
石油化工物料产品管道内腐蚀原因分析及解决对策
2021-06-21 13:32:51
作者:刘洋 来源:石油化工安全环保技术
分享至:


导读
在石油石化行业,腐蚀是危害管道安全、引起管道失效的重要因素。统计数据表明:腐蚀相关的事故占总体事故比例在25%以上。CO2和H2S酸性气体腐蚀是油气腐蚀常见的主要形式,腐蚀形态主要以局部点蚀为主,一旦形成穿孔,会造成巨大的经济损失,具有不可预见性和突发性。影响酸性气体腐蚀的因素除了两者的分压比之外,还有原油含水率、温度、流速、Cl-、SRB等因素,腐蚀形态是多种因素共同作用的结果,通过对某区块采出水成分和气体组分分析,验证腐蚀过程和腐蚀机理,针对腐蚀现象,提出相应的防护和修复措施。
腐蚀原因分析
该区块采用一级半布站方式,采出液从井口输送到集油阀组,再混输到联合站进行分离处理,集输方式为末端环状掺水,管材为20号无缝钢管,无内涂层,管径DN50~200mm,外防腐采用高固体分环氧涂料(干膜厚度≥300μm)+聚丙烯胶带配套底漆(湿膜厚度10~30μm)+增强纤维聚丙烯防腐胶带防护(厚1.1mm,搭接宽度50%~55%)。
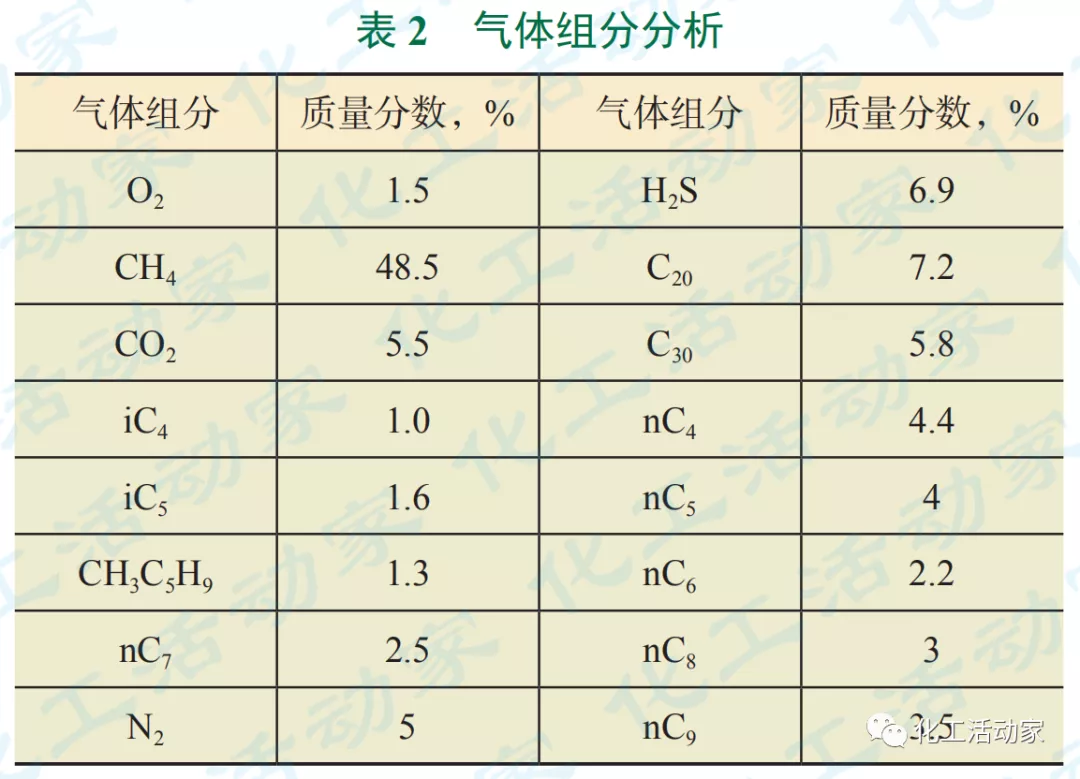
取该区块的采出液,分别对采出水成分和气体组分进行分析,具体见表1、表2。
