
【材料课堂】各种焊接技术汇总,这下终于全了
2023-09-28 13:26:35
作者:本网整理 来源:金属加工
分享至:



本文导读
焊接技术直接影响着设备的使用性能,大部分运行环境较为恶劣,因此焊接对于设备的制造和使用来说有着重要的意义,下面,为大家汇总各种焊接技术。
一、焊接介绍
焊接:通常是指金属的焊接。是通过加热或加压,或两者同时并用,使两个分离的物体产生原子间结合力而连接成一体的成形方法。
分类:根据焊接过程中加热程度和工艺特点的不同,焊接方法可以分为三大类。
(1)熔焊 。将工件焊接处局部加热到熔化状态,形成熔池(通常还加入填充金属),冷却结晶后形成焊缝,被焊工件结合为不可分离的整体。常见的熔焊方法有气焊、电弧焊、电渣焊、等离子弧焊、电子束焊、激光焊等。
(2)压焊。在焊接过程中无论加热与否,均需要加压的焊接方法。常见的压焊有电阻焊、摩擦焊、冷压焊、扩散焊、爆炸焊等。
(3)钎焊 。采用熔点低于被焊金属的钎料(填充金属)熔化之后,填充接头间隙,并与被焊金属相互扩散实现连接。钎焊过程中被焊工件不熔化,且一般没有塑性变形。
焊接生产的特点:
(1)节省金属材料,结构重量轻。
(2)以小拼大、化大为小,制造重型、复杂的机器零部件,简化铸造、锻造及切削加工工艺,获得最佳技术经济效果。
(3)焊接接头具有良好的力学性能和密封性。
(4)能够制造双金属结构,使材料的性能得到充分利用。
应用:焊接技术在机器制造、造船工业、建筑工程、电力设备生产、航空及航天工业等应用十分广泛。
不足:焊接技术也还存在一些不足之处,如焊接结构不可拆卸,给维修带来不便;焊接结构中会存在焊接应力和变形;焊接接头的组织性能往往不均匀,并会产生焊接缺陷等。
二、各种焊接技术介绍
一、电弧焊
电弧:一种强烈而持久的气体放电现象,正负电极间具有一定的电压,而且两电极间的气体介质应处在电离状态。引燃焊接电弧时,通常是将两电极(一极为工件,另一极为填充金属丝或焊条)接通电源,短暂接触并迅速分离,两极相互接触时发生短路,形成电弧。这种方式称为接触引弧。电弧形成后,只要电源保持两极之间一定的电位差,即可维持电弧的燃烧。
电弧特点:电压低、电流大、温度高、能量密度大、移动性好等,一般20~30V的电压即可维持电弧的稳定燃烧,而电弧中的电流可以从几十安培到几千安培以满足不同工件的焊接要求,电弧的温度可达5000K以上,可以熔化各种金属。
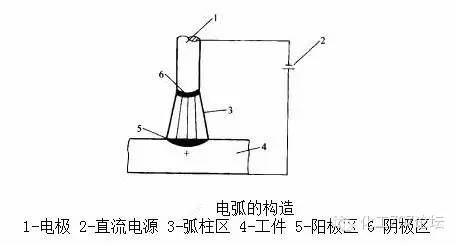
电弧组成:阴极区、阳极区、弧柱区三部分,弧焊电源:焊接电弧所使用的电源称为弧焊电源,通常可分为四大类:交流弧焊电源、直流弧焊电源、脉冲弧焊电源和逆变弧焊电源。
直流正接:采用直流焊机当工件接阳极,焊条接阴极时,称为直流正接,此时工件受热较大,适合焊接厚大工件;直流反接:当工件接阴极,焊条接阳极时,称为直流反接,此时工件受热较小,适合焊接薄小工件。采用交流焊机焊接时,因两极极性不断交替变化,故不存在正接或反接问题。
焊接冶金过程在电弧焊过程中,液态金属、熔渣和气体三者相互作用,是金属再冶炼的过程。但由于焊接条件的特殊性,焊接化学冶金过程又有着与一般冶炼过程不同的特点。
首先,焊接冶金温度高,相界大,反应速度快,当电弧中有空气侵入时,液态金属会发生强烈的氧化、氮化反应,还有大量金属蒸发,而空气中的水分以及工件和焊接材料中的油、锈、水在电弧高温下分解出的氢原子可溶入液态金属中,导致接头塑性和韧度降低(氢脆),以至产生裂纹。
其次,焊接熔池小,冷却快,使各种冶金反应难以达到平衡状态,焊缝中化学成分不均匀,且熔池中气体、氧化物等来不及浮出,容易形成气孔、夹渣等缺陷,甚至产生裂纹。
为了保证焊缝的质量,在电弧焊过程中通常会采取以下措施:
(1)在焊接过程中,对熔化金属进行机械保护,使之与空气隔开。保护方式有三种:气体保护、熔渣保护和气-渣联合保护。
(2)对焊接熔池进行冶金处理,主要通过在焊接材料(焊条药皮、焊丝、焊剂)中加入一定量的脱氧剂(主要是锰铁和硅铁)和一定量的合金元素,在焊接过程中排除熔池中的FeO,同时补偿合金元素的烧损。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8577

腐蚀与“海上丝绸之路”
点击数:6873