表 1 TA15的化学成分
Table 1. Chemical composition of TA15
| 元素 | Ti | Al | V | Mo | Zr | Si | Fe | C | N | H | 其他 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 质量分数/% | 87.87 | 6.46 | 1.7 | 1.38 | 2.16 | 0.024 | 0.096 | 0.016 | 0.016 | 0.002 | <0.10 |




钛合金作为典型的高强度合金材料,具有耐蚀性良好、密度小、减震性能好以及比强度高等优点,在航空航天等方面得到了广泛的应用。但是,钛合金加工难度较大,表面粗糙度难以控制,而表面粗糙度是表面完整性最重要的评价指标之一,其对构件的疲劳性能、应力腐蚀性能等具有重要作用[1-16]。表面粗糙度越大,表面的沟痕越深,纹底半径越小,应力集中越严重,抗疲劳破坏和抗应力腐蚀的能力就越差,因此表面粗糙度增大,会降低零件的疲劳强度和抗应力腐蚀的能力。TA15钛合金(简称TA15)对应力比较敏感,合理控制化学铣切参数能够减少零件的应力集中,降低TA15工件表面粗糙度,使得加工质量达到最佳。
本工作研究了化铣工艺参数:如搅拌速率、溶液配比、摆放位置、化铣时间、添加剂含量和化铣温度等对TA15表面粗糙度的影响,并采用原子力显微镜(AFM)对其进行表征。
试验所用TA15板材由宝鸡市嘉祥金属材料有限公司提供,按照GB/T3621-2007《钛及钛合金板材标准》,采用冷轧退火处理,化学成分见表1。