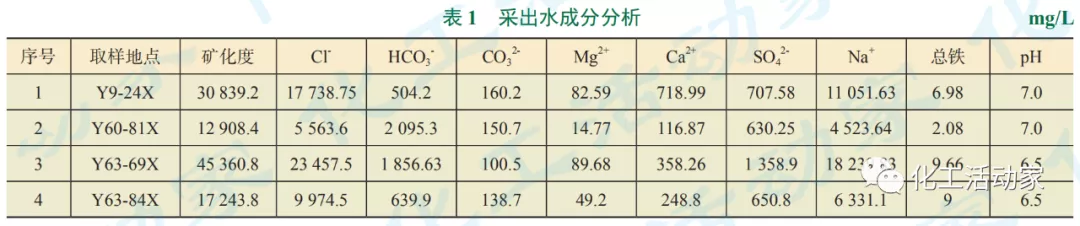
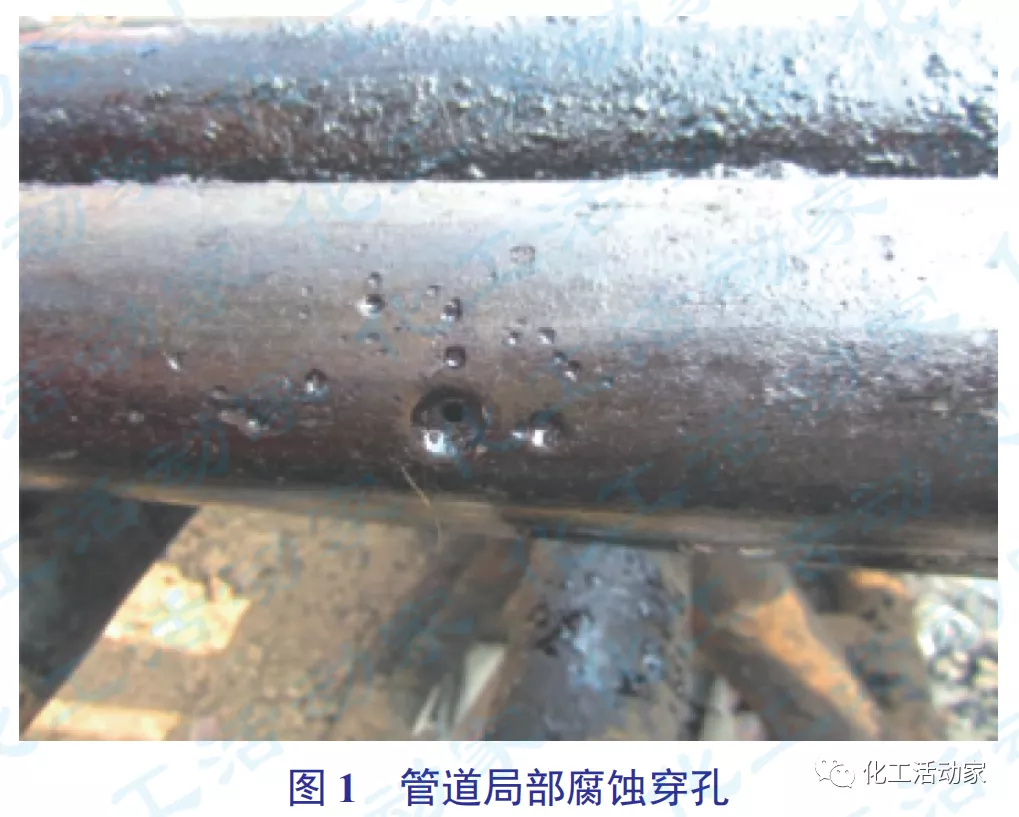
该区块综合含水超过70%,属于高含水期,采出水矿化度10000~45000mg/L,导电性较强,其中Cl-含量10000~20000mg/L,约占矿化度总量的50%,Cl-作为腐蚀过程中的催化剂,可以穿过腐蚀产物膜渗透到基材中,形成局部点蚀坑,点蚀坑与附近的腐蚀溶液形成腐蚀微电池环境,加速腐蚀。见图1。
通过对失效管段内壁收集的腐蚀产物进行XDR分析,发现腐蚀产物主要有大量的CaCO3、CaSO4、铁的氧化物、FeS和少量的FeCO3,水质中Ca2+含量较多,参照《油田水结垢趋势预测》(SY/T0600-2009)中用Davis-Stiff饱和指数法进行预测,SI=1.262>0,表明结垢趋势明显,由于溶解度较小结垢产物碳酸盐和硫酸盐,会沉积在金属表面,形成闭塞电池,闭塞区域内的电解质无法与外界形成有效的对流和扩散,同时水解作用的存在造成闭塞区域与周围环境的pH值差异较大,形成垢下浓差腐蚀,生成铁的氧化物。反应过程如下:
Ca2++CO32-→CaCO3
Ca2++SO42-→CaSO4
闭塞区域阳极:Fe→Fe2++2e
阳极水解:4Fe2++6H2O+O2→4FeOOH+8H+
