
不锈钢地铁车体的腐蚀原因及其防腐蚀措施
2020-09-10 16:05:31
作者:赵佳佳 来源:腐蚀与防护
分享至:


不锈钢地铁车辆具有环保、免油漆、耐腐蚀等优点,带给人们“无锈、清洁、高级质感”美好印象。不锈钢的金属质感符合现代审美,在国外城市轨道交通中得到了大量应用,也越来越多地用于国内城市地铁中。但是,在车体制造过程中经历了下料成型、零部件组装焊接等工序后,不锈钢车体容易发生腐蚀,出现“不锈钢生锈”的现象。
为此,中车南京浦镇车辆有限公司技术工程部的赵佳佳高级工程师基于经验和查阅文献,总结了不锈钢车体产生腐蚀生锈的原因,对各个环节应该注意的控制要点及解决措施进行了归纳,为避免或减轻不锈钢车体腐蚀生锈提供参考。

选材设计的防腐蚀要求
目前,不锈钢地铁车辆的车体材料设计多数采用“不锈钢+局部碳钢”的混合设计模式:整个车体仅端牵枕采用碳钢材料,其余部分为不锈钢材料。端牵枕采用碳钢材料主要是为了解决端牵枕部位的厚板承力和焊接变形等问题。
不锈钢车体材料主要为防腐蚀性能优良的SUS301L系列奥氏体不锈钢,包括SUS301L-ST?SUS301L-MT?SUS301L-HT?SUS301L-DLT等多个强度级别的材料。选材时主要考虑部件的强度需求以及成型要求。
底架端部结构为碳钢材料,牵枕缓承力部件主要采用具有良好冷成型性能的高强度耐候钢。不锈钢材料防腐蚀性能较好,表面不需要再涂漆,但外露的弧焊焊缝部位要进行钝化处理,碳钢部件外露面、异种钢接头混合区域都要进行油漆处理。

不锈钢车体腐蚀原因
由于不锈钢表面存在钝化膜,在一般情况下不锈钢较难与介质发生化学反应而被腐蚀,但并不是在任何条件下都不能被腐蚀。当环境中存在腐蚀性介质和诱因时,不锈钢也能与腐蚀介质发生缓慢的化学和电化学反应从而腐蚀生锈。如不锈钢表面附着的油污、灰尘、酸碱盐等污染物在大气、水等环境作用下会转化成腐蚀介质,与不锈钢基体发生氧化反应形成化学腐蚀;不锈钢加工过程中产生的表面划痕,附着的割渣、飞溅物等易生锈物质,在大气和水等环境作用下与不锈钢基体形成原电池产生电化学腐蚀现象。因此,在不锈钢车体制造过程中应采取有效措施保护不锈钢表面,尽量避免锈蚀条件和诱因的产生。通过分析某个非涂装不锈钢车体生产过程中的腐蚀现象,将生产过程中导致不锈钢车体腐蚀的原因归纳为以下五类:
1 存放、运输及吊运不当
在存放、运输及吊运中,遇到硬物划伤,异种钢接触,灰尘、油污、铁锈等污染时,不锈钢件(包括原材料)会发生腐蚀。
不锈钢与其他材料混合存放、存放使用的工装不当,容易对不锈钢表面造成污染,引起化学腐蚀。运输工装、夹具使用不当会造成不锈钢表面磕碰、划痕,从而导致不锈钢表面钝化膜破坏,形成电化学腐蚀。吊具、夹头使用不当,过程操作不当也会导致不锈钢表面钝化膜破坏,引起电化学腐蚀。
2 原材料下料、成型
卷钢板材料需要经过开平、裁剪、折弯或棍弯等方式才能加工成使用的零件。在上述加工过程中,因切割、夹持、受热、磨具挤压、冷加工硬化等导致不锈钢表面富铬氧化物钝化膜遭到破坏,引起电化学腐蚀。
正常情况下,钝化膜被破坏后暴露出的钢基体表面会和大气反应进行自我修理,重新形成富铬氧化物钝化膜,继续对基体起保护作用。但是,如果不锈钢表面不洁净,则会加速不锈钢的腐蚀。在下料过程中的切割热和成型过程中的夹持、受热、磨具挤压、冷加工硬化等都会导致组织不均匀变化,引起电化学腐蚀。
3 热输入
当温度达到500~800℃时,不锈钢中的铬碳化物会沿晶界析出,晶界附近因含铬量下降而出现晶界腐蚀。奥氏体不锈钢热导率约为碳钢的1/3,焊接时产生的热量不能很快分散,大量聚集在焊缝区域使温度升高,导致不锈钢焊缝及周边区域发生晶界腐蚀,另外其表面氧化层遭到破坏,容易引起电化学腐蚀,因此焊缝区域极易发生腐蚀现象。在异种钢焊接时,异种钢易发生电化学腐蚀。火焰调修会造成不锈钢表面钝化膜层的破坏,尤其对同一区域进行反复加热时,锤击造成金属表面氧化膜破坏,不均匀的组织和钝化膜的缺失都会诱使电化学腐蚀的产生。
焊接作业完成后,通常需要对焊缝外观进行打磨处理,清除黑灰、飞溅、焊渣等易诱发腐蚀的介质,同时对外露弧焊焊缝进行酸洗钝化处理,异种钢焊接接头则需要进行油漆找补。矫形时尽量采用机械装置,或用木锤(橡皮锤)或垫橡皮垫锤击,禁止用铁锤锤击,以避免损伤不锈钢件。
4 设计结构不良
在实际生产过程中,很多设计结构不合理同样会导致车体腐蚀。比如窄空间半封闭焊接结构容易腐蚀,因为零件焊接完成后焊缝、氧化色不易打磨清理,焊渣不易剔除,易生锈物质的附着与腐蚀介质形成电化学腐蚀。单面焊、断续焊、多层板叠用存在缝隙结构,会导致缝隙腐蚀。设计结构不合理导致排水不畅,最终车体结构积水潮湿,导致化学、电化学腐蚀。
5 生产过程中工具选用、工艺执行不当
在实际作业过程中,一些工具的选用、工艺执行不当也会导致腐蚀的产生。比如焊缝钝化时钝化膏清除不彻底会导致化学腐蚀。焊后清理熔渣和飞溅时选择了错误的工具,导致清理不彻底或伤及母材,氧化色打磨不当破坏了表面氧化层或易生锈物质的附着,都会导致电化学腐蚀。焊缝周边需打胶密封,修整胶表面时使用的肥皂水也导致不锈钢腐蚀。

