
2200K下航空发动机热端部件的“保护伞”——热障涂层先进结构设计研究进展
2024-08-09 19:16:57
作者:刘嘉航,吕哲,周艳文,解志文,陈浩,程蕾,黄士罡 来源:表面技术
分享至:


前言
随着航空航天技术的不断进步,航空发动机开始向更高推重比、更高燃油使用效率及更长使用寿命的方向发展,为了实现此目的需要不断提高涡轮前进口的温度。以涡轮发动机叶片为例,为了保证叶片在高温环境中的长时间稳定工作,采用能够耐1000 ℃以上高温的镍基高温合金作为发动机叶片的材料。由于先进涡轮发动机的进口温度高达2200 K,因此只通过在叶片内部开设导气通道已不能将其表面温度降至极限使用温度以下。为了满足镍基高温合金的使用要求,美国国家航空航天局于20世纪50年代提出了热障涂层(Thermal barrier coatings, TBCs)概念,用于极端环境条件下的金属部件防护。

为了提高新型陶瓷材料热障涂层在高温环境下的使用性能,研究人员开始研究更为先进的双层层状结构、柱状结构、垂直裂纹结构及复合结构的热障涂层,通过减小高温环境下层与层之间的热膨胀系数差异,从而减少涂层的应力,增加涂层在高温环境下的使用寿命。
层状结构
Wang等分析了大气等离子喷涂功率对YSZ陶瓷沉积片的影响,并使用扫描电镜对不同功率的沉积片形貌进行了表征,结果表明,当功率较低或较高时沉积的陶瓷沉积片的坚固性较差,只有当功率处于中间值时可以获得扩散均匀的陶瓷沉积片。
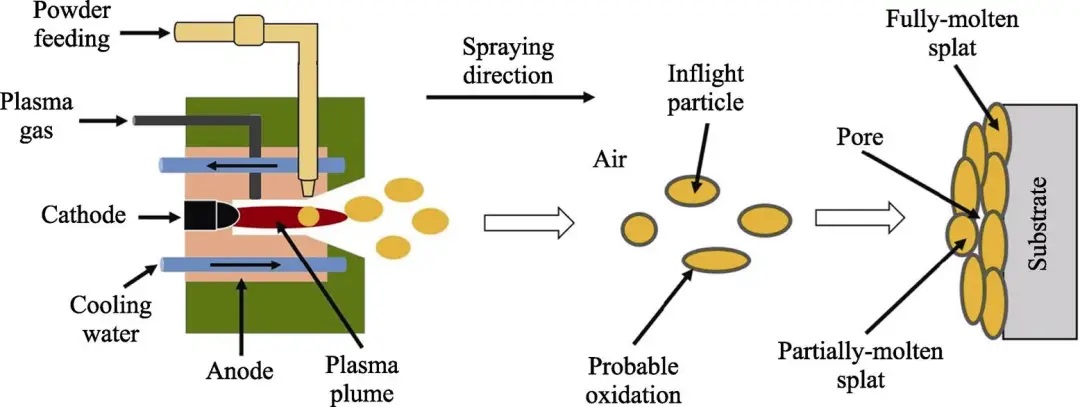
虽然Wang等说明了中值功率可以有效改善层状结构形貌,但是在实际制备环境下,只有位于等离子射流外部的粉末可以充分受热,并以良好的熔融状态沉积在黏结层表面。位于等离子射流内部的粉末因加热效果较差,无法充分熔融,因此大气等离子喷涂的制备参数对制备具有良好层状结构的热障涂层至关重要,且针对不同陶瓷材料选择最合适的涂层制备参数是层状结构热障涂层的重要发展方向。
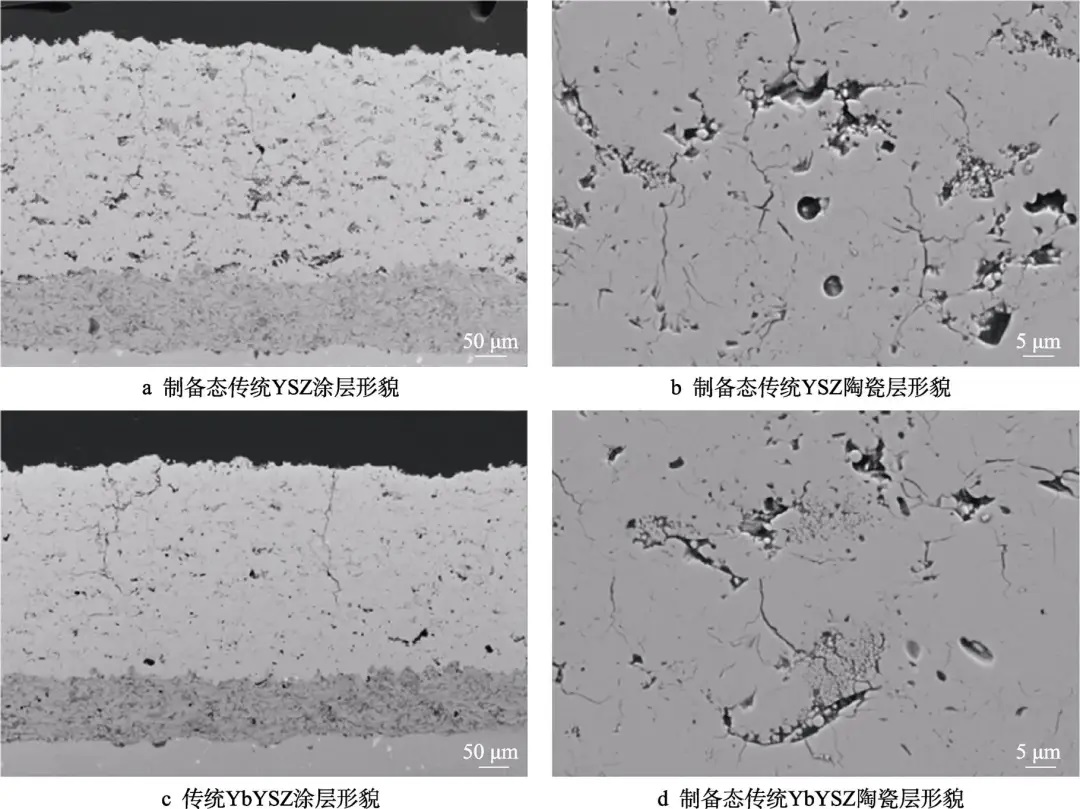
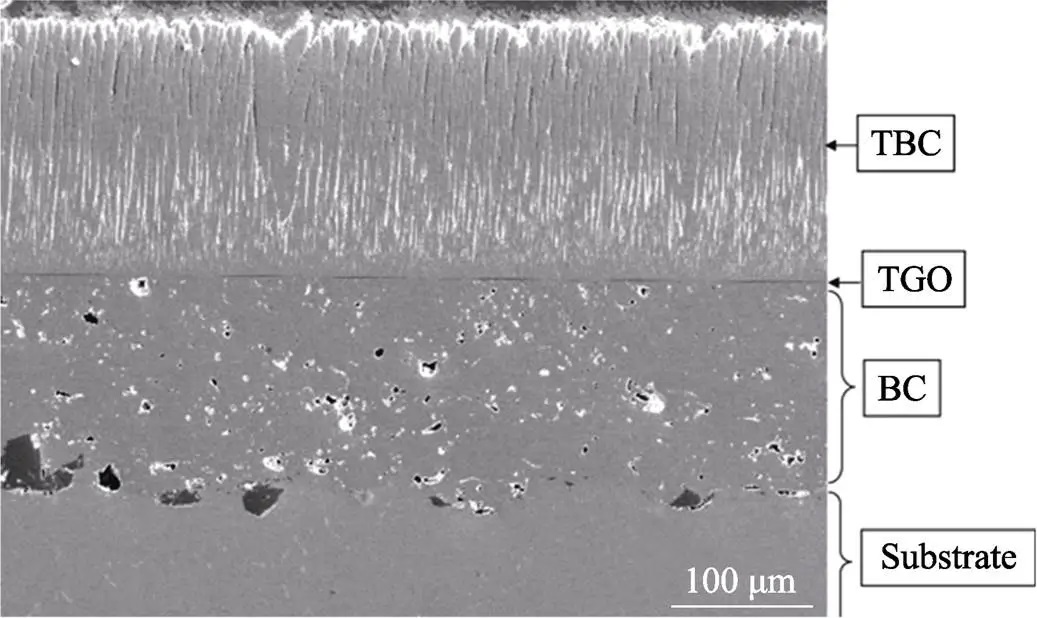