此外,气体组分中含有部分CO2和H2S,但两者的分压比较小,研究表明:当P(CO2)/P(H2S)<20时,腐蚀主要以H2S为主,因此腐蚀产物主要为FeS,还有少量的FeCO3。
参照《碎屑岩油藏注水水质指标及分析方法》(SY/T5329-2012)中对3种菌类的测试方法,得到3种细菌的含量均较高,其中硫酸盐还原菌(SRB)的含量在1~1.3×104mL,铁细菌(IB)的含量为10×104mL,腐生菌(TGB)的含量为2×103mL,由于气体中O2含量较少,有利于SRB、FB等厌氧型细菌生长,SRB可以把水中的SO42-还原成S2-,与溶解在水中的Fe2+生成FeS加速对管线的腐蚀,进一步增加了腐蚀产物中FeS的含量,另外H2S溶于水电离出的H+会聚集在钢材表面的缺陷处,发生氢损伤现象。反应过程如下:
SO42-+H+→S2-+4H2O
Fe2++S2-→FeS
综上所述,该区块集输管道腐蚀失效是多因素共同作用的结果,腐蚀形态以局部点蚀为主,腐蚀机理主要是垢下浓差腐蚀和细菌腐蚀,腐蚀的主要介质是H2S、CO2、SRB,水中的Cl-作为催化剂对腐蚀起到自加速的作用。
防护措施
目前,对于石油天然气管线中存在的腐蚀问题,除了尽可能的优化设计参数,合理控制输送过程中腐蚀性介质的含量外,还可采取一些防护和修复措施。防护措施主要包括化学方法和物理方法,如添加缓释剂、旋转气流法管道内涂层、非开挖内衬修复技术等,所有方法的原理都是将腐蚀介质与基材进行有效隔离,从根本上杜绝形成腐蚀电池的环境,降低腐蚀穿孔的风险。