防腐蚀改进措施
针对不锈钢车体发生腐蚀的原因,对不锈钢车体制造过程的各环节提出了相应的改进措施,减轻或避免不锈钢腐蚀的发生。
1 存放及运输、吊运不当引起的腐蚀
对于存放不当引起的腐蚀,可采用以下防腐蚀措施:
① 存放时应与其他材料存放区相对隔离;
② 采取有效防护措施使不锈钢表面保持清洁,避免灰尘、油污、铁锈等对不锈钢污染而引起化学腐蚀,如对不锈钢原材料表面进行贴膜处理,如图1所示,使用非金属材质工装或油漆工装。这些措施能有效保护不锈钢表面清洁,避免因污染物引起电化学腐蚀。

图1 钢板来料贴膜处理
对于运输不当引起的腐蚀,可采用以下防腐蚀措施:
① 转运时采用专用存放架,如木质支架、表面喷漆的碳钢支架或垫以橡胶垫,如图2所示;

图2 转运工装胶条隔离防护
② 运输时采用运输工具(如小车、电瓶车等),并采取洁净有效的隔离防护措施;
③ 严禁拖拉,避免磕碰、划伤。这些措施能有效保护不锈钢表面的钝化膜不被破坏,从而避免形成原电池发生电化学腐蚀。
对于吊运不当引起的腐蚀,可采用以下措施:
① 不锈钢钢板的吊运应使用真空吸盘,如图3所示,并采用专用吊具,如吊装带、专用夹头等,避免使用金属吊具、夹头;

图3 真空吸盘吊运
② 严禁使用钢丝绳以免划伤不锈钢表面;
③ 轻拿轻放,避免冲击、磕碰造成划伤。
以上措施也是为了保护不锈钢表面的钝化膜不被破坏,从而发生电化学腐蚀。
2 原材料的下料、成型引起的腐蚀
对于原材料下料引起的腐蚀,可采用以下防腐蚀措施:
① 下料过程中尽量使用冷切割方式,控制热输入量,避免热切割导致不锈钢组织变化,从而发生电化学腐蚀;
② 下料避免划伤,割渣毛刺及时清理;
③ 保持设备、材料清洁。
这些措施可以降低下料过程中产生的物理缺陷,从而降低物理缺陷与腐蚀介质形成原电池发生电化学腐蚀的概率。
对于成型过程引起的腐蚀,可采取以下防腐蚀措施:
① 不锈钢件机械加工时应注意防护,如夹具采用胶皮防护;
② 磨具、夹头保持清洁,工件防止污染,如加工时注意防护,作业完成后清理工件表面的油污、铁屑等杂物;
③ 尽量带保护膜加工不锈钢件,避免表面划伤和折痕,如图4所示;
图4 制造过程中墙板表面贴膜
④ 对折弯后零件的折弯处进行浸泡钝化。
这些措施能够有效保护不锈钢表面钝化膜不被破坏,保护工件清洁,同时浸泡钝化重新产生钝化膜,减少电化学腐蚀现象产生。
3 热输入引起不锈钢的腐蚀
对于焊缝及周边区域腐蚀,可采取的防腐蚀措施如下:
① 采用钝化膏对焊缝进行钝化处理,如图5所示,然后彻底清除钝化膏;