典型层状结构热障涂层的横截面形貌如图2所示。其内部具有较多的微裂纹、孔隙及部分熔融粉末。这是因为在热喷涂过程中,位于等离子射流外部的陶瓷粉末充分熔融成液滴,高温液滴在碰撞到低温黏结层时迅速冷却,较快的冷却速度导致陶瓷片内部应力积累,随着涂层温度的降低,涂层内部的应力通过裂纹的形成和扩展的方式释放。位于等离子射流内部的陶瓷粉末受热较差,以未熔融或部分熔融状态在涂层内部堆叠,形成了微观孔隙。孔隙的存在为声子的散射提供了空间,通过降低声子的平均自由程来降低涂层的热导率,涂层内部的水平裂纹可以阻碍热流的传导,提高涂层的隔热性能。
另外,当涂层在高温环境下使用时,涂层内部的裂纹可以有效地提高涂层的形变容限,减少涂层在工作环境下的内部应力积累;内部孔隙可以提高涂层的断裂韧性,当裂纹扩展到孔隙边缘位置时,裂纹尖端的应力会通过孔隙释放,减缓裂纹的扩展。
虽然涂层内部的裂纹和孔隙可以优化涂层的隔热性能和断裂韧性,但是这些缺陷的存在也为氧气和熔融腐蚀盐的渗透提供了通道,加快了TGO的生成及涂层的腐蚀速度,导致涂层过早失效。
层状结构热障涂层主要包括两种,分别为单陶瓷层结构和双陶瓷层结构。单陶瓷层结构热障涂层具有制备成本低、制备方式简单等优点,成为使用最为广泛的热障涂层结构。由于单层结构需要将顶部陶瓷层直接制备在黏结层表面,因此通常会选择热膨胀系数较高的YSZ作为顶部陶瓷层原料,用于减少陶瓷层与黏结层之间的热膨胀系数差异,减少工作环境下涂层内部的热膨胀失配应力。
虽然单陶瓷层热障涂层的应用较广泛,但随着发动机涡轮前进口温度的升高,其使用缺陷也逐渐凸显。首先,当温度高于1200 ℃时氧化锆会发生相变和烧结,使其无法在高温环境下使用。另外,所有稀土锆酸盐新材料热障涂层的热膨胀系数和断裂韧性都远小于金属黏结层。若将其直接制备在黏结层表面,则陶瓷层与黏结层之间较大的热膨胀系数差异会增加涂层内部的应力,其高温使用效果远不如单层YSZ。
为了充分发挥YSZ和稀土锆酸盐的优点,研究人员开发了双陶瓷层结构,以优化新材料热障涂层的综合性能。双层结构热障涂层主要应用于力学性能较差的新陶瓷材料,通过在黏结层与新材料陶瓷层之间制备一层YSZ涂层,以减小层间热膨胀系数的差异,缓解涂层内部应力。
Jung等使用大气等离子喷涂在镍基黏结层与顶部YGYZ陶瓷层之间制备了高纯度YSZ中间层,以减小热膨胀差异,缓解失配应力,实验结果如图3所示。双层结构YGYZ涂层在喷气式发动机试验中可达2000次循环,远高于单层YGYZ涂层的350~678次循环。
