
在航空航天领域,没有容易的解决途径(先进结构陶瓷篇)
2016-12-06 16:27:12
作者:本网整理 来源:材料人
分享至:


【引语】
众所周知,用于航空航天领域的材料一般都处于极端环境下。例如,喷气发动机的金属、陶瓷等组件需要承受复杂的负载机制、高温及苛刻的化学环境。先进材料在这一领域的应用也面临着科学与政策监管等多方面的问题和挑战。可以说,在航空航天领域,没有容易的解决当前问题的途径。Nature Materials官网最近聚焦航空航天材料,邀请了加州大学圣巴巴拉校区的Tresa M. Pollock、布朗大学Nitin p Padture以及罗罗公司高级工程师等众多学者大牛撰文评述该领域的现状与发展,材料人几位小编整理出来以飨读者。
图0 涡轮机结构示意图
更高效、强大的航天器和发动机都是人类孜孜不倦的追求——需要承受更高的温度和更恶劣的环境、拥有更快的速度。为了提高航天器的推力,对目前的几种工艺材料(主要是高温合金和陶瓷),以及冷却系统、热保护系统(TPSs)等都提出了更高的要求。同时,各种因素综合起来又会增加更多的考量,因此,可供选择的航空航天材料少之又少。
高温陶瓷是一类应用到航空航天领域很有前景的材料:密度低,高温性能好等系列优点,可显著减重、提高燃油效率、延长使用寿命,且废气清洁、允许更灵活的设计,大大降低成本。高温陶瓷一般包括热/环境障涂层(T/EBCs,用于涂覆高温合金或碳碳复合材料表面),陶瓷基复合材料(作为高温合金的替代物),以及先进陶瓷(作为飞机或者火箭发动机的高温结构组件)。然而,目前在航空航天领域还存在很多的问题需要进一步攻克。
热障涂层
陶瓷热障涂层(TBCs)是一种厚度约100μm-1mm的陶瓷氧化物涂层,一般用于涂覆发动机高温部位的金属(通常是镍基高温合金)部件。TBCs在高速热气流下具有低的热导率,使得发动机可以在高温合金熔点以上的温度工作。最高可以承受1500℃以上的高温,具有效率高、性能好、排放清洁等特点。
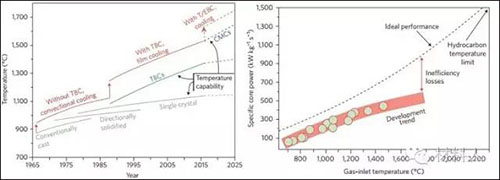
图1 a(左):几种发动机材料的温度性能发展示意图(包括镍基高温合金、TBC、CMC、以及附带冷却系统的材料体系);b(右):入气口温度随燃气涡轮发动机比动力的增加而急剧增加。
就目前来说,TBCs通常由ZrO2和质量比约为7 %的Y2O3(7YSZ)组成,Y2O3可以使ZrO2部分稳定,工作效果更好。同时足够的孔隙度和微结构缺陷可以降低热导率以更好地容纳热应变。最重要的是,7YSZ的成分范围狭窄,可以很好地利用铁弹增韧机制,从而使涂层的机械强度更高。然而,随着TBCs的温度性能要求不断提高,7YSZ TBCs面临着严重的局限性:
第一,烧结过程中,温度超过1300℃易失去相稳定性和应变耐受性;
第二,尽管7YSZ TBCs热导率低(~ 1 W m-1 K-1),但还需要进一步降低。换句话说,温度越高,越需要TBCs具有更低的的热导率及光子散射;