01 添加缓蚀剂
目前,对于缓蚀剂配方的评价主要集中在CO2腐蚀,对于CO2和H2S两种共存条件下的缓蚀剂开发还不多。针对该区块参照《碎屑岩油藏注水水质指标及分析方法》(SY/T5329-2012),采用挂片失重法对缓蚀剂的缓蚀、阻垢性能进行评价,分别在温度40℃、浓度80mg/L的条件下,对聚天冬氨酸类1#、咪唑啉类衍生物类2#、磺酸盐共聚物类3#、有机膦酸盐类4#、四元无磷共聚物类5#、季铵盐类6#和聚环氧琥珀酸类7#为主的7种油田常用缓蚀剂配方进行了单剂筛选,结果见表3。

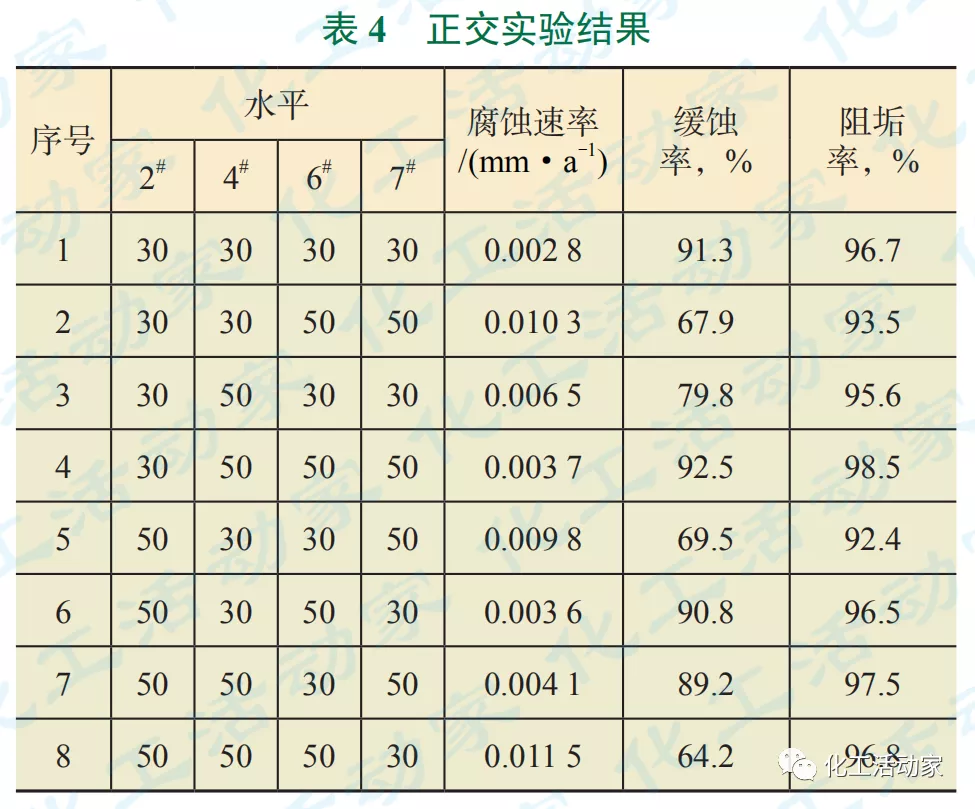
为了进一步提高药剂的性价比,评价不同药剂之间的协同效应,对缓蚀阻垢性能较好的4种药剂(2#、4#、6#、7#)在30mg/L和50mg/L的条件下,进行了4因素2水平的8次正交实验复配,其中实验序号为1、4、6、7的缓蚀阻垢效果最好,缓蚀率达到了90%以上,阻垢率为95%以上,见表4。
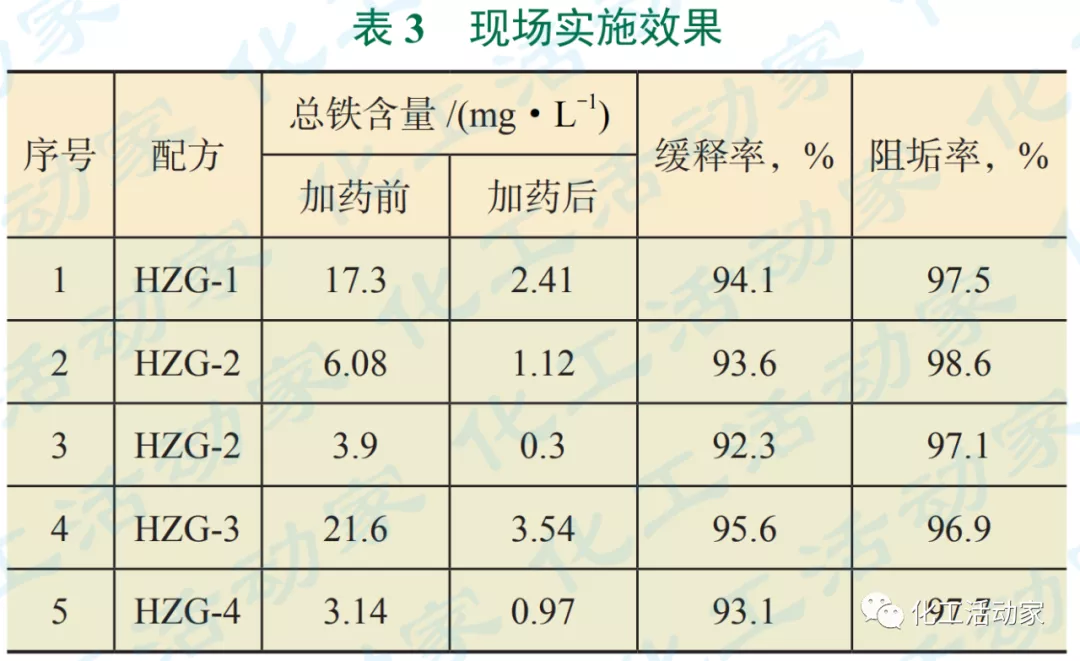
