



喷涂油漆之前对钢材的表面处理是整个涂装环节的工作重点,喷涂前的表面预处理和检测方法主要包括以下几点。
(1)结构处理:如锐边的打磨、倒角磨圆、“飞溅”的去除、焊缝的补焊及磨平,以保证各类富锌底漆涂层的完整覆盖。
对结构处理的检测,采用目测方法进行。
(2)清洁度:指钢材表面除锈等级。喷涂各种富锌底漆前,钢材表面必须经过喷射清理方式(喷砂或抛丸),达到ISO 8501-1 Sa2.5级。
检验方法按ISO 8501-1要求,在适度照明条件下,不借助放大镜,以正常视力直接进行观察。表面应无可见的油脂和污垢,并且没有氧化皮、铁锈、油气涂层和异物,任何残留的痕迹应仅是点状或条纹状的轻微色斑。
(3)表面灰尘等级:灰尘等残留物应在涂装底漆之前用高压空气吹扫或真空吸尘等方法去除。
检查方法按ISO 8502-3,采用压敏胶带法检查,胶带与ISO 8502-3的参考样板比较,灰尘等级不能高于3。试样灰尘等级检测如图1所示。
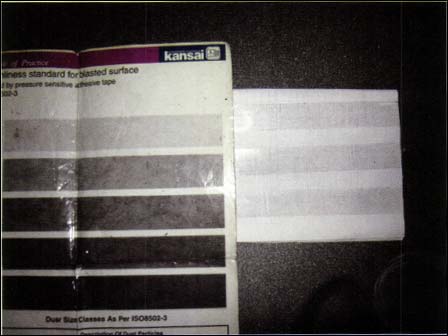
图1 表面灰尘等级为0~1级
(4)表面粗糙度:涂装行业中,表面粗糙度指的是喷射清理时磨料颗粒作用于工件表面而产生的表面不平整度。磨料颗粒在被处理表面上的切削、撞击和冲刷作用,使表面产生大量的凹陷和隆起。表面粗糙度可以使涂层表面与工件间的实际结合面积增加,有利于提高涂层的附着力,还可以消除涂层在固化过程中产生的内应力。
与表面清洁度不同的是,粗糙度是可以用单位微米(μm)来表示的。
表面粗糙度的检查方法按ISO 8503进行,采用比较样块法或仪器测量法。

图2 触针式测量仪测量粗糙度
粗糙度通常控制在Rz25~50μm。采用仪器测量试样表面粗糙度如图2所示。
(5)打砂密度:指每平方厘米范围内所能看到的冲砂点,代表了被打砂范围内的均匀性和程度。
检查方法采用带刻度的放大镜进行,在检查的区域内,打砂密度不小于85%。
在对钢材进行打砂时,既要防止打砂不足,也要防止打砂过度。钢材的原始状态、自动打砂机传送带的行进速度、丸料的质量和配比、压缩空气质量等都会影响最终的打砂质量。局部的质量问题可以采用手工、机械、火焰、化学等方法进行适当处理。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
-
标签: 防腐处理制造集装箱质量检测

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”