
我国车用涂料市场现状及发展趋势
2016-01-15 15:47:00
作者:本网整理来源:


1 我国车用涂料概况
汽车涂料作为一种专用涂料,是涂料市场发展最快的品种之一,用量仅次于建筑涂料。2013年我国汽车涂料消费量约50万吨(折干),预计到2020年将达到80万吨左右。总体来看,近年来随着我国汽车产业进入高速发展时期,车用涂料无论在市场规模还是在涂装材料和涂装工艺技术上,均取得较快发展,但整个汽车涂料行业的发展仍主要由外资主导,国内企业缺乏核心技术,产品应用低端的局面仍未打破。
汽车涂料一般可分为新车用涂料(OEM涂料)和修补涂料。其中OEM涂料根据涂装工艺和对象,大体可分为底漆、中涂漆、面漆、阻尼件涂料和塑料件涂料。
由于各种涂料的性能不同,不同类型车辆及车体各部位对涂料性能要求的不同,因此产生了多种涂料配合方式,典型的涂料涂装结构如图1所示。其中,零部件涂料结构最为简单,一般只需做防腐和保护处理即可;车身涂料结构最为复杂,其中客车由于对车身漆面要求不如乘用车那么高,为节约成本,常省略罩光漆层;塑料件没有防腐要求,中涂只有原子灰,但涂料整体性能要求与车身涂料没有太大区别。
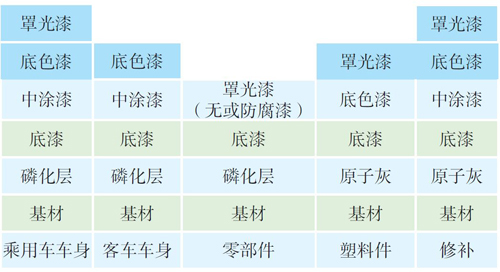
图1 典型涂料涂装结构
1.1 底漆
汽车底漆是直接涂装在经表面处理的车身表面的第一道涂料。根据底漆在汽车上的使用部位,要求底漆与底材具有良好的附着力,与上面的中涂漆或面漆具有良好的配套性。此外,还必须具备良好的防腐性、防锈性、耐油性、耐化学品性和耐水性。目前,国内几乎全部乘用车生产都采用阴极电泳底漆,仅在部分客车及载货车上还采用传统的醇酸类、酚醛类或环氧类底漆。电泳漆是在水性浸涂底漆的基础上发展起来的,常用的包括环氧树脂漆、醇酸树脂漆、氨基树脂漆、酚醛树脂漆等;颜料一般选用氧化铁红、钛白、炭黑或其他颜料填料。膜厚一般为20~35微米,一般乘用车阴极电泳漆过漆面积可达120平方米左右。
未来,底漆的发展趋势大体可总结为低VOC、免中涂以及低膜厚三个方向。虽然电泳涂料是水性涂料,但仍然含有一定量的有机溶剂,目前最新的阴极电泳漆的溶剂含量已从2%~3%降低到0.4%~1.8%,大大减少了VOC的排放。为了降低涂装成本,简化涂装工艺,一些汽车生产厂家采用了免中涂的涂装工艺,但取消中涂涂层对电泳底漆的平整度提出了更高的要求,面漆的厚度也有所增加。降低膜厚主要是通过高泳透率、高耐腐蚀性的阴极电泳漆实现的,一般而言这种方法可以减少用漆量13%以上。同时保证漆膜耐腐蚀性不降低,如底漆漆膜的厚度可降低至外表面15微米、内腔9微米,其漆膜耐腐蚀性及平整度与外表面22微米、内腔12微米时相当。此外,底漆发展趋势还包括应用无铅无锡涂料、低温烘烤涂料、耐候性涂料等。
1.2 中涂漆
中涂也称二道浆,包括腻子、二道底漆和封闭漆等。腻子因强度差,易脱落。目前新车生产已不再使用腻子,仅用于汽车修补。我国载重车、微型车等商用车一般不用中涂漆而是直接在底漆上涂覆面漆,塑料件及零部件也不需要进行中涂,如保险杠或车底盘,但无论是乘用车还是商用车的外车身,及其后期修补都需要进行中涂。中涂 漆是用于汽车底漆和面漆或底色漆之间的涂料,起到连接底漆与面漆的作用,能够提供与面漆相适应的保护性,同时具有填平性,提高整个漆膜的丰满度。常用的中涂漆包括聚酯树脂漆、氨基树脂漆、环氧树脂漆、聚氨酯树脂漆等;颜料和填料选用钛白、炭黑、硫酸钡、滑石粉、二氧化硅等。中涂膜厚一般为20~30微米,目前中涂漆仍有许多为溶剂型。
