



设计步骤
(1)计算阴极保护面积。
原油罐防腐部位为底部及沉降水高度H的一圈钢板,取H=0.8m。即原油罐底沉积水接触的表面积,就是采用牺牲阳极保护的面积。
S=πR2+2πR·H
式中S为原油罐牺牲阳极保护面积;R为原油罐半径;H油罐离底板高,取0.8m。最终计算结果为362m2。
(2)选定保护电流密度,计算保护电流。
牺牲阳极保护电流密度因环境及阳极材料有关,一股根据经验选取,对铝合金阳极与防腐涂料联合保护的采用Js=10~30mA/m2,仅采用牺牲阳极的选用120mA/m2。
I=Js×S
式中I为阳极保护电流;Js为阳极保护电流密度,取25mA/m2;S为保护总面积。最终结果为9.1A。
(3)确定保护年限,计算所需阳极总量。
牺牲阳极在输出保护电流的过程中自身溶解,因此阳极重量决定着使用年限。

式中W为所需牺牲阳极总重量;I为阳极总保护电流;Q为阳极实际发电量(铝合金理论发生电流量为2918A·h/kg,实际发生电流量为2400A·h/kg);η为阳极电流效率,取85%;f为设计裕量,取1.15;T设计使用年限,取10年。计算结果为444.76kg。
(4)根据阳极单支重量,计算阳极支数

式中N为所需阳极总数量;W为所需阳极总重量;W1为单块阳极重,取30kg。计算结果为14.825。最终取15块。
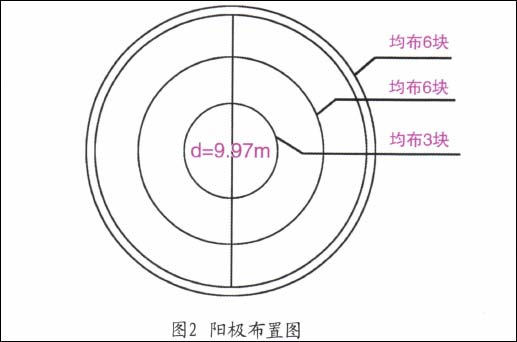
(5)阳极布置与施工
按计算得出的阳极数量,采用两个原则,即阳极布置均匀和阳极与罐板焊接要牢固,焊后将焊渣去除干净,布置距离及数量如表1和图2所示。

施工安装工程中,应先清罐除锈,达到预定的涂料施工标准。再将阳极块焊接到罐底内侧及内壁沉降水区域内的罐壁上,焊接牢固。
目前牺牲阳极的安装有焊接型和螺栓固定型。当设计寿命大于5年时最好采用焊接型,焊接型径长期使用电连接牢靠,可以充分发挥阳极效能;而设计寿命小于5年时可以采用螺栓固定型,螺栓固定型在检修时可达到不动火更换,安装比较方便。安装位置由罐内油水交接面而定,避免保护失效。
结束语
以石南联合站站的1000m3原油大罐为例进行了罐内壁的牺牲阳极阴极保护设计,采用防腐涂层与牺牲阳极阴极保护相结合的方式。这种保护技术可以推广应用到所有原油储罐的防腐防护上面。
预计采用此种防腐技术之后腐蚀穿孔显现会的到很好的抑制,缩短大罐检修工期,延长大修周期。对大罐防腐维护工作量减小。而且阳极跟换方便如在清罐的时候发现阳极消耗过渡就可以方便跟换。

免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
-
标签: 防腐阴极保护应用原油大罐

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”