| 元素 | Ti | Al | V | Mo | Zr | Si | Fe | C | N | H | 其他 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 质量分数/% | 87.87 | 6.46 | 1.7 | 1.38 | 2.16 | 0.024 | 0.096 | 0.016 | 0.016 | 0.002 | <0.10 |
化铣溶液体系包括:氢氟酸、硝酸、十二烷基硫酸钠、乙二醇单丁醚和尿素。
改变化铣工艺参数:如搅拌速率、溶液配比、化铣时间、添加剂含量、化铣温度及摆放位置等对TA15钛合金进行化铣,并采用AFM5500M型日立全自动型原子力显微镜表征化铣后试样的显微形貌。
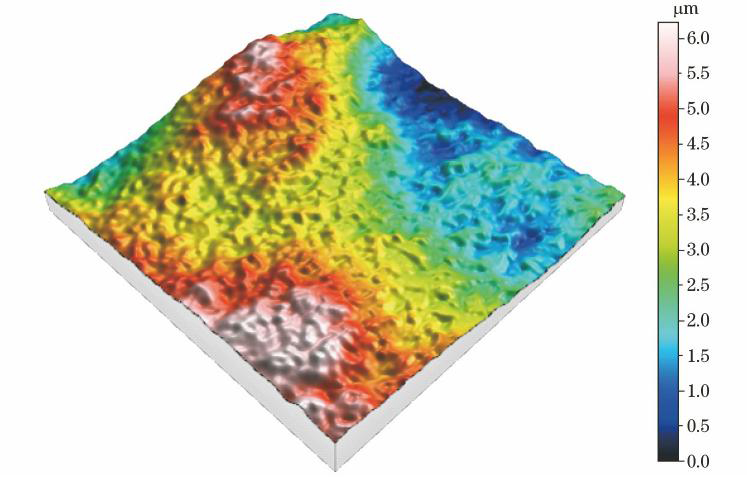
对TA15板材的组织结构进行AFM表征,如图1所示,TA15表面粗糙度为1.15 μm。
腐蚀溶液组成:氢氟酸75 mL/L、硝酸150 mL/L、十二烷基硫酸钠0.2 g/L、乙二醇单丁醚30 mL/L,尿素10 g/L,温度为30 ℃。由图2可知,与未搅拌试样相比,当腐蚀溶液搅拌速率为300 r/min时,试样表面粗糙度相对较大,两者的表面粗糙度分别为0.520 μm和0.581 μm,而当搅拌速率为500 r/min和600 r/min时,其表面粗糙度分别为0.327 μm和0.192 μm。这说明随着搅拌速率的增加,表面粗糙度有变小的趋势且表面会变的更加均匀。
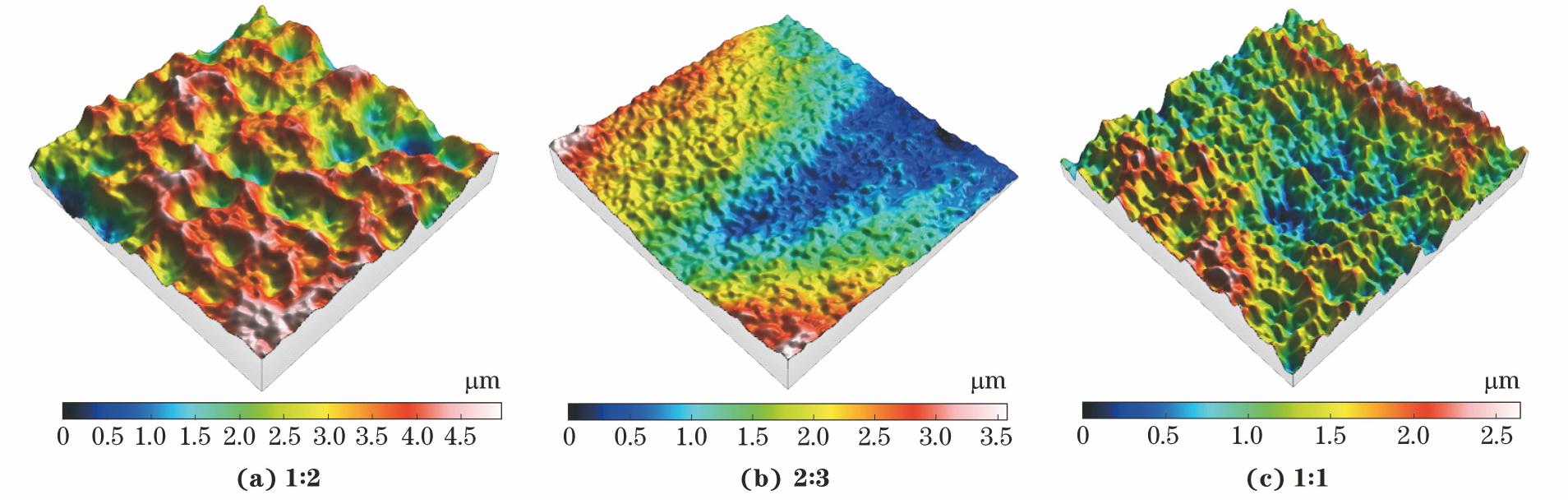
腐蚀溶液组成:十二烷基硫酸钠0.2 g/L、乙二醇单丁醚30 mL/L,尿素10 g/L,温度为30 ℃。