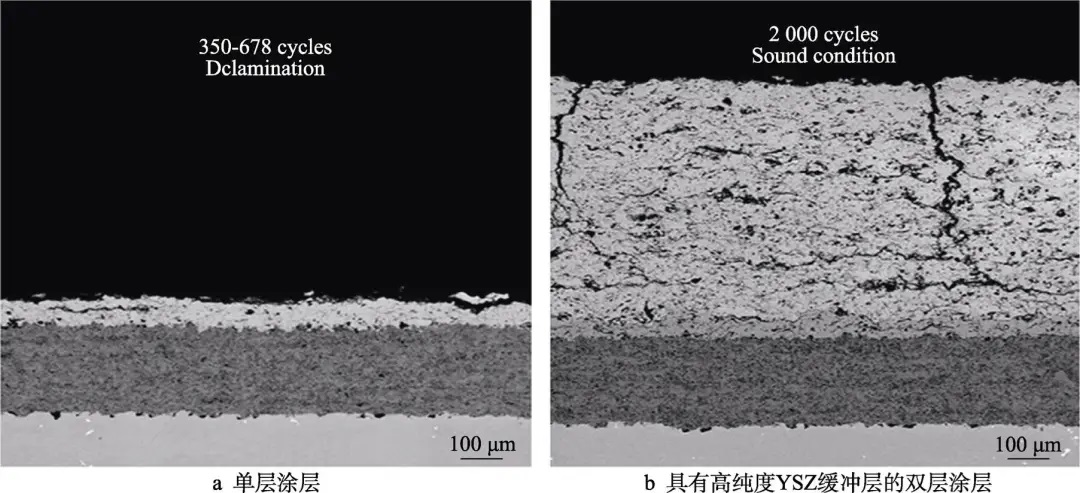
图3 喷气式发动机试验后的横截面微观结构
Wang等使用有限元软件模拟了La2Zr2O7/YSZ双层涂层和单层La2Zr2O7涂层在高温环境下的残余应力,结果表明,双层结构热障涂层内部积累的残余应力更低,涂层内部裂纹不易扩展,说明双层结构设计可以有效减少涂层的脱落,提高涂层在高温环境下的使用寿命。
Guo等使用大气等离子喷涂方式制备了La2Zr2O7/YSZ双层涂层和La2Zr2O7单层涂层,并对比了两种涂层的热循环寿命,结果表明,在1232 ℃循环条件下,YSZ涂层因其优异的缓冲作用提高了双层涂层的使用寿命。
为了判断双层涂层各层厚度对热障涂层高温使用寿命的影响,Bobzin等制备了总厚度相同但La2Zr2O7/YSZ厚度比例不同的热障涂层系统,并在1150 ℃的环境下进行热震试验,以测试不同厚度比例涂层的性能。结果表明,在1150 ℃环境下,La2Zr2O7/YSZ的厚度比为0.3的涂层寿命达到267次,而La2Zr2O7/YSZ的厚度比为3的涂层在循环3次后就发生了大面积脱落现象。
YSZ中间层厚度的增加可以从两个方面优化双层涂层的使用效果:YSZ较高的热膨胀系数缓解了顶层与黏结层之间的热膨胀差异,减小了热膨胀失配应力;YSZ厚度的增加降低了顶层裂纹扩展的能量释放率,降低了裂纹增长的驱动力。
对于非稀土元素掺杂的陶瓷材料同样可采用双层结构设计,提高其作为热障涂层材料的应用潜力。Mg2SiO4具有优异的高温相稳定性、良好的力学性能及较低的热导率,但是较差的化学相容性限制了Mg2SiO4在热障涂层领域的应用,它在高温环境下会与黏结层反应生成MgCr2O4,使其无法直接在黏结层表面制备。
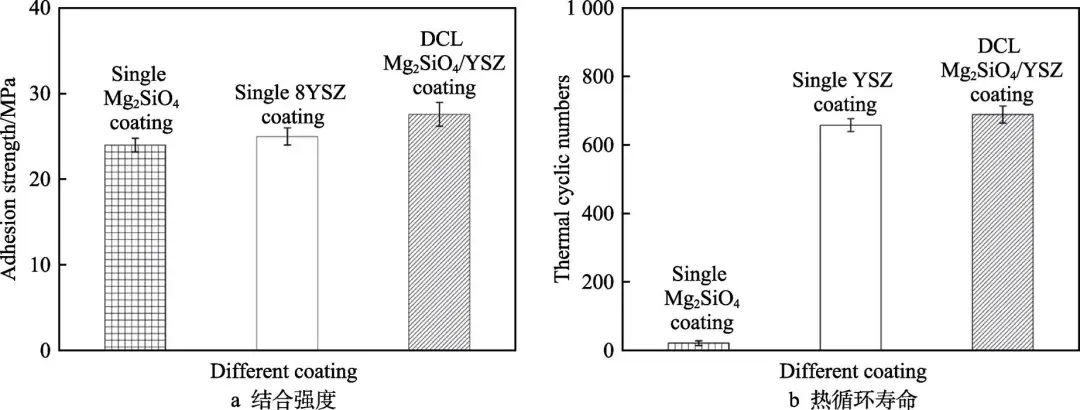
为此,Chen等设计并制备了双层Mg2SiO4/YSZ热障涂层,并对涂层的性能进行了分析,结果如图4所示。双层结构设计从两个方面对Mg2SiO4的使用效果进行了优化,首先YSZ优异的化学相容性避免了Mg2SiO4与黏结层发生反应,使Mg2SiO4在工作条件下可以保持其内部结构;其次YSZ作为中间层缓解了不同材料之间的热膨胀失配,并为涂层内部应力的释放提供了空间,优化了涂层的热力学性能。