研究表明:温度对缓蚀剂的性能影响较大,因此又加入了耐温性较好的氟碳咪唑啉衍生物(FC),通过与实验序号为1、4、6、7的配方进行不同质量比的试验,发现添加10:1的FC可以提高原配方的耐温特性,主要是由于一方面FC中的F电位较负,可与基材中的空键轨道相结合,同时与配方中的其他成分吸附(主要是咪唑啉类衍生物类和有机膦酸盐类中的p键),提高了缓蚀剂的吸附性能;另一方面F原子之间的范德华力较大,相互排斥,F呈螺旋状排列,可保护各类化学键不受高温的破坏,提高耐温性能。将得到的4种HZG系列配方(正交实验1号与FC定义为HZG-1,正交实验4号与FC定义为HZG2,正交实验6号与FC定义为HZG-3,正交实验7号与FC定义为HZG-4)在不同的井口出油管线进行试验,采用间歇注入的方式,加药后采出水中铁离子浓度平均下降了82%,缓蚀率在92%以上,缓蚀效果明显,见表3。
02 旋转气流法管道内涂层
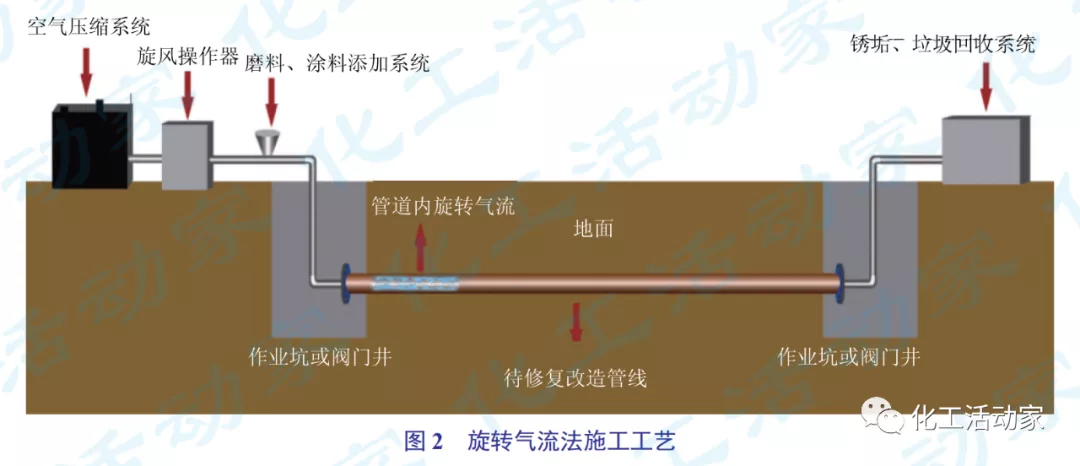
旋转气流法管道内涂层技术是一种原位管道内涂层技术,在不进行管道移动或拆除的条件下进行涂料喷涂,运用空气动力学的原理,压缩空气通过旋风操作器产生高速旋转的“龙卷风”气流,先携带磨料将管道内壁的腐蚀和结垢产物清除,随后加入涂料对管道内壁进行涂抹,形成1层均匀致密的管道内涂层,施工工艺见图2。