由图3可知,在本试验条件下,随着HF量的增加,表面粗糙度分别为0.627、0.616和0.353 μm,TA15钛合金的表面变得更加均匀,说明随着HF量的增加,其表面粗糙度有降低的趋势。
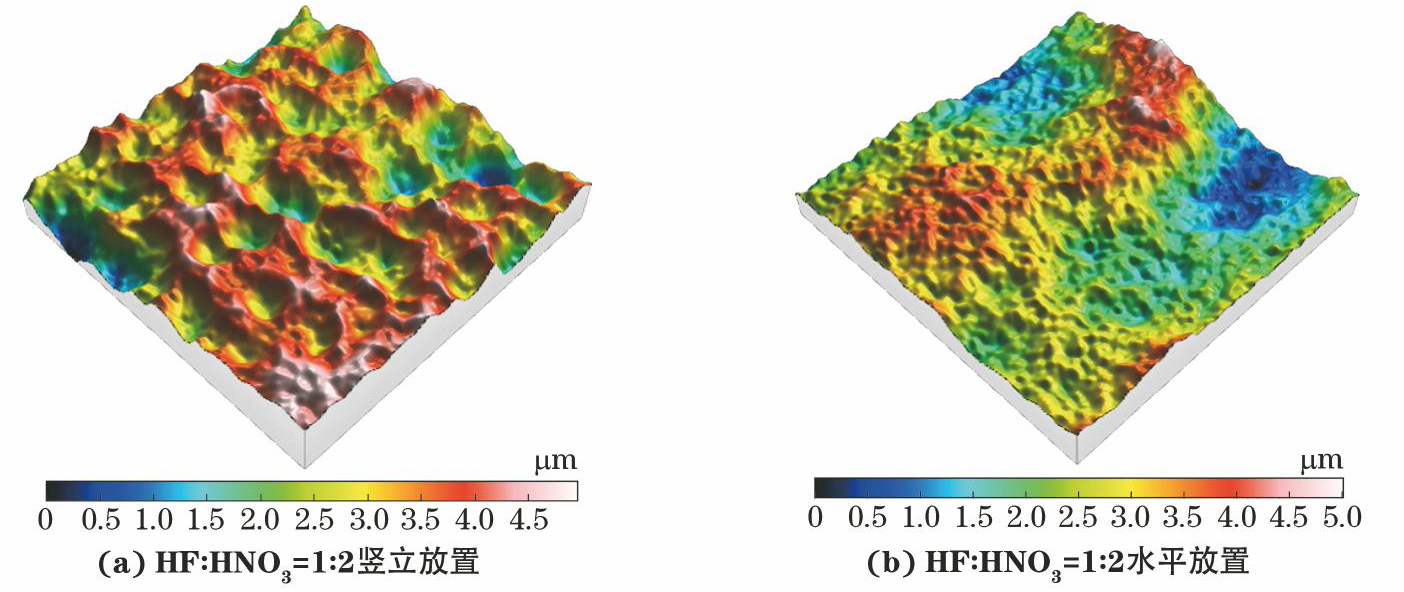
腐蚀溶液组成:氢氟酸75 mL/L、硝酸150 mL/L、十二烷基硫酸钠0.2 g/L、乙二醇单丁醚30 mL/L,尿素10 g/L,温度为50 ℃。采用竖直放置与水平放置两种方式研究TA15化铣后,其表面AFM形貌状况,如图4所示。由图4可知,两者的表面粗糙度相近,分别为0.627 μm和0.691 μm,说明放置位置对试样表面粗糙度影响较小。
腐蚀溶液组成:氢氟酸75 mL/L、硝酸150 mL/L、十二烷基硫酸钠0.2 g/L、乙二醇单丁醚30 mL/L,尿素10 g/L,温度为30 ℃。
图5为不同化铣时间下,TA15钛合金的表面形貌,可以看出,表面粗糙度分别为1.280,0.772,0.747,0.305 μm,说明随着化铣时间的增加,试样表面逐渐变得均匀,且表面粗糙度逐渐降低。
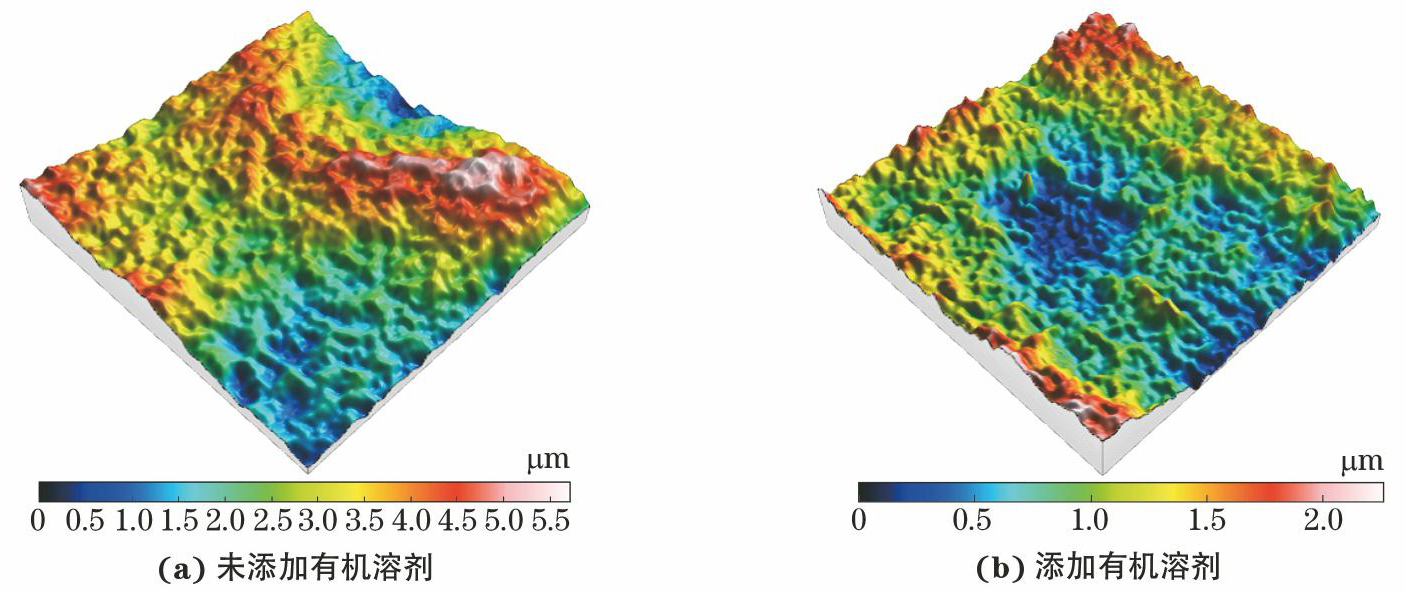
腐蚀溶液组成:氢氟酸75 mL/L、硝酸150 mL/L、十二烷基硫酸钠0.2 g/L、乙二醇单丁醚30 mL/L,尿素10 g/L,温度维持在30 ℃,化铣时间3 h。
采用未添加与添加十二烷基硫酸钠(SDS)、脲、丁二醇单丁醚的HF+HNO3溶液对TA15钛合金表面化铣后,由图6可知,未添加有机溶剂时,试样表面不均匀且粗糙度大,表面粗糙度为0.864 μm;而添加有机溶剂后,表面粗糙度为0.327 μm,试样表面变得相对均匀且粗糙度明显降低。