第三,当TBCs的表面温度高于1200℃时,发动机从大气中吸入杂质(跑道碎片,灰尘,沙子,火山灰等)融化沉积在TBCs表面形成CMAS(氧化钙-氧化镁-铝硅酸盐),并渗透进TBCs中造成其过早失效。
因此,还需要寻找一种TBCs,既结合了7YSZ的所有理想属性,又能解决上述关键问题。目前较为热门的几种TBCs成分(如Gd2Zr2O7,2ZrO2?Y2O3)不但具有更高的温度性能和较低的热导率,而且能耐CMAS的侵蚀。然而,这些成分缺少7YSZ独特的铁弹增韧机制。为了克服这个问题,目前正在研究一种多层方法,将不同的材料层置入TBCs“垛”,每层都有特定功能。例如,在较低的热导率、抗CMAS的TBC中,将一层薄薄的、坚韧的7YSZ埋在相对较冷的、容易出现故障的TBC/金属界面。然而,当CMAS存在时,故障位置会发生转移。此外,在发动机经历热偏移时,大量无处不在的异质界面会造成失效缺陷。另一种正在研究的方法是单层TBC,但存在着多个阶段,每一个阶段执行着期望的功能。某些阶段也可以执行诊断功能如TBC “健康”监测。用作飞机推进和陆基发电的燃气涡轮发动机有着不同的要求和程序,两种类型的发动机在TBCs发展方面有一些协作。
陶瓷基复合材料
TBCs的耐受温度不断提高,而镍基高温合金的承受温度能力一直保持迟缓,结果就是TBCs和高温合金的温度差距不断加大,导致需要更强的冷却系统以承受更高的气流温度,但从另一方面讲,若非跟随比功率等称量的增加,容易造成累积的效率损失(如图1b)。解决以上问题的唯一途径就是研发具有固有高温耐受性的新材料。陶瓷基复合材料(CMCs)由此应运而生,近年来颇受主流发动机制造商的投资青睐,目前已经有部分CMC组件成功用于发动机承温区域(尤其是军用发动机,CMC应用已久),包括密封片调节片等。
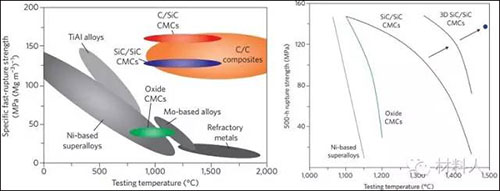
图2 几种材料的高温机械性质。a(左)图为材料的比快速破裂强度与温度的函数关系;b(右)为500小时后的破裂强度与温度的关系。
对CMCs的研究活跃于20世纪80年代后期和90年代,但由于复杂的加工问题、较低的实际性能、过高的成本等,逐渐有衰退之势。不过对CMC持续的研究也卓有成效,GE去年宣布投资建厂生产CMC,宣称他们使用CMC高温部件的发动机预期今年后半年就可以实现商业化起飞。
CMCs本身轻质,只有高温合金的1/3,比强度和比模量高(如图2a)。相比高温合金,CMCs抗高温氧化、抗蠕变优异(图2b)。同时,CMCs有一定的耐损伤、抵抗裂纹扩展的能力。典型的CMCs有SiC纤维增强SiC陶瓷基体(SiCf/SiC)和碳纤维可用来增强SiC基体(Cf/SiC),SiCf/SiC具有一定的弱结合(注意是弱)纤维/基体界面,基体裂纹扩展时,会导致界面脱粘,其后裂纹发生偏转、搭桥、纤维断裂最终纤维拔出,这一过程会消耗大量能量,从而提高复合材料的断裂韧性,避免了材料的脆性失效。C/SiC但使用寿命显著降低(图2a),更适于高超音速、火箭发动机等方面的应用。氧化物类CMCs可抵抗氧化,但是强度较低(图2a)、不耐蠕变(图2b),一般只用于排气搅拌机等低苛刻环境部件。