汽车中涂漆未来主要是向着高固体分化、水性化、粉末化的方向发展。目前美国车用涂料的主要发展方向就是高固体分化,高固体分中涂漆采用高固体分的聚酯、聚氨酯、氨基等树脂制备,其施工固体分可高于60%,甚至可达70%,比传统中涂漆提高10%~20%,VOC排放量可降低20%~30%。国内新建的汽车涂装线为了达到低VOC排放的要求,一般采用水性中涂漆,如水性聚酯氨基漆及水性聚氨酯漆等,其施工固体分一般达到50%~60%。粉末涂料虽然是VOC排放量最低的涂料之一,但由于换色困难等原因一直未采用。目前,国内除个别车用零件生产线外,整车尚无使用先例,但随着喷涂设备的改进和粉末水浆技术的成熟,未来这种涂装技术也必将成为汽车厂家的选择之一。
1.3 面漆
汽车面漆在汽车整个涂层中主要发挥装饰和保护作用,一般包括罩光漆和色漆。汽车面漆一般应具有鲜艳的色彩、良好的机械性能以及优异的耐候性。一般而言,无论是乘用车还是商用车,无论是零部件、塑料件还是后期维修都需要进行面漆涂装,只是商用车一般只喷涂底色漆,上面不再覆盖罩光漆,而零部件一般不喷涂底色漆,只喷涂罩光漆,而这层罩光漆有时也用其他防腐漆替代。
目前高档汽车面漆主要采用氨基树脂、醇酸树脂、丙烯酸树脂、聚氨酯树脂等为基料,选用色彩鲜艳、耐候性好的有机颜料和无机颜料,添加一些助剂,如紫外光吸收剂、流平剂、防缩孔剂、电阻调节剂来达到满意的外观和性能。未来,面漆的发展方向是水性化、粉末化、高固含量。水性面漆通常采用“底色漆+罩光清漆”的配套工艺,由于溶剂型底色漆是VOC排放的最大来源,占汽车车身涂装各道工序排放总量的50%左右,如果将底色漆改为水性涂料,VOC排放量可大大减少。但水性面漆直到目前仍未被广泛使用,主要原因是水性面漆的耐候性和装饰性较高,固体分面漆差,同时因其仍含有2%~15%的有机溶剂,对施工环境和烘干条件要求较高,综合成本太高。但从发展趋势上看,无溶剂水性涂料仍将成为未来的主要开发方向。目前,粉末罩光漆主要采用丙烯酸树脂型粉末涂料,虽然其成本较双组分聚氨酯清漆明显要高,但其在工艺上节省了废渣处理、VOC处理的运营成本,随着生产规模的扩大,原材料成本进一步降低,其直接成本会进一步接近于双组分聚氨酯清漆。
高固体分面漆的施工性能条件与现有溶剂型涂料基本相同,旧有涂装线不需进行大规模改造就可以使用。因此,为了降低VOC含量、适应环保要求,许多国外汽车厂开始使用高固体分涂料,由于其施工固体分比传统面漆提高了10%~20%,因此高固体分面漆VOC含量可减少1/3以上。目前,国外最主流的环保型汽车面漆技术是“水性底色漆+高固体分罩光清漆”。
总之,汽车涂料的发展趋势是在改进现用涂装材料和采用环保型涂料的基础上,简化涂装工艺,提高涂装材料利用率,降低能耗和动力成本,来降低单位成本并达到清洁生产的目的。从我国车用涂料的发展趋势来看,虽然水性涂料与高固含量及粉末涂料相比,无论是VOC排放、有毒有害气体排放,还是生产成本及能耗方面均存在许多问题。但由于受国内法律法规的限制,国内企业又只能以水性涂料技术路线为主。如果目前国家政策不变,预计到2020年我国汽车水性涂料的市场占有率将达到80%左右。此外,全球已有多家企业采用水性免中涂工艺,但国内尚未大规模推广。未来,免中涂工艺势必成为国内汽车涂料工艺重要的发展方向,预计到2020年,中国使用免中涂乘用车的数量将达到100万辆左右。