目前,关于双层结构热障涂层的研究主要集中在通过YSZ的优异力学性能缓解陶瓷材料之间较大的热膨胀系数差异,仍有一些方向未进行充分研究。
首先,不同晶体结构的新型陶瓷材料具有不同的热膨胀系数和断裂韧性。如果不考虑顶部陶瓷层的材料特性,一味地增加YSZ中间层的厚度,虽然可以有效减小顶部陶瓷层的内部应力,但无法充分发挥新型材料优异的隔热性能,在高温环境下仍会使YSZ中间层发生烧结和马氏体相变,从而破坏涂层在高温环境下的使用寿命。如果YSZ中间层的厚度太薄,则无法将顶部陶瓷层内部应力降低到应力极限范围内。由此可见,根据材料特性设计出具有最优性能的厚度比例是双层热障涂层的重要发展方向。
其次,双层涂层比单层涂层额外增加了一个层间界面,涂层在高温环境下工作时会在黏结层表面生成TGO,随着TGO厚度的增加涂层内部会出现压应力与拉应力方向的变化。如果层间界面的粗糙度较大,则会在中间层顶部凸起位置出现较大的应力集中。当应力达到极限时,会在顶部陶瓷层内部出现裂纹并扩展,会对涂层的高温使用寿命产生不利影响。如果界面位置粗糙度较低,则顶部陶瓷层与中间层之间的机械链接强度较弱,在热循环过程中容易形成分层裂纹,导致涂层出现片状脱落,因此关于双层结构热障涂层的层间界面设计同样是其重要的研究方向。

在提高了涂层抗腐蚀和抗氧化性能的同时,保留了涂层内部的应力释放空间,大幅度提高了涂层的使用寿命。对比了Al2O3改性PS–PVD热障涂层与其他YSZ涂层在不同环境下的使用性能(见表1),其良好的抗热震性能证实Al2O3改性PS–PVD热障涂层具有优异的开发潜力。

垂直裂纹结构
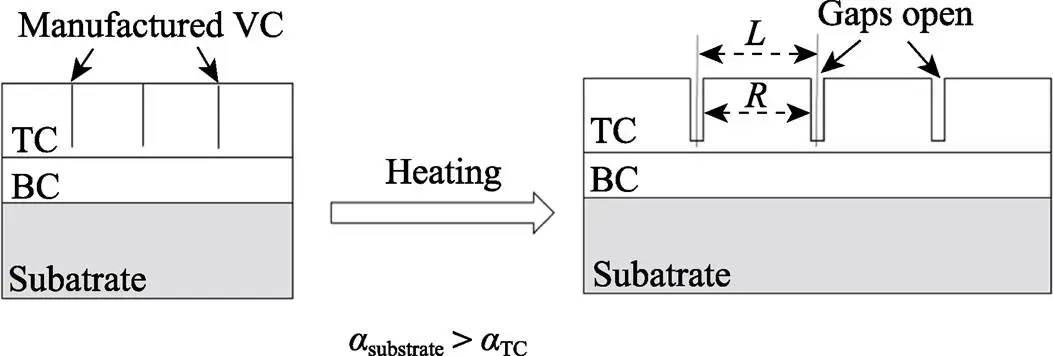
Lee等使用有限元软件对带有垂直裂纹热障涂层在高温环境下的涂层内部应力进行了模拟,仿真结果表明,垂直裂纹可以有效降低涂层的内部应力,并且涂层内部应力会随着垂直裂纹密度的增加而减少。
Lu等采用特制的大气等离子喷涂设备制备了带有垂直裂纹的厚热障涂层(图8a),并对比了它与层状结构厚热障涂层(图8b)的高温使用性能,结果如表2所示。涂层内部的裂纹提供了大量的应变空间,释放了厚热障涂层内部因温度梯度积累的热膨胀失配应力,大幅度提高了涂层的使用寿命和热力学性能。

表2 垂直裂纹7YSZ热障涂层与传统7YSZ热障涂层的性能对比

