
金属表面喷丸处理工艺
2018-09-29 11:42:04
作者:无忧 来源:金属材料科学与技术
分享至:


通过合金化、塑性变形和热处理等手段提高金属材料的强度,称为金属的强化。
强度是材料对塑性变形和断裂的抗力,用给定条件下材料所能承受的应力来表示。随试验条件不同,强度有不同的表示方法,如室温准静态拉伸试验所测定的屈服强度、流变强度、抗拉强度、断裂强度等(见金属力学性能的表征);压缩试验中的抗压强度;弯曲试验中的抗弯强度;疲劳试验中的疲劳强度(见疲劳);高温条件静态拉伸所测的持久强度(见蠕变)。
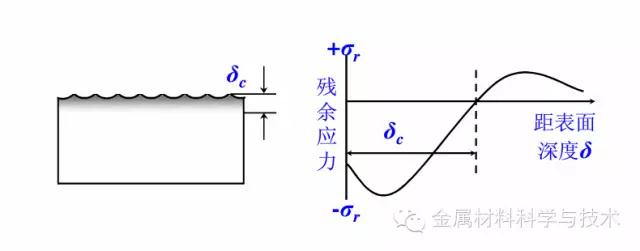
喷丸强化也称喷丸处理,是提高零件疲劳寿命的有效方法之一,喷丸强化就是将高速弹丸流喷射到金属工件表面,使金属工件表层发生塑性变形,而形成一定厚度的强化层,强化层内形成较高的残余压应力。
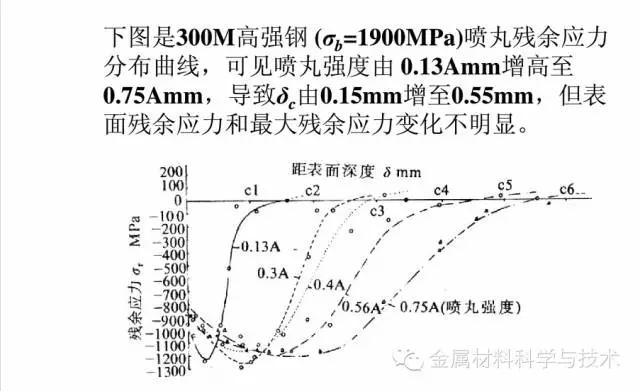
对于低强度材料,喷丸可以产生良好的表面强化层,但对于高强度材料,喷丸很难形成明显的强化层,但可以引入较强的残余压应力。
最常使用喷丸的构件是弹簧,由于弹簧表面压应力的存在,当弹簧承受载荷时可以抵消一部分抗应力,从而提高工作的疲劳强度。
喷丸强化分为:一般喷丸、二次喷丸、热喷丸、复合喷丸和应力喷丸。一般处理时,钢板在自由状态下,用高速钢丸打击钢板的里面,使其表面产生预压应力。以减少工作中钢板表面的拉应力,增加使用寿命。应力喷丸处理是将钢板在一定的作用力下的预先弯曲,然后进行喷丸处理。
喷丸强化影响工件表面深度取决于工作自身强度,工件自身强度越高,影响深度越小。通常影响深度为0.1-0.8mm。
喷丸强化可以清除工件表面锈蚀层,但对油污清理作用不显着。喷丸强化可以显着提高工作表面的耐腐蚀性能和工件的抗疲劳性能。
喷丸工艺已广泛应用于铝合金、钛合金、镁合金、不锈钢、结构钢、高强钢、超高强钢、高温合金和粉末冶金制备的零件。
与其它表面处理工艺相比,它具有操作简便、价格低廉、适应性广和强化效果显着等特点。
喷丸用的弹丸通常是钢丝切丸,尺寸为0.5-0.8mm,硬度为55-58HRC。
气动式喷丸机:吸入式气动喷丸机、重力式气动喷丸机,叶轮式离心喷丸机。
更多关于材料方面、材料腐蚀控制、材料科普等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网http://www.ecorr.org
责任编辑:韩鑫
《中国腐蚀与防护网电子期刊》征订启事
投稿联系:编辑部
电话:010-62313558-806
邮箱:fsfhzy666@163.com
中国腐蚀与防护网官方 QQ群:140808414
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62313558-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:5768

腐蚀与“海上丝绸之路”
点击数:4763