2 我国车用涂料市场发展特点
我国汽车产业进入高速发展时期较晚,汽车涂料的专业化开发滞后国外许多年,加上国内汽车行业采取引进吸收模式发展,国内汽车涂料行业受国外成熟涂料体系的冲击极大,以致整个汽车涂料行业的发展主要由外资主导。但另一方面,我国汽车涂料行业与国际接轨十分紧密,行业发展基本与国际市场保持同步。
2.1 世界最先进的汽车涂料
首先在中国市场投放中国作为世界最大的汽车市场,吸引着各跨国企业最先进的汽车涂料技术。很多先进的涂料技术因在欧美日等发达地区受客观条件限制,只好首先在我国大规模应用。如艾仕得公司(原杜邦涂料)研发出的免中涂技术,已经在中国得到一定的规模推广,而在欧洲仅有东欧等新兴市场国家的2~3个整车喷涂生产线开始使用该技术。2.2 国内汽车涂料缺乏核心技术,以低端产品应用为主目前,国内先进的涂料技术仍主要掌握在国外公司手中,我国许多汽车涂料产品仍依赖国外独资和合资企业进口涂料成品或半成品。国内汽车涂料市场,外资品牌汽车涂料产量份额已经占到一半以上,在如阴极电泳漆等技术门槛较高的领域,几乎全部被外资企业垄断,而国内企业仅在技术门槛较低的修补涂料市场占有一定市场份额。
2.3 国内涂料成品进口较少,原料进口规模巨大
由于国际大型涂料企业均已在国内设厂,因此我国汽车涂料成品进口量很小,绝大部分无法自产的涂料都是由在华设厂的外资独资或合资企业生产提供,故国内汽车涂料原料进口量巨大。
除溶剂产品附加值不大,外资企业倾向在国内采购外,附加值高的树脂、颜料以及助剂等大部分都需要进口,国内涂料用树脂国产化率仅为20%左右,颜料国产化率为仅为5%左右,助剂的国产化率仅为2%。此外,由于国内供应原料性能不稳定,而国外原料公司担心在国内设厂会引起技术外泄,加上国内生产成本优势并不明显,因此没有在中国设厂的迫切需求。而国内短期在汽车涂料领域难以实现技术突破,因而大规模原料进口的情况短期内不会改变。2.4 客车领域外资进入程度低,整体技术水平落后与乘用车不同,国内客车合资企业较少,外资在客车领域参与程度远不如乘用车。因此,国内客车涂料发展水平远不及乘用车。以底漆为例,目前国外客车均采用了阴极电泳涂装工艺,而国内只有“一通三龙”(宇通、金龙联合、金龙旅行车、苏州金龙)在喷涂线使用阴极电泳底漆,其他企业仍采用间歇喷涂,用漆多数仍为红灰底漆或低档的所谓环氧酯底漆。
3 我国车用涂料消费市场现状及预测
2013年中国汽车涂料消费量约50万吨(不含溶剂),其中新车涂料消费量达27万吨左右,新车中乘用车消费量约为17.5万吨,客车消费量约为3.1万吨。零部件及阻尼涂料14.7万吨左右,修补涂料约10万吨。
2015年我国车用涂料市场规模预计为60万吨,其中乘用车涂料用量约为19.6万吨,客车2.8万吨,零部件及阻尼涂料15万吨,修补漆16万吨。预计到2020年,车用涂料市场规模将进一步增至80万吨,其中乘用车消费27.2万吨,客车3.3万吨,零部件及阻尼涂料21万吨,修补漆22万吨。
3.1 乘用车用涂料
2020年前,国内乘用车涂料消费量增长的主要动力来自汽车销量的增长,而单车涂料消费量,受到新涂装工艺及材料的应用,呈逐渐下降趋势。其中下降最快的是德系乘用车,预计到2020年单车涂料用量较目前年下降近20%,美系车也约有10%左右的下降,而日系、韩系和国内自主品牌因单车用漆量基数较低而下降较少。