虽然垂直裂纹可以优化热障涂层的使用性能,但采用APS制备垂直裂纹的难度较大,需要依靠基体高温及提高逐层激冷带来的应力作用实现垂直裂纹的形成。由于在喷涂过程中很难对熔融陶瓷粉末的冷却速度进行精确把控,因此如何制备出具有额定裂纹数量和裂纹深度的热障涂层是其发展的一大难题。
为了简化垂直裂纹热障涂层的制备过程,研究人员将悬浮液等离子喷涂用于垂直裂纹的制备。Xie等在环境气压为20 kPa时进行悬浮液等离子喷涂,并对制备态涂层的横截面结构进行了检测,扫描电镜照片显示,制备态涂层具有分布均匀的垂直裂纹结构。
关于悬浮液等离子喷涂制备的垂直裂纹结构热障涂层的力学性能,Lyu等通过变分原理建立了垂直裂纹结构热障涂层的本构模型,并通过有限元方法分析了其高温力学性能。结果表明,涂层中的垂直裂纹可以有效提高涂层的应变容限和抗烧结性能,微裂纹的收缩可以有效释放涂层内部积累的应力,在提高涂层寿命方面起着重要作用。
虽然垂直裂纹结构热障涂层拥有优异的抗热震性能,并且位于垂直裂纹周围位置的横向裂纹可以减少热流的传导,提高涂层的隔热性能,但是在实际工作环境下,垂直裂纹的存在也削弱了涂层的抗腐蚀性能。
这是因为燃油的不充分燃烧所产生的钒酸盐、硫酸盐及涡轮发动机吸入的灰尘会在陶瓷层表面沉积,在高温环境下腐蚀物会转变为熔融状态,并通过垂直裂纹向涂层内部扩散,导致涂层过早失效。此外,垂直裂纹的存在也为氧气的渗透提供了通道,提高了黏结层表面热生长氧化物的形成速度,导致涂层界面位置的应力发生突变。由此可见,如何在保留垂直裂纹的同时阻碍熔融腐蚀物的渗透,并减少氧元素的扩散,成为垂直裂纹热障涂层的一个重要的研究方向。
复合结光表面改性结构
激光改性指采用激光对涂层表面进行重熔,通过对激光的平均功率、扫描速度、脉冲频率和光斑直径进行设定,改变陶瓷层顶部的表面形貌及内部微观结构,从而实现对涂层性能的优化。
Guo等使用Nd:YAG激光系统对YSZ涂层进行了重熔改性,在陶瓷层表面制备出双层激光釉层,并将改性后的涂层在1250 ℃环境下进行CMAS腐蚀试验。结果表明,经激光改性后的双陶瓷釉层结构致密,表面粗糙度较低,能够有效地阻碍腐蚀物的渗透,保护内部涂层不被腐蚀。
Yi等采用连续的二极管激光对制备态YSZ涂层表面进行了重熔,并对比了激光表面改性前后涂层的横截面和表面形貌(如图9所示)。由于陶瓷粉末在改性过程中充分加热,并且快速冷却,使改性后的涂层顶部出现了内部致密且表面光滑的重熔区。