1次涂膜厚度为0.5mm,多次涂膜厚度可达2mm以上,单次施工长度200~1000m,适用管径范围大约为DN32mm~DN500mm,主要适用于投产时间少于5年或壁厚减薄<2mm的新建管道。
在施工过程中,最重要的工序是管道内壁除锈和管道喷涂。对于内壁除锈,需要在旋风操作器后端加入适量磨料和冷却润滑剂,通过启动旋风操作器生成旋转气流,气流夹带物料对管道内壁进行喷砂除锈,清除管道内壁的腐蚀产物、蜡质,除锈等级达到Sa2.5标准,通过内窥镜检查喷砂除锈效果;对于管道喷涂,在除锈等级合格后,先用少量清水对待修复的管段进行水洗作业,排除管道内的剩余磨料,磨料进入回收系统,再启动空气压缩系统进行风干作业,保持管内相对湿度不高于85%,最后在风干结束后立即进行喷涂作业,以管段尾端无液态涂料喷出为合格。
旋转气流法适用于新建或未发生过腐蚀穿孔的管段,利用OLGA软件模拟管道环境进行ICDA内腐蚀直接评价技术,对区块腐蚀风险较大的2条新建集输管线(φ159mm×6mm、φ114mm×5mm)实施旋转气流法管道内涂层,实施后减少了摩阻损失,压力下降了0.2~0.5MPa,且实施后至今未出现腐蚀穿孔现象,经超声波测厚检测平均壁厚减薄0.3mm,符合规范的相关要求。
03 非开挖内衬修复技术
目前油田常用的非开挖内衬修复技术主要有PCE、HDPE和翻转内衬修复技术3种。
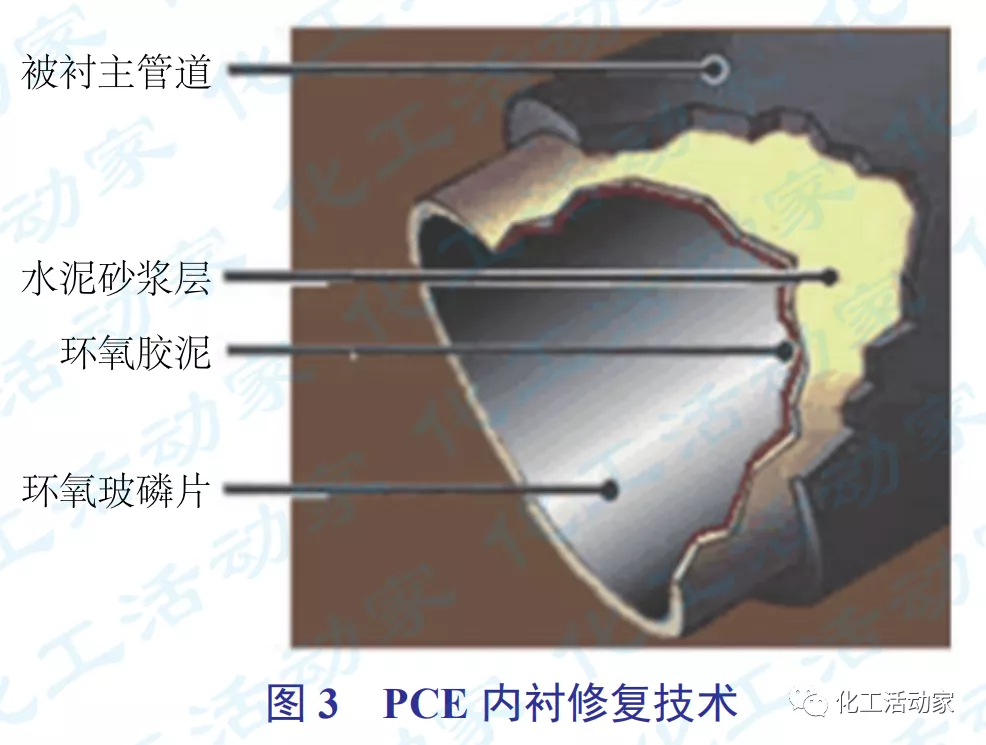