具体来看,这一时期消费增长最快的乘用车涂料是面漆,这主要是由于近年免中涂工艺的推广,要求面漆兼具中涂漆和面漆的性能,加上各种金属色漆和珠光漆等需要多遍底色漆喷涂漆面的流行,面漆的膜厚有不断增长的趋势;而中涂漆受到前述免中涂工艺推广的影响,单车消费量出现下降;同样下降的还有阴极电泳底漆,随着阴极电泳涂料泳透率的改善提升,单车底漆消费量也将不断减少,见图2。
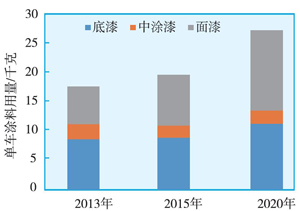
图2 部分年份国内乘用车单车涂料用量及预测
3.2 客车用涂料
未来,由于国内客车产量下滑,客车涂料消费量增长将放缓,预计2015年,国内客车涂料消费量难有增长,仍将为2.8万吨左右,预计到2020年,消费量可提高至3.3万吨,但年均增速仅为3.3%,远低于同期乘用车7%左右的增速水平,且总体规模也仅为乘用车的10%左右。从单车消费情况来看,与乘用车不同,客车单车涂料消费量逐年增加,各类涂料单车用量也都会逐年上升,特别是中涂漆年均增速较快,见图3。这主要与该阶段大型客车比重升高有关。
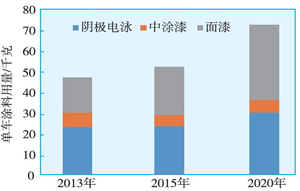
图3 部分年份国内客车单车涂料用量及预测
4 我国车用涂料市场环境
我国汽车涂料市场环境相对封闭,目前的市场主要由合资或独资汽车涂料主导,且与引进轿车系列相配套,几乎是从哪个国家引进的轿车产品,就配套采用哪个国家的汽车涂料体系,也就是说,国内高档汽车涂料市场几乎全被外国品牌垄断。
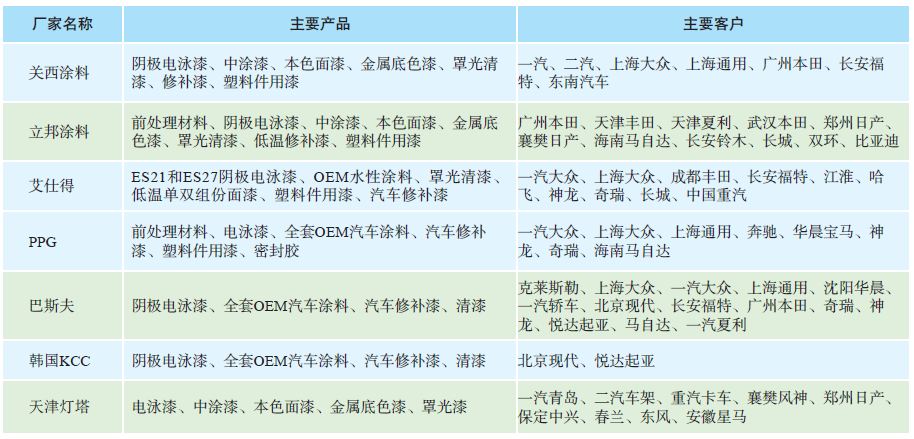
目前,国际大型汽车涂料生产企业基本进入中国市场,并完成在国内的生产布局,其生产基地主要围绕国内汽车产业集聚区设立(见表1)。
艾仕得、立邦、PPG、巴斯夫、韩国KCC、关西等六大公司在中国汽车涂料市场的销售份额在80%以上,产量份额约为40%。其中,日系汽车涂料市场以关西涂料、立邦涂料为主;韩系以KCC涂料为主;欧美系以艾仕得涂料、PPG涂料、巴斯夫涂料、阿克苏诺贝尔为主;在国内自主品牌汽车涂料市场中国际各大品牌均有不同程度的市场占有率。
目前,国内底漆市场基本被PPG、巴斯夫、艾仕得、关西等企业所瓜分,其他国内企业只在一些零部件和车架等低端涂装市场占有一定份额。由于电泳涂料技术门槛高,国际公司为防止技术泄漏,多将核心的半成品树脂放在境外生产。中涂漆和面漆市场基本被PPG、巴斯夫、艾仕得、关西和立邦五大企业瓜分,但集中度并没有电泳涂料那么高,国内企业如中山大桥、深圳启迪、维新制漆等厂家也有部分市场份额。国内修补涂料自主品牌和外资品牌共存,虽然在市场占有率上,国内品牌总和远超国外品牌,但是在高端修补涂料市场中,主要还是国外品牌,其中PPG的修补涂料所占市场份额最大,国内品牌主要供应中低端市场。
表1 国内主要汽车涂料企业产品和市场分布
国内汽车原厂涂料市场是一个相对封闭的市场,原厂涂料一般都是通过直销的方式从汽车涂料制造企业销售到整车企业,这导致每一个汽车涂料企业的各个涂层涂料销售到不同整车企业的价格是不同的。同一种品牌、规格的汽车漆销售到国产车和进口车价格可能会相差50%。国内汽车原厂漆市场近几年出现了价格恶性竞争的情况,即使是国外品牌,为了争夺市场份额,价格也不得不做出大幅让步。但因汽车漆原材料大部分是从国外采购,而跨国公司都有全球采购系统,因此它们在价格和运输的成本上较国内企业存在较大优势。