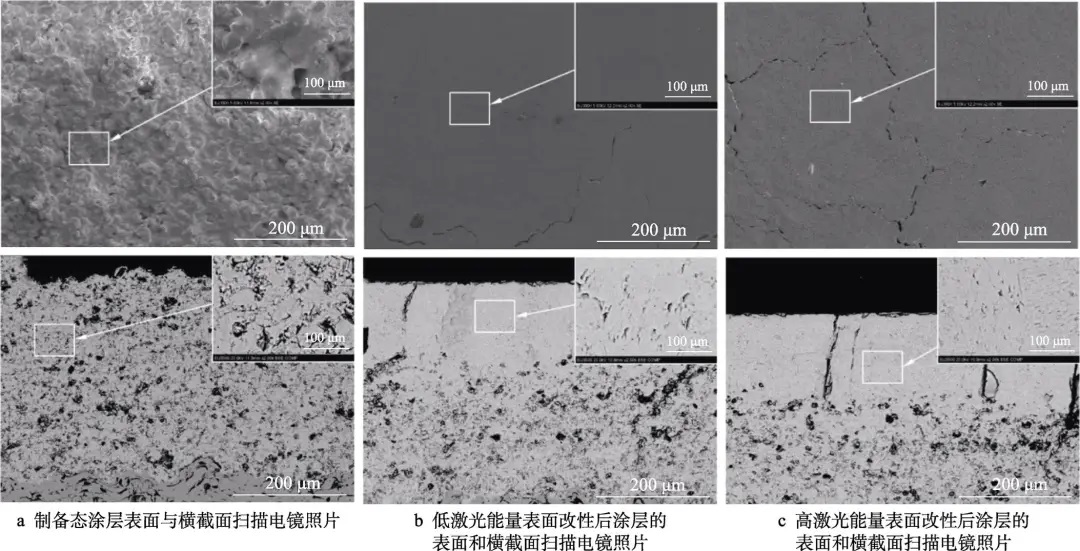
激光表面改性可以从两个方面优化涂层的抗腐蚀性能:首先相较于制备态涂层的粗糙表面,光滑表面可以降低熔融腐蚀物在涂层表面扩散所需要的表面能,增大扩散速率和扩散距离,降低单位面积的熔融腐蚀物浓度,减少腐蚀物向涂层内部的渗透深度;其次,经激光改性后重熔层内部致密,大幅减少了熔融腐蚀物的渗透路径,有效地将内部涂层与腐蚀物隔绝。
采用激光表面改性不仅能够提高涂层的抗腐蚀性能,还可以有效减缓黏结层的氧化进程。刘林涛等采用Nd:YAG激光对EB−PVD沉积的YSZ热障涂层表面进行了激光改性处理,并将其进行1100 ℃恒温氧化试验,结果如图10所示。
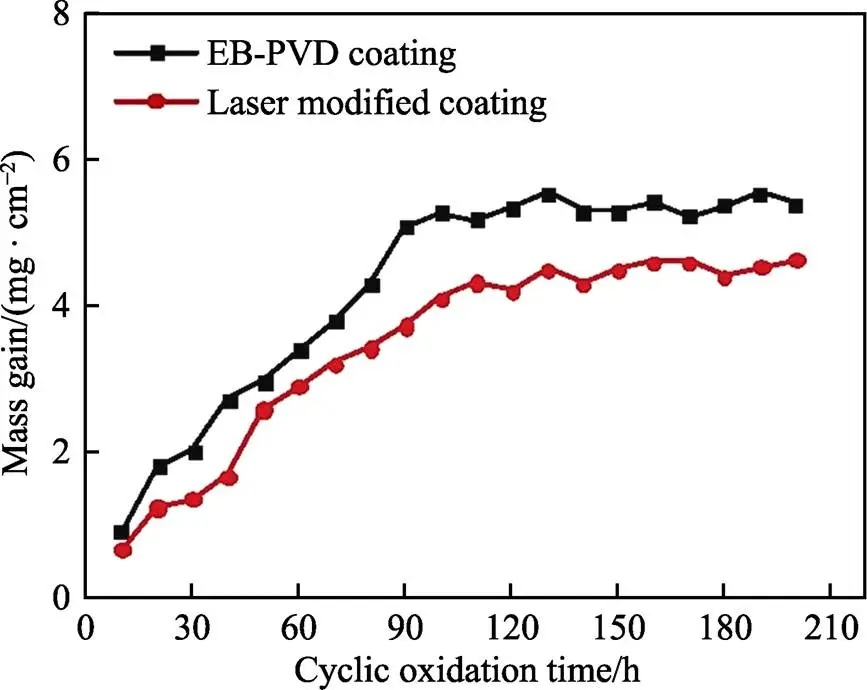
图10 改性后试样在1100 ℃下的氧化动力学曲线
经表面改性后,涂层的氧化动力学曲线明显低于未改性涂层,说明致密的改性层能够有效地减缓氧气向涂层内部的扩散,延缓TGO的生长,并且在刘林涛等的研究中,也对改性后的YSZ涂层物相进行了分析,结果都证实在激光改性过程中氧化锆不会发生相变,均以t相为主。这是因为在表面改性过程中激光移动速度较快,t−ZrO2吸收的热量不足以使自身结构发生变化。
梯度涂层结构
梯度涂层是一种涂层成分呈梯度变化的多层复合涂层。与传统层状、柱状结构热障涂层相比,梯度涂层内部无明显的层间界面,并且涂层内部的微观结构呈规律性变化。独特的涂层结构减小了其内部不同材料之间热膨胀系数的差异,增加了涂层在基体上的弯曲和拉伸强度,提高了其断裂韧性和使用寿命。
庞铭等使用有限元软件对比了等离子喷涂Mo/8YSZ功能梯度涂层与传统双层热障涂层系统的轴向应力,结果表明,由于梯度涂层内部成分的连续变化,降低了层间热膨胀系数的差异,使涂层内部积累的热膨胀失配应力减小,涂层内部裂纹更不容易发生扩展,涂层的使用寿命得到有效提高。
Bhattacharyya等分析了功能梯度热障涂层中梯度层数对涂层内部残余应力的影响,结果表明,陶瓷层中梯度层数量的增加可以有效地减小界面应力,将面层的完全拉伸转变为部分拉伸。虽然梯度涂层可以有效地降低涂层内部的应力,但是随着TBC面层中梯度层数量的增加,涂层曲率会降低,这会影响金属基底的形状和尺寸,可能会对实际工作环境下涂层的使用寿命产生危害。