PCE内衬修复技术是在管道内壁依次形成水泥砂浆、环氧胶泥和环氧玻璃鳞片3层,施工采用风送挤涂工艺,利用空气压缩机产生的高压气流推动挤涂球向前运动,形成钢管-衬里结构的复合管。优点是修复成本低,约占新建管线投资的20%,单次修复长度可达3000~5000m,对修复管线的破坏程度要求不高,修复后可实现管线的耐高温(平均耐温80℃,最高可达95℃);缺点是在坡度较大或弯头等地形复杂的部位施工时,无法有效控制风送挤涂的速度和时间,导致有些位置的防腐层涂抹不均匀,工作原理见图3。
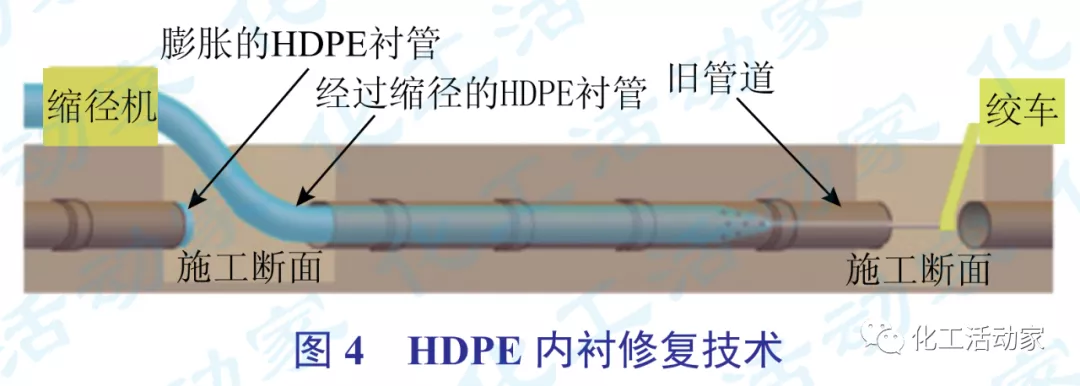
HDPE内衬修复技术是先通过缩径机将HDPE管的外径暂时缩小到略小于修复管道内径后,通过绞车进行牵引,将HDPE插入修复管道内,随后利用HDPE管道材料的记忆功能恢复到原管径,从而HDPE管道与修复管道紧密结合起来,施工采用牵引穿插工艺,形成管中管复合结构。优点是对修复管线的破坏程度要求不高;缺点是材料不耐高温(最高为60℃),修复成本较高,约占新建管线投资的50%,单次修复长度较短,一般是300~500m,且弯头处牵引不易成功,工作原理见图4。
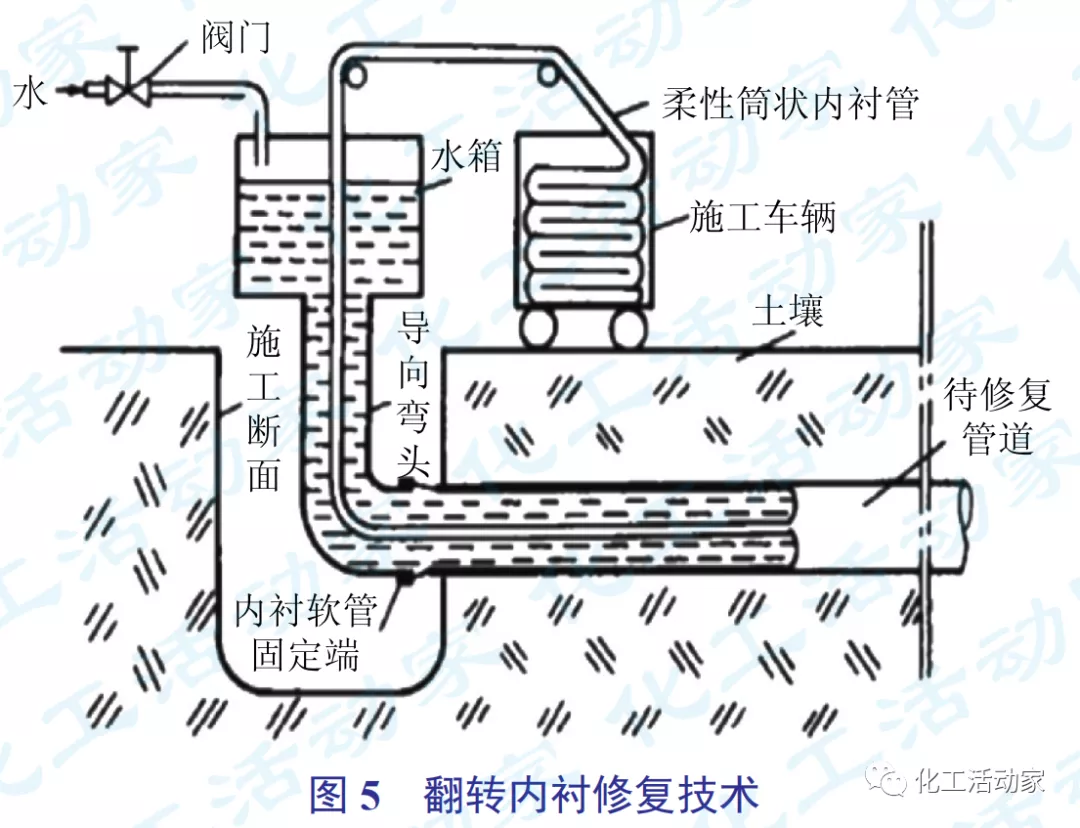