5 结语
受制于我国汽车产业发展状况,我国车用涂料专业化发展滞后国外多年,加上国内汽车配件市场封闭,国内车用涂料市场发展空间一直受到国外资本挤压。近年,我国车用涂料行业在吸收引进国际先进技术和标准后,已在中涂漆和面漆市场占有一席之地。但应该看到的是,近年国外品牌企业兼并重组进程加快,对国内市场的关注力度加大,国内企业未来或面临更大的竞争。此外,随着国外企业对车用涂料研发的投入力度加大,以及对环保型产品和工艺技术标准制定的参与,未来行业准入或将对已占有一席之地的国内企业带来更大的挑战。在这种情况下,国内企业加大研发投入,关注政策导向,注重细分及小众市场开发将是重中之重。此外,应重视涂装一体化带来的销售模式转变与市场扩展的新机遇。
延伸阅读——汽车涂装的常用材料
1.1汽车涂装的常用材料
1.1.1汽车涂漆前处理材料
汽车在涂漆之前,都要先将金属表面的油污、锈蚀等杂物,彻底清除干净以后,方可涂头道底漆(即有防锈作用的抵漆),这样才能使漆膜直接附着于金属表面,起到防锈作用,提高漆漠的附着能力,使漆膜真正起到防锈和金属保防作用。汽车涂漆前处理材料主要包括:脱脂材料、除锈材料、磷化剂和钝化材料等几类。
1.1.2汽车涂漆材料
汽车涂装常用材料主要包括底漆、腻子、中间涂料以及面漆等。有的人认为,汽车涂装效果的好坏主要靠面漆,至于其它配角。其实不然,国外大部分汽车涂料公司,在汽车修补涂料的说明书中都要严格地规定了与面漆配套的底漆、中间涂料、封闭剂以及腻子等,这充分表明了涂装系统得重要性。国外主要汽车涂料公司底漆、中间涂料、封闭剂、腻子如表1。
表1 国外主要汽车涂料公司底漆、中间涂料、封闭剂、 腻子
|
配套材料 名称及用途 |
配套材料 名称及用途 |
|
1底漆 |
用于裸露的金属、热浸镀锌钢板、镀锌钢板、玻璃纤维增强塑、铝板 |
| 2中间涂料 | |
| 3封闭剂 | 用于改进附着力,减少溶剂的渗透 |
| 4增粘剂 | 用于改进热塑性丙烯酸清漆与原面漆之间的附着力 |
| 5封闭剂 | 用于孜进丙烯酸清漆与原丙烯酸清漆之间的附着力,减少打磨痕迹 |
| 6中间涂料 | 用于改性丙烯酸瓷漆 |
| 7屏蔽涂料 | 一种中间涂料,用于已开裂的面漆,可用来封闭自干性瓷漆 |
| 8挥发性腻子 | 需要用中间涂层封闭 |
1.1.3底漆
底漆是直接涂在经过表面处理的被涂物表面上的第一道漆,主要作用是防腐蚀以及填平金属基材的细微缺陷和锈斑等,是整个涂层的基础。
用作汽车底漆的涂料,主要是含有优质防锈颜料的环氧树脂涂料、酚醛树脂涂料及一些优质水溶性树脂涂料,常用的底漆型号、规格及其性能列于表2中。
表2 汽车底常用底漆
| 涂料名称 | 特性 | 适用范围 |
| C06-1铁红醇酸底漆 | 可喷涂或刷涂,自然干燥或105。C下烘干30分钟;漆膜附着力、强度、耐硝基性和耐久性均好;不宜在潮湿气候下使用 | 车身构作与底盘 |
| C06-17铁红醇酸底漆 | 性能与C06-1相似,但比C06-1的耐水性好,自干速度也较快 | 汽车 |
| F06-1铁红酚醛底漆 | 喷漆和刷涂均可,比C06-1的耐水性好,自干速度也快,但附着力和耐候性较差:价格底廉 | 汽车 |