梯度涂层沉积过程及涂层内部微观结构示意图如图11所示,主要包括两种。第一种是将黏结层金属粉末与陶瓷粉末进行不同比例混合,按照黏结层金属粉末含量由多至少的顺序依次制备到黏结层表面。
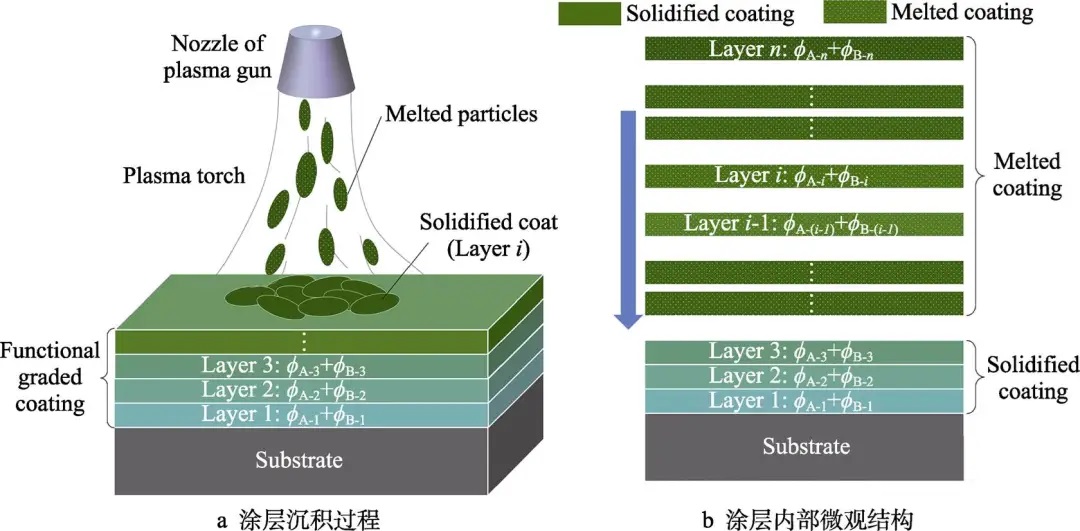
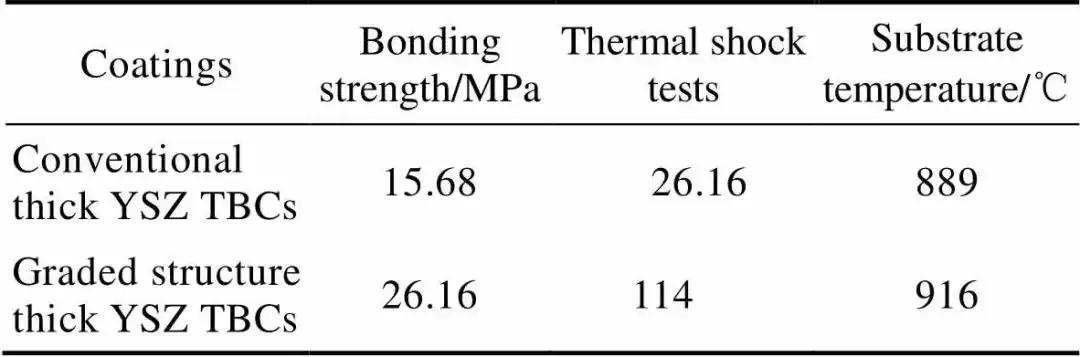
Goudarzi等使用大气等离子喷涂方式制备了NiCrAlY/YSZ梯度结构厚热障涂层,并与传统的YSZ厚热障涂层进行结合强度及抗热震性能的对比,结果如表3所示。具有梯度结构的厚热障涂层的结合强度达到26.16 MPa,远高于传统厚热障涂层的15.68 MPa。另外,梯度结构厚热障涂层的热震寿命也得到大幅提高,为传统厚热障涂层寿命的2倍。然而,金属黏结层材料的热导率远高于陶瓷材料的热导率,在陶瓷材料中掺杂黏结层粉末会削弱热障涂层的隔热性能,提高金属基底的温度。
虽然梯度结构热障涂层可以有效减小涂层的内部应力,提高力学性能较差的陶瓷材料的使用效果,延长涂层在高温环境下的使用寿命,但是如何制备出具有标准结构的梯度涂层是其发展的较大问题。
对于金属粉末/陶瓷粉末梯度涂层,在制备过程中等离子射流的高温会加快金属粉末的氧化速度,生成的氧化物会沉积到陶瓷层内部。在热循环过程中,位于陶瓷层内部的金属氧化物与陶瓷材料之间存在的热膨胀系数差异会增大涂层内部的应力,这会对涂层的使用产生不利影响。
另外,大气等离子喷涂的热障涂层内部存在的微孔和微裂纹是氧气渗透的通道,梯度涂层内部的金属粉末拥有更大的氧气接触面积,使其在高于1000 ℃环境下涂层内部迅速氧化,产生的金属氧化物会对陶瓷稳定性产生不利影响,并且氧化会降低涂层内部金属的含量,破坏梯度涂层内部的成分梯度,降低其高温稳定性。
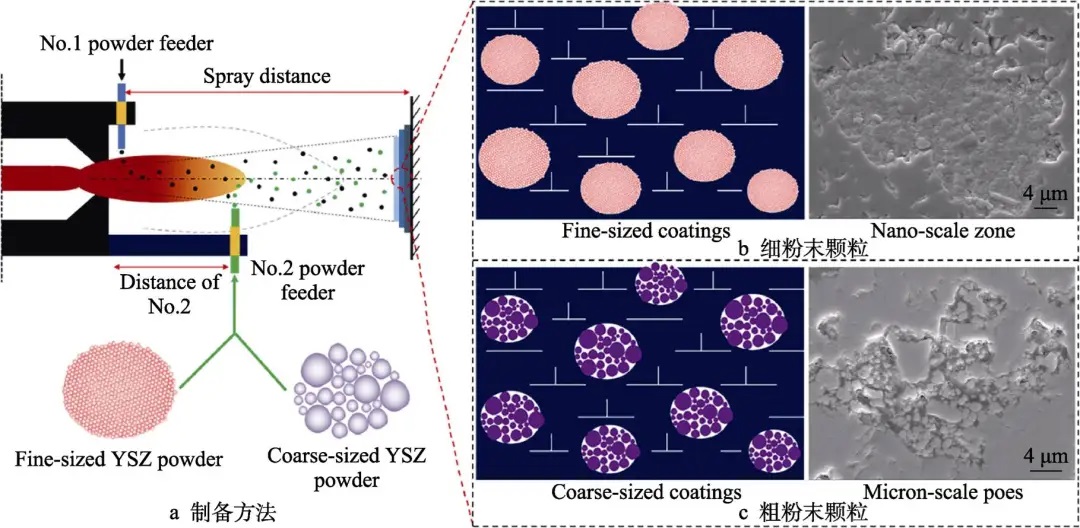
粉末镶嵌结构
粉末镶嵌结构是在大气等离子喷涂层状结构基础上发展的一种新型热障涂层结构。粉末镶嵌结构的制备原理如图13所示,与传统大气等离子喷涂单粉末输送通道相比,粉末镶嵌结构在等离子射流末端新增了一个额外的粉末管道,用于输送团聚粉末,额外的送粉管道位于等离子射流末端,因此粉末的受热时间较短,使其不会以熔融态沉积,而是以团聚形态存在于涂层内部。团聚形态粉末内部存在大量的微孔,这些额外的空间可以有效地提高声子散射,会对涂层的隔热性能产生积极影响。另外,微孔的存在提供了更多的应变空间,不仅提高了涂层的应力极限,还提高了涂层的断裂韧性。