腐蚀溶液组成:氢氟酸75 mL/L、硝酸150 mL/L、十二烷基硫酸钠0.2 g/L、乙二醇单丁醚30 mL/L,尿素10 g/L,化铣时间3 h。
由图7可见,当化铣温度为20,30,40,50,60 ℃时,试样表面粗糙度分别为0.307,0.351,1.34,0.834,0.421μm。即随着温度的升高,TA15钛合金表面的粗糙度呈现先增加后减小的趋势。这种变化趋势主要是由于温度升高促进腐蚀产物的扩散提高腐蚀速率,与温度升高促进HF挥发降低腐蚀速率间的相互制约。
(1)随着搅拌速率的增加,化铣后试样的表面粗糙度变小且表面变得更加均匀,当搅拌速率为500 r/min和600 r/min时,表面粗糙度分别为0.327 μm和0.192 μm。
(2)当化铣溶液中HF与HNO3的体积比分别为1∶2,2∶3,1∶1时,化铣后试样的表面粗糙度分别0.627,0.616,0.353 μm,即随着HF与HNO3体积比的升高,TA15钛合金表面粗糙度有降低的趋势。
(3)当化铣时间为0.5,1,2,3 h时,化铣后试样的表面粗糙度分别为1.28,0.772,0.747,0.305 μm,即随着化铣时间的增加,试样表面粗糙度逐渐降低。
(4)当化铣溶液中无添加剂时,化铣后试样的表面粗糙度为0.864 μm,而添加有机溶剂,化铣后试样的表面粗糙度为0.327 μm。
(5)当化铣温度为20,30,40,50,60 ℃时,化铣后试样的表面粗糙度分别为0.307,0.351,1.34,0.834,0.421 μm,即随化铣温度增加,化铣后试样的表面粗糙度先增加后减小。
(6)摆放位置对TA15钛合金表面粗糙度的影响较小。

官方微信