长1064nm,功率范围101 ~ 4000W。
2 实验结果与分析
2. 1 涂层耐温实验结果
按照表1 所示配方制备涂层,涂层总厚度40 ~50μm,其中3#涂层为双层结构,上下两层采用不同配方,上层填料含BN,厚度约为总厚度的1 /5。置于600℃马弗炉中保温2h,高温加热后的涂层状况如图1 所示。根据图1 所显示的结果可以看出,由于碳纤维的加入,2#涂层相对于1# 涂层,受热后裂纹更加明显,说明有碳纤维存在的体系,涂层的热应力增加。

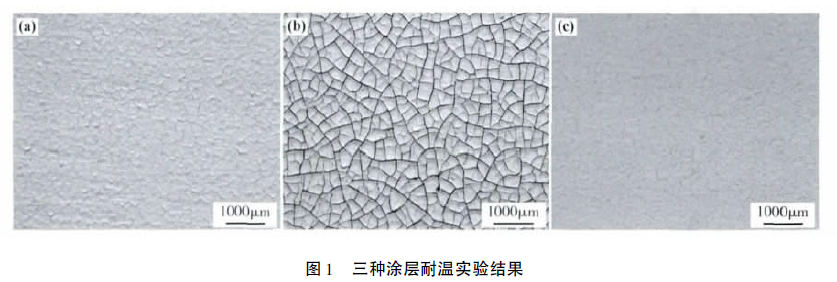
相比之下,3#涂层相对于1#涂层,受热后表面裂纹明显改善。这是由于其双层结构在受热过程中,上层均匀分散的BN 粉末具有良好的导热作用,可以避免漆膜局部过热,同时也利于热量散发到周围环境,一定程度上缓解热应力,提高了漆膜耐热性。同时,上层玻璃粉加量较多,也能减少粉化现象而且可以使上下两层更好地融合。
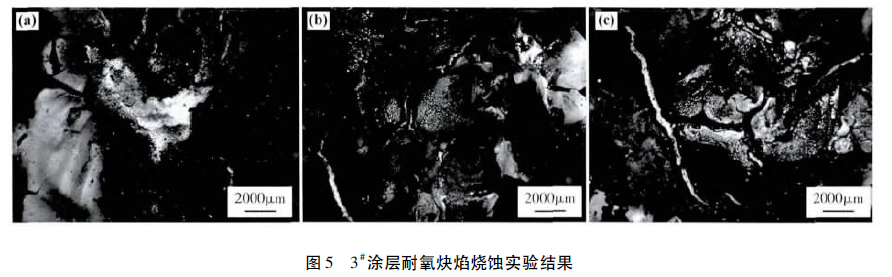
2. 2 涂层耐氧炔焰烧蚀实验结果
按照表1 所示配方制备涂层,涂层厚度500 ~600μm,然后用不同温度的氧炔焰模拟激光烧蚀4s。由图2 可以看出,1# 涂层在烧蚀后基体背部未出现明显的变化,而在烧蚀区域周边出现深裂纹。
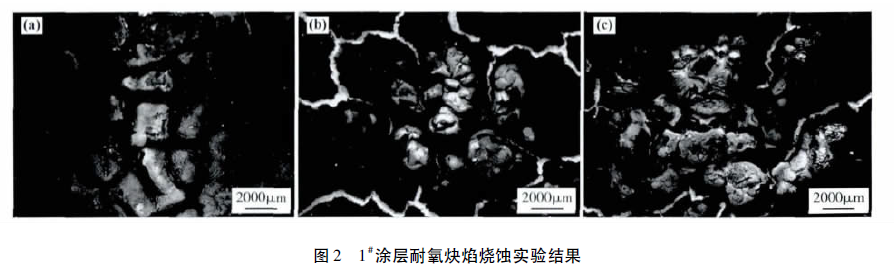
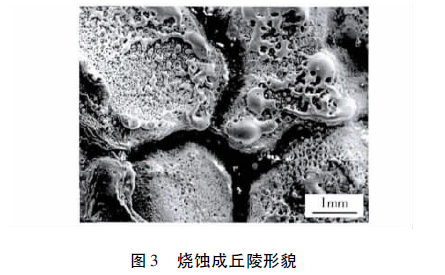
在2000℃烧蚀后,烧蚀中心形成丘陵( 见图3) ,而3000℃烧蚀后,丘陵中心形成了凹陷,这是由于配方中ZrO2的作用。ZrO2是一种典型的相变陶瓷,低温稳定相是单斜相,在1000℃左右转变为四方相,2370℃左右相变为立方相,从高温到低温冷却过程中发生反方向相变。从低温到高温,每一次相变都伴随着体积收缩,从高温到低温,每一次相变都伴随着体积膨胀。随着烧蚀区域涂层温度升高,ZrO2发生相变,体积收缩,因此,在烧蚀中心形成丘陵。由于ZrO2的比热和导热系数较小,烧蚀区域周边并没有迅速升温至发生相变,从而导致中心区域周边出现深的沟壑。
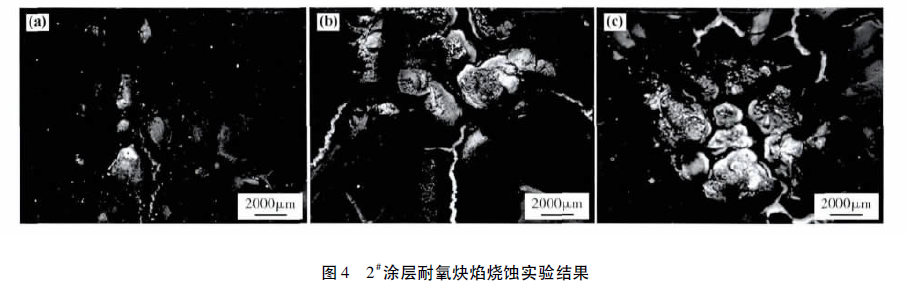
2#涂层的烧蚀形貌与1# 极为相似,只是烧蚀区域周边涂层表面卷曲更为严重,这说明碳纤维的加入并未如预期中起到增强的作用,反而加重了涂层的脱落,降低了其附着性能。
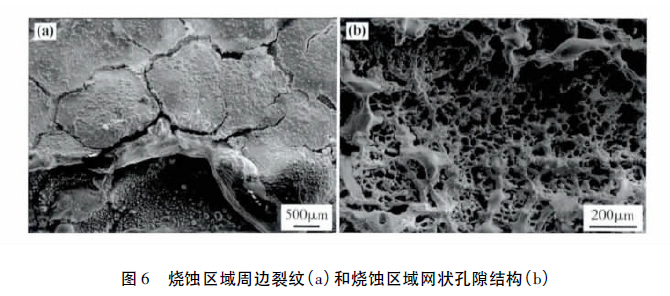
3#涂层烧蚀后基体背部未发生明显变化。与1#试样相比,表面炭化发黑严重,并且覆盖一层容易脱落的疏松结构( 见图6) 。这是由于上层中BN在空气中温度达到800℃以上时发生明显氧化,氧化生成的B2O3在温度达到1 000℃时开始以气态大量挥发,减弱了涂层的防护作用。另一方面,虽然B2O3在材料表面可形成液膜,对氧向材料内部的侵入有一定的阻碍作用,但是据文献报道,B2O3和ZrO2相容性并不好,因此难以很好的起到隔绝氧气的作用。
结合耐温性试验不难发现,BN 的加入对改善涂层性能是一把双刃剑。一方面,BN 涂层能够有效地减少漆膜高温开裂情况,改善涂层的耐温性; 另一方面,BN 又会降低涂层的耐烧蚀性能。故而在实际应用中要综合考虑这两方面的效果,根据具体要求合理确定涂层配方。
2. 3 涂层耐激光烧蚀试验结果
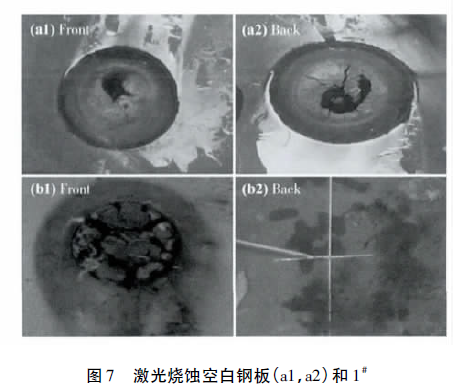
根据氧炔焰模拟激光烧蚀结果,选用1# 涂层与空白钢板进行激光烧蚀,对比结果从而验证该配方涂层的抗激光烧蚀性能。涂层厚度900 ~ 1000μm,辐照参数由表2 给出。