Huang等使用大气等离子喷涂制备了具有粉末镶嵌结构的YSZ热障涂层,并与传统YSZ热障涂层比较了涂层热导率、断裂韧性、抗烧结性能及抗热震性能等。结果表明,镶嵌在涂层内部的团聚粉末为涂层提供了更多的微观孔隙,这些额外存在的微观孔隙有效地提高了涂层的抗烧结性能和隔热性能,在1100 ℃环境下保温500小时后,涂层的热导率为1.1~1.3 W/(m·K),远低于传统层状YSZ涂层的热导率2.75~3.1 W/(m·K);微观孔隙的存在为涂层提供了更多的应变空间,用于释放裂纹尖端的应力,在提高涂层断裂韧性的同时强化了涂层的抗热震性能,在1450 ℃环境下的涂层热震寿命达到了传统涂层的5倍。Huang等通过分析粉末镶嵌结构热障涂层的性能,证实这种新型结构热障涂层具有优异的使用前景。
结语
随着航空航天技术的不断发展,发动机的涡轮前进口温度随着推重比的增加而不断升高,高温、氧化及腐蚀等都会给发动机热端部件带来不可逆转的损伤,因此需要在发动机热端部件表面制备热障涂层,以使其在高温环境下能够正常工作。
目前,常用的热障涂层结构包括层状结构、柱状结构、垂直裂纹结构和复合结构。其中,复合结构包括激光表面改性结构、梯度涂层结构和粉末镶嵌结构。对热障涂层结构的未来研究方向有如下展望:
(1) 热障涂层结构的发展离不开涂层制备方式的发展,目前使用最普遍的热障涂层制备方式为APS和EB−PVD,开发更先进的涂层制备方式,并对现有涂层制备工艺参数进行优化,是改进热障涂层结构、提高热障涂层高温使用性能的一个重要研究方向。
(2) 热障涂层所处的实际工作环境包含高温、熔融腐蚀物、气流冲刷等因素,多环境耦合给不同结构热障涂层的力学性能、耐腐蚀性能和使用寿命等方面提出了更高的要求,因此建立耦合环境下不同结构热障涂层的性能评估标准显得尤为重要。
(3) 热障涂层结构优化对涂层在高温环境下的内部残余应力、涂层可靠性及使用寿命等方面起着至关重要的作用,开发热障涂层结构对涂层使用性能影响的预测模型是必不可少的。摸清不同结构热障涂层的失效机理,可以为涂层性能的优化提供重要的理论支撑。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:9460

腐蚀与“海上丝绸之路”
点击数:7475