CMCs部件采用叠加制造工艺,二维扁平纤维带或编织纤维束预成型,之后在纤维上进行界面相沉积,再(在基体相中)浸渍处理,使其致密化。不过,一般二维CMC组件非中空结构,沿厚度截面渗透困难,造成内部孔隙更多,材料沿横断面方向强度更差,容易裂纹失效。一般解决途径是在垂直方向引入“穿刺”纤维(如图3a)。
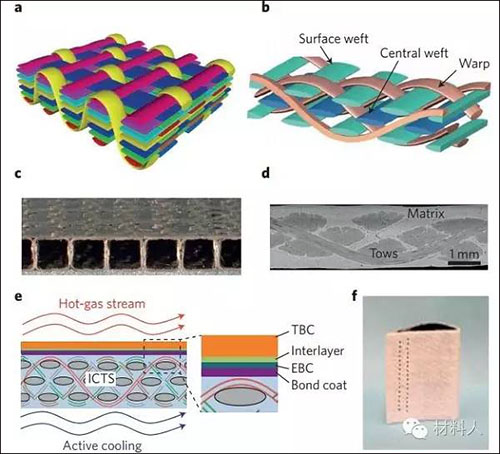
图3 三维纤维编织预成型图解
积分陶瓷编织结构(ICTSs)融合纺织、数学计算、陶瓷、机械于一体,是CMCs领域的一种新型范例,在喷气涡轮发动机以及高超音速、火箭发动机等方面拥有极大的前景。只要定量确定了整体部件的外形(例如燃烧室衬里、叶片)、每一位点的性能参数或者功能需求(机械/热应力、热传导、蒸腾作用等),通过ICTSs就可计算设计得到一个满足上述条件的中空3D纤维预制品。其主要是基于组成材料(纤维、基体和界面)的拓扑考量和具体性质(物理、热、机械等)而得到优化。例如,贯穿的弯曲纤维丝束可阻止快速失效(图3b)。
拔出纤维或丝束通过精确排列可以产生贯穿孔洞,利于蒸发冷却作用,有效避免纤维的破坏。其他结构(如棒、层、管等)也可融合到3D纤维预制体中,与发动机其它部分及附加冷却机制一同提供附属结构。完成设计的下一步,在纺织织机上用纤维牵引进行预制品编织。然后沉积界面层预制体,进行强化使其能够承受后面苛刻的加工过程。ICTSs高效化的设计可给予部件中空及薄壁结构,在后续基体浸渍过程中能有效促进孔隙的消失,使材料致密化。
ICTSs仍处于发展初期,不过利用这种制造模式,轻质且拥有薄壁组分的CMCs制品,远胜相应的金属和二维CMC,且需要较少的外加冷却装置,具有广阔的应用前景。另一方面,由于ICTSs在长度范围成分不均匀,可能出现各种叠加的失效机制,因此需要深入了解整体的性质,以及有效的实验模型来预测ICTSs在实际发动机环境甚至更苛刻的环境下的演变行为。从材料角度讲,需要提高纤维的抗蠕变性能,开发能耐更高温度的陶瓷基体材料,改进陶瓷加工工艺,以更简单温和的方式将高质量的致密基体浸渍到纤维预制体中。3D打印的一些新思想或许可以融入到ICTS制造中。
CMCs保护层——热障涂层/环境屏障涂层
SiC基CMCs在高速热气流、水蒸气环境下容易发生氧化、破坏,主要形成Si(OH)4。因此,SiC基CMCs需要陶瓷环境屏障涂层(EBC)的保护。最初,EBCs主要针对CMCs,使其可以在相对较低的温度下工作;而TBCs(热障涂层)是出于不受影响而设计,其致密、无裂纹,与CMC有良好的热膨胀系数匹配(CTE)。近年来,为了能够在更高的温度(表面>1600℃,气体入口>1700℃)下使用,随之出现了中空CMCs,新的T/EBC概念和材料也在不断探索和测试中(图3e、3f)。T/EBC一般为多层结构(这个跟上面部分是不是有点重复),Si是一种合适的粘结层材料,不过在1414℃会熔化。因此,需要开发更高熔点的硅基粘结层材料,如RE-Si合金(RE代表稀土元素添加物,如Hf/Zr等);第二层为致密的低热胀系数的EBC,一般使用含HfO2或Al2O3等的稀土硅酸盐材料;第三层为组成梯度层,缓和CTE失配产生的应力;涂层最外层需要发挥TBC的作用,需要满足低热导、光子散射,耐高应力,抵抗CMAS冲击。