| F06-9铁红锌黄纯酚醛底漆 | 比F06-1的耐水性、防锈性、耐候性要好;最好涂于磷化底漆之上,可与醇酸、氧基、纯酚醛面漆配套 | 汽车 |
| F11-54铁红酚醛电泳烘漆 | 采用电泳方法施工,经烘干后漆膜与F06-9相当,但附着力较强 | 汽车 |
| H06-2铁红锌黄环氧酯底漆 | 能自干,经烘干后漆膜的附着力更好;机械性能及耐水防潮性能优良;与磷化底漆配套使用,可提高漆膜的防潮、防盐雾和防霉能力;可与环氧、硝基、氨基、丙烯酸磁漆配套使用 | 汽车车身与底盘 |
| H11-95铁红环氧烘干电泳漆 | 采用电泳方法施工;涂后需要烘干,漆膜性能与Ho6-2相当 | 汔车车身与底盘 |
| L06-39沥青烘干底漆 | 在200度下烘干30分钟;漆膜附着力较好且有良好的防潮、耐水、耐油脂性能;流平性好、适全浸涂 | 冲压件和挡泥板 |
| Q06-4各色硝基底漆 | 干燥快且漆膜坚硬、易打磨;肯有耐机油和油脂的能力;但附着力、耐候性差,且固体含量较低 | 铸造类车身构件 |
| G06-4锌黄铁红过氧乙烯漆 | 干燥快,如在60-65度下烘干2小时,可增加附力和改善其它性能;耐化学侵化学侵蚀、耐湿热、防霉并且能与过氧乙烯磁漆配套 | 铸造类车身构件 |
1.1.4 对底漆有如下要求:
1、在工件表面附着牢固,即在工件表面,有良好的附着力。
2、适当的弹性,即能随着工件材料的膨胀和收缩而不致脆裂脱落,也不致因为面漆的固化或老化时的收缩作用而折裂卷皮,能满足面漆耐久性的要求。
3、有一定的填充性能,即能够填没工件表面的细孔、细缝、洞眼等,作为上层涂料的坚实基础。
4、底漆涂层应成为没有光泽的细致毛糙表面,以改变底面光滑不易附着的状况,使上层涂料易于附着。
5、要能防止金属的锈蚀,具有防锈作用。
6、要能抵抗上层涂料中溶剂的溶蚀,不被咬起。
7、要便于施工,底漆在施工中应易于流平而不易流挂,干燥迅速,干后坚硬而略松,易于打磨,打磨时不沾砂皮。施工后不致使面漆油料渗透下去,避免造成表面涂层的失光、斑点等。
8、与高温干燥的涂料配套使用时,底漆需具有耐热性能,烘后应不失去其弹性。
9、底漆应具有第期贮存不变稠、不沉底结块的性能,并可随时稀释使用。
1.1.4腻子
腻子是由大量的填充料和以各种涂料为粘结剂所组成的一种粘笛的浆状涂料。其用途是用来填嵌工件表面的凹陷、气孔、裂纹、擦伤等缺陷,以获得均匀平整的表面。虽然腻子可改变整个涂层的外观,但往往会在一定程度上降低涂层的机械强度和防护能力,所以尽量不用腻子或少用腻子。
腻子的主要组份是填充料,占腻子总重量的70%~80%。为使腻子在施工中易标识,在腻子中加入极少量的氧化铁红、炭黑、铬黄等颜料,使其呈浅灰色或棕红色。填充料是腻子的筋骨,对腻子的性质起很大的作用。
汽车常用成品腻子的组成和性能如下:
(1)Q07-5各色硝基腻子 用硝化棉、醇酸树脂、顺酐树脂、大量体质颜料和稀料制成。其特点是干燥快、易打靡。但因其固体含量相对较低,所以干后收缩较大。作工件表面的局部修补填嵌之用。
(2)C07-5各色醇酸腻子 醇酸树脂、干性油、颜料及大量体质颜料、适量的催干剂、有机溶剂等制成。其特点是腻子层坚硬、耐候性较好,附着力较强而不易脱落、龟有,施工中易于刮涂。但每次涂刮厚度不宜超过0.5mm。可自干也可烘干。适用于填嵌涂覆过铁红醇酸底漆的镏金属或木材表面。
