
摩托车油箱涂装前处理硅烷工艺的应用探讨
2016-07-07 10:07:36
作者:刘勇,刘山,胡登莉,高波,廖美娥 来源:现代涂料与涂装
分享至:


0·前言
目前摩托车行业油箱涂装前处理仍采用标准的三元锌系磷化工艺,该工艺是被多行业长期验证的传统工艺,具备工艺成熟稳定、适用面广等优点。但存在着影响人体健康的重金属物质及致癌的亚硝酸盐,生产用能源消耗较高,且不可避免地产生沉渣对系统管路及喷咀造成堵塞,设备维护成本高,同时排放大量含磷、镍废水其处理费用不低,另处理铝合金件需特殊工艺条件。为适应日趋严格的环保政策,日趋严格的职业健康法规,不断降低企业制造成本的同时,发挥企业的社会责任。因此寻求“低毒性、低污染、低能耗、低成本、高效率”的新型金属涂装前处理工艺加以应用或作技术储备成为行业的必然趋势。作者在多家硅烷生产商提供材料作工艺实验的基础上选择了XB-108G1作生产投入,其应用情况总结于此供同行交流指正。
1·硅烷处理成膜机理
第一步:硅烷偶联剂分子一端硅酸酯水解形成硅醇
X-Si(OR)n+nH2O→X-Si(OH)n+nROH
第二步:硅醇与金属基体表面的MeOH反应生成Si-O-Me共价键
-SiOH+Me一OH→Me-O-Si+H2O
第三步:硅醇在与金属表面偶联交叉结合的同时(当然分子另一端要与涂料形成稳定的共价键)缩聚形成具有Si-O-Si三维网状结构的硅烷膜。
-SiOH+HO-Si→-Si-O-Si-+H2O
2·试验
2.1试验材料
试板:150mm×70mm×0.8mm的冷扎钢板、热扎板。
油箱:125ml排量摩托车外置油箱。
磷化处理设备:现悬挂输送式油箱喷淋磷化处理生产线。
硅烷处理设备:人工浸渍式塑料槽(800mm×600mm×600mm)。
涂料:现正常生产加工油箱用涂料(环氧酯灰色底漆+丙烯酸铝粉中涂漆+丙烯酸透明红面漆+双组份聚氨酯清漆)。
2.2磷化处理液配制
调整现油箱喷淋磷化生产线槽液在正常工艺范围内(总酸:20-30点,游离酸1.5-2.5点,促进剂1-2ml)。
2.3硅烷处理液配制
测定处理槽需配刻度容积,加一定量的纯水(可自来水),按需配容积3%左右用量加入XB-108G1硅烷处理液,加水到规定刻度,搅拌均匀,检测槽液指标(PH值:4-5,电导率:小于1800μs/cm)即可。
2.4涂装工艺流程
喷淋磷化处理:热水洗--预脱脂(60±5℃)--脱脂(60±5℃)--水洗--水洗--表调--磷化(40±5℃)--水洗--水洗--纯水洗--纯水直喷。
浸渍硅烷处理:脱脂(60±5℃)--水洗--纯水洗--硅烷(常温)--水洗--纯水洗。
喷涂工艺:前处理--脱水烘干(120℃×20min)--擦净除尘--自动静电底中面涂及补正--面漆烘干(130℃×30min)--转移--擦净除尘--自动静电清漆及补正--烘干(120℃×30min)。
2.5性能对比检测
3·结果与讨论
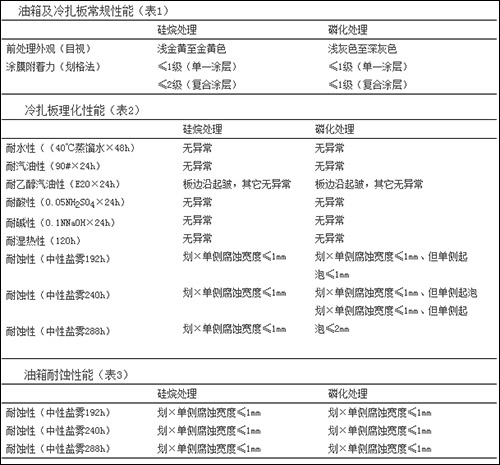
3.1涂膜附着力
1)硅烷或磷化前处理的油箱或试板喷涂底漆后单一涂层附着力合格(0~1级),且经过2个月的测试未出现失效的情况。
2)硅烷前处理的油箱或试板喷涂底漆+(中涂)+面涂+清漆后复合涂层附着力曾出现层间不合格(≤2级、但磷化≤1级),理论上硅烷处理的好处在于提升附着力,它把底层抓得太牢而出现底与中涂间附着力差,实际也证明了这一点。
