
化工泵汽蚀现象发生原因和危害
2022-05-16 16:54:53
作者:设备管理与防腐 来源:设备管理与防腐
分享至:


化工泵在使用过程中经常会遇到耐腐泵的汽蚀损坏,为了更好地为用户服务,避免因汽蚀产生对泵的使用影响,中联泵业在此为你详细介绍化工泵汽蚀现象发生原因和危害。
1893年,人们确认英国一台驱逐舰螺旋桨的破坏是汽蚀(Cavitation)的结果,这是汽蚀现象首次被发现。之后,人们对螺旋桨、水轮机和水泵等水利机械的汽蚀问题进行了大量研究,随着机器向高速方向的发展,越来越成为水力机械中至关重要的问题。

螺旋桨的汽蚀
汽蚀发生的阶段和种类
汽蚀的发生可以分为以下几个阶段:
初生阶段:用肉眼或者其他手段检测出汽泡的发生;
发达阶段:初生阶段进一步发展,汽泡大量产生;
终结阶段:由于压力上升汽泡消失。
汽蚀分为以下几种类型:
游离汽蚀或移动汽蚀:在流动的液体中产生汽泡,同时在液体中成长,到高压处覆灭。
固定汽蚀或附着汽蚀:在置于流动的物体表面或流道的边壁上形成空穴,并附着于壁面之上。
漩涡汽蚀:在漩涡中低压部分发生空穴,在螺旋桨翼端发生的汽蚀就属于这种汽蚀。
振动汽蚀:在振幅、高压力脉动液体中发生的汽蚀。进行材料汽蚀破坏实验常利用这种汽蚀。通常在水力机械中并不多见。在水力机械中往往发生移动汽蚀固定汽蚀。

汽蚀发生的过程
液体在一定的温度下,降低压力至该温度下汽化压力时,液体便产生充满气体的的汽泡,这是产生汽蚀的根本原因,从液体中分解出来的空气或其他汽泡,对汽蚀的影响和蒸汽泡不同。
汽蚀时产生的汽泡,流动到高压处时,其体积减小以至破灭。这种由于压力上升而导致的汽泡消失在液体中的现象被称为汽泡的覆灭。
实践证明,汽蚀腐蚀破坏的部位,正是汽泡消失的地方,所以常常在叶轮出口和压水室进口部位发现破坏痕迹。但是,不能忘记汽蚀的发源地是在叶轮进口处。因为一般情况下化工泵的叶轮进口是压力最低的地方。
如果这个地方液体的压力等于或低于在该温度下的液体的汽化压力,就会有蒸汽及溶解在液体的气体从液体中大量溢出,形成许多蒸汽与气体混合的小气泡。
当含有大量小气泡的液体向前经叶轮内的高压区时,气泡周围的高压液体致使气泡急剧地缩小以至破裂。
在气泡凝结破裂的同时,液体质点以很高的速度填充空穴,在此瞬间产生很强烈的水击作用,并以很高的冲击频率打击金属表面,冲击应力可达几百至几千个大气压,冲击频率可达每秒几万次,严重时会将壁厚击穿。
在泵中产生气泡和气泡破裂使过流部件遭受到破坏的过程就是化工泵中的汽蚀过程。


汽蚀引起的破坏
化工泵汽蚀时的现象
1)产生噪声和振动
由于泵汽蚀时,汽泡在高压区连续产生后突然破裂,以及伴随的强烈水击而产生噪声和振动,可以听到像爆豆似的噼噼啪啪的响声。
2)过流部件的腐蚀破坏
泵长时间在汽蚀条件下工作时,泵的过流部件的某些地方会遭到腐蚀破坏,这是因为汽泡在凝结时金属表面受到高频600-25000Hz的强烈冲击,致使金属表面出现麻点以致穿孔。
3)性能下降
化工泵汽蚀时叶轮内液体的能量受到干扰和破坏,在外特性上的表现是流量-扬程曲线、流量-轴功率曲线、流量-效率曲线下降,严重时会使泵中液流中断,不能工作。
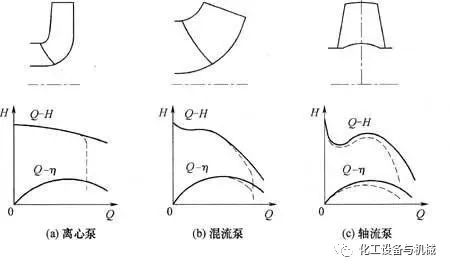
不同比转速泵因汽蚀引起的性能曲线下降
防止发生汽蚀的措施
欲防止发生汽蚀必须提供NPSHa(有效汽蚀余量),使NPSHa>NPSHr(必须汽蚀余量),由此可以得到以下措施。
● 减小几何吸上高度(或增加几何倒灌高度);
● 减小吸入损失,为此可以设法增加管径、减小管路长度、弯头和管路附件等;
● 泵在大流量下运行时NPSHr增加,NPSHa减小,所以,在确定安装高度时,应使NPSH(许用汽蚀余量)比NPSHc(NPSHr)大得多一些,否则应防止长时间在大流量下运行。有时因选泵不当,使泵处在大流量下运行,容易产生汽蚀,这点在选泵时应加以注意;
● 在同样转速和流量下,采用双吸泵,因减小进口流速,泵不易发生汽蚀;
● 泵发生汽蚀时,应把流量调小或降速运行;
● 泵吸水池的情况对泵汽蚀有重要影响;
● 当运行流量小于最优工况点75%时,应配置小流量叶轮,如采用切割叶轮方法,会出现较大的负冲角,而使汽蚀性能变坏;
● 若泵在大流量运行,可车大叶轮进口,或把叶片进口去掉一部分;
● 减薄叶片的进边口(或打磨修尖叶片的进边口);
● 当泵因汽蚀产生明显的噪声、振动时,向泵进口补气可使噪声、振动得到缓解;
● 对于苛刻条件下运行的泵,为避免汽蚀破坏,可使用耐腐蚀的材料。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8148

腐蚀与“海上丝绸之路”
点击数:6486