(3)F07-1各色酚醛腻子 用中油度酚醛涂料、颜料和体质颜料,适量的催干剂和200号溶剂汽油等制成。其特点是易干、刮涂性和打磨好。适用于填平钢铁、木质表面凹坑、针孔、裂缝等。
(4)A07-1氨基烘干腻了 用氨基树脂 酸树脂、颜料及体质颜米、适量催干剂、二甲笨等溶剂配制而成。其特点是附着力较好,易于打磨且不粘砂纸,需烘干。适用于填平漆有底漆的镏金属表面。
(5)G07-3各色过氯乙烯树脂、醇酸树脂、增韧剂、颜料、体质颜料及少量溶剂等制成。其点是附着力较好,干燥块,耐水耐油性较好。但不 多次重复涂刮。适用于填增已涂有醇酸底漆或过氯乙烯底漆的钢铁及木质表面。
(6)H07-4各色环氧酯烘干腻子 用环氧酯、颜料、体质颜料、少量催干剂及二甲苯等制成。腻子层牢固坚硬,耐潮性好,易于涂刮,对镏金属底漆的附着力好,打磨后表面光结,但干后坚硬不易打磨,需烘干。适用于真嵌涂有底漆的镏金属表面不平处。
(7)H07-6各色环氧脂腻子 与H07-4的组成、性能和用途基本相同,不须烘干,可自干。
1.1.5中间漆
中间涂料又名二道浆,也称之为底漆二道浆。它是处于底漆或腻子之上、面漆之下,用来提高其总涂层厚度,协助底漆和腻子填平细微凹陷之类欠缺,以提高面漆的鲜映性及光泽等方面作用的一类涂层。早期汔车涂装工艺一般是二道涂层,即一道底漆,一道面漆,就是所谓的二涂二烘。稍后则发展成为三道工艺,即一道底底漆,一道中漆中间涂层,一道面漆。顾名思义,二道浆即来源于此。现代又发展成了四道甚至更多的涂装工艺。有时为了提高涂层的抗石击性能,还要在中间涂层之上加涂一道抗石击中间涂层。目前我国汽车中间漆业,特别是档次较高级的汽车,如奥、桑塔纳、捷达、神龙富康、依维柯、夏利等,在其涂装统中毫无例外地均采用了中间涂层。
目前,汽车上使用的主要有:
(1)Q-06-5灰硝斟二道底漆:干燥速度快,填平性好,专用于填平腻子孔隙及砂纸打磨痕迹。
(2)H06-16各色环氧二道底漆:附着力好,机械强度好,易打磨。
1.1.6面漆
汽车面漆是汽车车身涂装中最后的一层涂料。常用的主要有醇酸面漆、氨斟醇酸面漆、硝斟面漆、聚氨酯面漆、丙烯酸面漆、过氯乙烯面漆和聚酯面漆等七大类。
我国用于汽车修补的涂装中最后的一层涂料。常用的主要有醇酸为主,而在国外作为汽车修补主目前常用的国产汽车面漆规格型号见表3,进口汽车面漆见4。
表3 国产汽车面漆规格型号
| 涂料的名称 | 特点 | 适用范围 |
| @04-2硝基外用磁漆 | 干燥快,易打蜡抛光,易施工或修补;涂膜色泽鲜艳,但户外耐久性较差,需采用上光蜡维护 | 汽车车身与底盘 |
| Q04-34和Q04-31硝基磁漆 | 改进了Q04-2的耐候性和包色旋光性 | 高级车身 |
| C04-9过氯乙烯外用磁膝 | 干燥快,漆膜可抛光打 蜡;耐候性、防湿性、防盐雾和防霉性等均化Q04-2好;对底漆要求无水、无油污,否则易引起面漆整个脱皮;抛光后的外观、光泽及耐汽油性差 | 寒带运行条件下的车身和底盘 |
| C04-9氨基烘漆 | 漆膜丰满光亮、坚硬耐磨、附着力、耐水、耐皂液、耐油和耐候性优良; 耐温变化性也好;但漆膜不能抛光;与F06-1和H06-2配套使用,则耐湿热性更好 | 客车与中有轿车车身 |
| B05-4丙烯酸烘漆 | 属热固性漆,漆膜丰满,光泽、硬度良好,保光保色性极好,三防性能好 | 轿车车身 |