3)针对第2)项经与涂料、前处理材料商共同探讨后认为问题出在底漆上,必须改善底漆的柔韧性。经两次调整底漆,同时用其它厂家底漆验证后测试附着力合格(0~1级之间)。因此硅烷前处理的投入可在涂料配套过程中作适当调整解决复合涂层的附着力问题。
3.2涂膜耐蚀性
1)硅烷或磷化前处理的冷扎板喷漆后(底漆+面漆+清漆)涂膜性能测试耐水性、耐汽油性(93#、E20)、耐酸碱、耐湿热、耐蚀性(中性盐雾)按企业标准要求合格,但针对盐雾时间192h的基础上再延长(240h、288h)后磷化前处理的试板显得差一些。实际上这也更证明了硅烷膜较磷化膜与底漆的附着力提升相关。
2)硅烷或磷化前处理的油箱喷漆后(底漆+中涂+面涂+清漆)涂膜性能测试中性盐雾试验(192h、240h、288h)合格。与试板情况比较说明中性盐雾与涂层厚度有关。
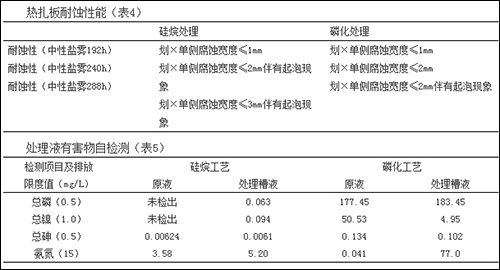
3)硅烷或磷化前处理的热扎板喷漆后(底漆+面漆+清漆)涂膜中性盐雾按标准192h合格。从检测结果看240h基本合格,但288h硅烷显得差一些,这与热扎板材质较冷扎板而言脱脂工序对后处理的影响有关、同时相对油箱则与漆膜厚度也有关而未表现出来。
3.3有害物分析
1)从表5可以看出硅烷处理工艺材料本身总磷、总镍、总砷三项指标均远远低于现磷化处理。氨氮指标略高于现磷化,但仍低于《综合污水排放标准》一级标准值。
2)采用硅烷工艺生产,其处理槽液要排放废水,从表5看均低于《综合污水排放标准》一级标准值,其对公司整个废水处理系统无任何影响。
3.4制造成本分析
1)硅烷工艺常温处理,相对磷化不使用热交换泵、蒸汽、磷化除渣机等,从而节约能耗。经近10个月的生产验证统计每平米节能0.64元/m2(磷化用蒸汽331kg/h、电15.2Kwh,硅烷不用蒸汽、电10.8Kwh)。
2)硅烷取代磷化工艺后直接材料成本经近10个月的生产验证统计每平米0.434元/m2(磷化用脱脂剂0.327元/m2、表调剂0.134元/m2、磷化液1.172元/m2,而硅烷用脱脂剂0.318元/m2、硅烷液0.881元/m2)。
4·结语
在现有油箱喷淋磷化处理线工艺基础上对工艺槽及管路清洁后切换为硅烷处理工艺可行。
实际生产验证油箱底漆适当调整后复合涂层附着力提升,其它理化性能满足企业标准要求。
因硅烷相对磷化采用了无磷、无镍,生产过程基本无沉渣、常温处理、无须使用致癌物亚硝酸盐促进剂的处理工艺。不仅降低了能源消耗,生产成本下降,而且减少了有害物质排放,社会环境效益远远大于经济效益。
生产管理简单,操作方便。但应注意对硅烷槽液的过滤处理维护作关注。
总之,硅烷工艺通过油箱涂装线的投入切换正常生产品质符合要求,系统设备维护及生产管理控制简单,废水排放更加环保且能源及材料费用降低。
更多关于材料方面、材料腐蚀控制、材料科普等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网http://www.ecorr.org
责任编辑:刘洋
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8135

腐蚀与“海上丝绸之路”
点击数:6475