图5 焊缝钝化膏钝化处理
② 焊缝电化学钝化处理;
③ 不锈钢零件焊后整体酸洗浸泡钝化处理,如图6所示。
图6 布线支架整体浸泡钝化处理
上述措施能够让不锈钢表面氧化膜重新生成,减少电化学腐蚀现象产生。
对于异种钢焊接引起的腐蚀,可采取的防腐蚀措施如下:
① 焊接后进行油漆防腐蚀,保证油漆质量,如图7所示;

图7 异种钢焊接油漆防腐蚀
② 高强度耐候钢表面整体油漆。
这些措施能够隔离空气中的氧气、水分,减少电化学腐蚀现象产生。
对于火焰调修引起的腐蚀,可采取的防腐蚀措施如下:
① 严格按照不锈钢调修文件控制调修温度;
② 使用橡皮锤或垫木进行机械锤击调修;
③ 烤火受热区采用电化学方式进行防腐蚀处理,如图8所示。
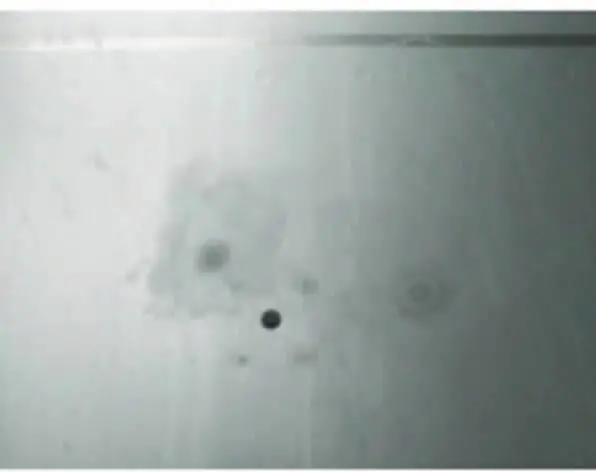
图8 烤火区电化学防腐蚀
这样能够有效减少不锈钢中产生不均匀组织,也可保护不锈钢表面钝化膜,减缓电化学腐蚀。
4 设计结构不良引起的腐蚀
对于窄空间半封闭焊接结构引起的腐蚀,可采取以下防腐蚀措施:
① 更改设计结构,保证焊缝处理空间;
② 窄空间半封闭改成焊后全封闭;
③ 用特制专用清理工具清理后,向半封闭腔里喷防锈油。
这些措施能够有效减少易生锈物质在金属表面的附着,提高不锈钢表面清洁度,减少电化学腐蚀的发生。
对于单面焊、断续焊结构,多层板叠用结构引起的腐蚀,可采取以下防腐蚀措施:
① 在控制焊接变形的情况下,尽量使用双面焊、连续焊;
② 对单面焊、断续焊非焊接位置进行打胶处理,如图9所示;

图9 焊缝背面打胶处理
③ 多层板尽量设计成密封结构,间隙间使用液体蜡密封,如图10所示。
图10 双层板结构间隙喷液体蜡处理
上述措施能够有效避免缝隙的存在,避免腐蚀介质电化学不均匀性导致的电化学腐蚀。
对于结构不合理导致排水不畅引起的腐蚀,可采取以下防腐蚀措施:
① 更改设计结构,保持车顶排水通畅;
② 车顶外漏焊缝进行全钝化处理;
③ 外观无划伤、打磨缺陷。
上述措施能够有效保证零部件干燥、保证零部件表面钝化膜的存在,从而减少化学、电化学腐蚀的产生。
5 生产过程中工具选用、工艺执行不当导致的锈蚀
对于钝化工艺执行不彻底引起的腐蚀,可采取以下防腐蚀措施:
① 钝化膏清理时,使用pH试纸测试钝化膏残留;
② 优先使用电化学钝化处理。
上述措施能够避免酸性物质的残留,避免化学腐蚀的产生。
对于焊缝、氧化色打磨处理不当引起的腐蚀,可采取以下防腐蚀措施:
① 焊缝焊接前,使用防飞溅液减少焊接飞溅的附着;
② 焊接飞溅、焊渣去除使用不锈钢扁铲剔除;
③ 操作时避免不锈钢母材的划伤,保持母材的清洁;
④焊缝背面外漏的氧化色打磨清理后保持外观清洁或进行电化学钝化处理。
上述措施能够有效减少易生锈物质在金属表面的附着,提高不锈钢表面清洁度及钝化膜的破坏,减少电化学腐蚀现象产生。
结语
不锈钢车辆对材料表面的清洁度、防腐蚀层保护要求较高,覆盖车辆制造的整个工艺流程。通过整理项目执行中发生的不锈钢腐蚀问题,总结了不锈钢车体制造过程中各类腐蚀问题产生的原因,详细制定了各个环节应该注意的控制要点及解决措施,减轻或避免不锈钢车体腐蚀现象的产生,提高了不锈钢车体的整体产品质量,潜在降低了不锈钢车辆服役过程中腐蚀的产生,延长了产品的服役寿命。
作者:赵佳佳,高级工程师,本科,在中车南京浦镇车辆有限公司技术工程部从事轨道车辆总体制造工艺研究工作。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7130

腐蚀与“海上丝绸之路”
点击数:5741