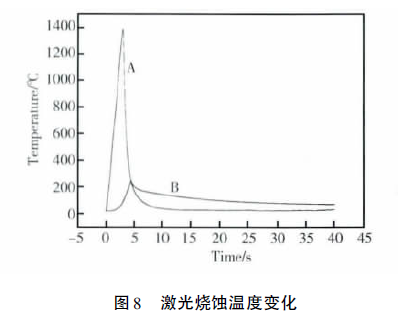
由图7 可以看出空白钢板在激光辐照下,正面和背面均有明显的烧蚀破坏区,而表面涂覆1#涂层的钢板只是正面涂层被激光烧伤,背面并没发现明显变化,说明激光并未穿透涂层而给基材带来损伤,该涂层对激光辐照具有优良的耐受性,有效地起到了保护基材的作用。图8 给出烧蚀过程中空白钢板和带涂层钢板背面温度变化曲线,可以进一步证实涂层抗激光烧蚀效果。图中两条曲线代表烧蚀过程中钢板背面的温度变化情况。空白钢板没有涂层保护,受激光辐照后,温度急速上升,峰值温度达到1387℃,辐照停止后,温度迅速回落; 而对于涂覆1#涂层的钢板,受到激光辐照后温度上升较为缓慢,峰值温度为246℃,在辐照停止后,温度下降速度也比空白钢板缓慢。可以看出涂层具有显着耐烧蚀隔热效果,厚度在900 ~1000μm 范围,在1mm厚30CrMnSiA 钢表面的隔热效果达到1000℃以上。
3 结论
(1) 以有机硅树脂、聚碳硅烷和玻璃粉为黏结剂,添加Al2O3,BN,SiC,ZrO2,SiO2和碳纤维等耐热填料制备了抗激光烧蚀涂层,所制备涂层具有良好的抗激光烧蚀和隔热性能。
(2) 所制备涂层在900 ~ 1000μm 厚度范围内,在531W/cm2 激光功率密度下照射4s,对1mm 厚30CrMnSiA 钢表面的隔热效果达到1000℃以上。
(3) 在1000℃以下的温度段,BN 能有效改善涂层耐热性,减少涂层受热开裂,在1000℃以上的高温热烧蚀阶段,BN 较低的氧化温度导致其被烧蚀表面形成疏松结构,无法起到保护基材的作用;而碳纤维在整个受热温度段均未如期起到对涂层的补强作用,而是增加了涂层受热开裂倾向和涂层的脱落。对抗激光烧蚀起关键作用的是低导热系数的ZrO2。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7354

腐蚀与“海上丝绸之路”
点击数:5905