| B04特里川.热固性丙烯酸磁漆 | 耐候性好,漆膜丰满,能抛光,硬度显著地优于一般的面漆 | 高级轿车车身 |
表4 进口汽车面漆涂料
| 名称及型号 | 性能 |
| 日本关西清漆(1000、1026、1056) | 属硝基型,常用于罩光,有较好的耐候性和光泽度 |
| 英国ICI清漆 | 属硝基型,只能用于单独罩光 |
| 荷兰“式肯土”清漆 | 属改性丙烯酸漆,用于面漆罩光,需喷2~3道 |
| 日本关西磁漆(ACRICI 1000) | 属丙烯酸硝基漆,性能与硝基漆相似,遮盖力、光泽、耐候性较好 |
| 英国ICI磁漆(P030、P031) | 属丙烯酸硝基漆,光泽好,流平性好,干燥稍慢一些 |
| 硝基银底漆(纯底色漆) | 只起到着色遮盖底层,金属粒子闪光,与清漆配合开成完整涂层 |
| 美国杜邦150S多效用表面平整底漆 | 附着力强,防腐蚀,涂层平滑,干燥快,可作为二道底漆,打磨性好,但不能与硝基漆混合 |
| 英国ICIP086-1底漆 | 涂层平滑,快干,坚硬耐用,易打磨,可作二道底漆 |
| 日本关西底漆 | 与杜邦150S相似,但平滑度比150S差 |
| 荷兰“式肯士”680义底漆 | 干燥 迅速,易打磨,有好的附着力的防浸蚀性能 |
| 美国杜邦1020R底漆 | 属于双组分底漆,对钢铁、铝等金属有好的附着力、防蚀性、防锈性、密封性和隔离性好,可在旧涂层上施工,不会引起脱层等问题 |
1.2 涂漆后处理常用材料
抛光打蜡是在车身面漆彻底干燥后时行的修饰作业,包括磨光、抛光和打蜡三个步骤。未经磨光的漆膜表面均有不同程度的加工痕迹和污染微粒,同时原光亦呈刺眼的“浮光”状态。经过磨光后可消除上述现象,使漆膜呈无光的暗色,然后进行抛光使漆膜表面重新取得以提高装饰效果,同时光亮的漆膜可以反射阳光,以保护涂层。
汽车面漆用涂料不是都可以磨光的抛光的,能抛光的有氨基漆、硝基漆、纤维素漆、聚酯漆和过氯乙烯漆。不能抛光的涂料有油脂漆、天然树脂漆、醇酸漆等。
一、抛光、增光材料在喷完面漆后,为了消除膜表面缺陷,如颗粒、桔皮等,要用抛光材料进行局部抛光修饰。常用的抛光材料有:
①抛光浆。分粗细两种:
②抛光水。供擦净被抛光表面用;③抛光蜡去污增光剂。用于保护漆面,期维护漆面的性能优于抛光蜡,能境增光,提高鲜映性。
以上三种材料适用于丙烯酸枝树脂漆、硝基面漆、丙烯酯或聚酯改性的氨基面漆,不适用于漆膜硬度较低的油性漆及醇酸漆。
二、保护材料在涂装修补之后,一般在汽车的焊缝及内腔涂不到漆的部位都要喷一层防锈蜡。轿车要求喷防锈的部位有:
①前翼子板支撑板、后轮罩内壁、后翼子板内壁、板材焊缝、螺钉装配孔等;
②前、后纵梁空腔、底板空腔、车门下部空腔等;
1.3汽车涂装的辅助材料
汽车涂装常用的辅助材料有:稀释剂、防潮剂、催干剂、固化剂和脱漆剂等。
责任编辑:周娅
《中国腐蚀与防护网电子期刊》征订启事
投稿联系:编辑部
电话:010-82387968
邮箱:ecorr_org@163.com
中国腐蚀与防护网官方 QQ群:140808414
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62313558-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻
铝合金LDH自修复自抗菌膜层构建
点击数:466
碳钢及合金钢应用与区别
点击数:393