翻转内衬修复技术是利用气压或液压法使地面上的柔性内衬管(主要材料是浸透热固性树脂)翻转进入待修复的管道,将内衬管的一面与修复管道内壁贴实后,再用热水或蒸汽使浸透热固性树脂熔化、固化,在管道内壁形成管中管的复合结构。优点是可进行实时在线修复,缺点是修复成本较高,约占新建管线投资的40%~60%,由于内衬管需要在地面进行预制,本身工艺较为复杂,因此施工成本较高,单次修复长度更短,一般是100~200m,且对于腐蚀严重的管线无法修复,工作原理见图5。
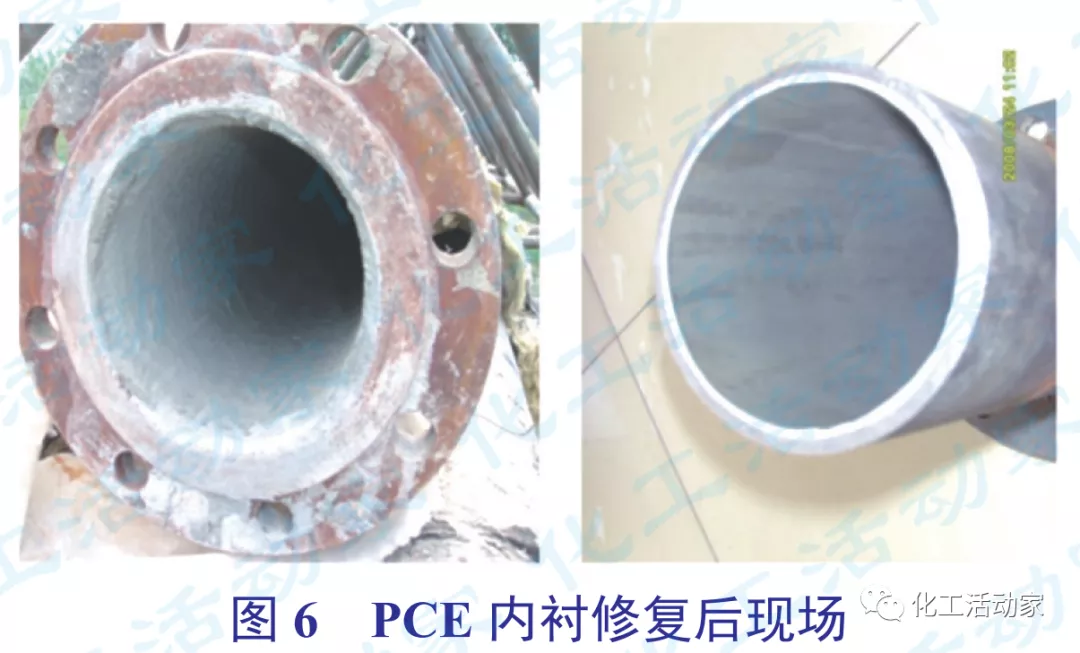
综上所述,PCE内衬修复技术具有施工工艺简单、修复成本低、单次修复距离长、可修复管径大等优点,因此优先选用PCE技术进行管道修复。该区块内某集输管线D159mm×4.5mm,长度800m,投产后3年内腐蚀穿孔严重,由于该管段穿越农田和河流,多次发生泄漏事故导致油地关系紧张,如重新更换管线一次性投资过大,因此采用PCE进行内衬修复,修复后对管道进行水压和气密性试验,满足要求后投入生产,运行过程中流量、温度、压力等参数平稳,同时管道的摩阻损失从1.8MPa下降到1.3MPa,至今未再发生腐蚀泄漏现象,修复后见图6。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7130

腐蚀与“海上丝绸之路”
点击数:5741