由此可以预见,下一代用于涂覆金属的TBCs以及CMCs的T/EBC会变得更加复杂(多层、多相)。结合ICTSs,复杂的物理、机械基础,也需要合适的实验验证模型来预测这些复杂涂层在实际发动机环境下的演变行为,来指导设计更加可靠的涂层。涂层的选择材料主要根据经验或者启发,不过全新材料以及其组合的研发就需要广泛的材料模型和实验论证。另外,尽管在TBCs制造和加工方面已经取得巨大进步,一定程度上对T/EBCs来说,还需要更多的过程控制和熟练性才能实现未来更加复杂的TBCs和T/EBC结构。
超音速发动机
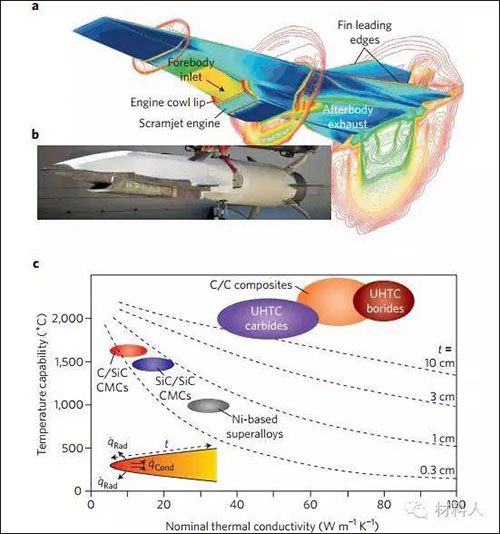
图4 高超音速工具和材料性质。a) 计算流体动力学仿真现实表面热传输(红色,温度最高;蓝色,温度最低)和流-场等高线。c) 不同材料体系耐受温度与理论热导率的关系
超音速飞机持续航速超过5马赫,主要用于次轨道应用(武器传送、侦查、运输、空间通路等)。冲压式喷气发动机和超音速燃烧冲压喷气发动机的吸气发动机用于推进高超音速飞机,是运载工具机身的组成部分(图4a)。涡轮发动机速度不高但比推力大,火箭发动机高速但比推力小,而高超音速发动机很好地结合了两者的优势。运载工具的动能和前体将气体高速输送到超音速燃烧冲压喷气发动机,并在隔离器中压缩,继而燃烧、从尾部喷嘴排出。高超音速飞机依然需要借助外部推力系统获得加速(图4b),以上飞行过程的热量导致在发动机尖端边缘和主机身等许多部位的温度高达2000℃,但由于空气动力学外形的限制,主动或者半-被动的冷却手段都不太实际。此外不可避免的极端热梯度使设计更具挑战性。
值得提出的是,由于热气流传输的问题,超音速发动机不同部位所遭受的温度有不小差别,因此,不同部位的材料选择也有所不同。
碳基烧蚀材料可用于短持续、非重复利用的发动机,对于高超音速飞行(>1h)、重复利用的发动机,就需要革命性的抗烧蚀材料。高热导率的陶瓷或可以承受上述高温(被动冷却,图4c),难熔的硼化物(也称超高温陶瓷(UHTCs),例如ZrB2)结合了众多优异特性(图4c),也被广泛研究。然而,目前仍存在不少问题:首先,UHTCs有脆性,需要SiC颗粒或者SiC纤维进行增强,但增强物的引入又会弱化其他性质;第二,高温下易受原子氧的氧化;第三,制造大尺寸、完全致密的UHTC基组件极其困难。因此,需要研发出在热导、辐射、强度、韧性、抗表面催化、氧化等方面同时得到提高的UHTCs,且需要可加工制造,而这是十分困难的。上述一些性质本身就互相矛盾,并且满足复合要求的材料体系越来越少。
沿气流传输的路径,如燃烧室、排气装置等部位的温度也将超过2000℃,但空间限制不大,可以得到有效冷却。不过,考虑这些部位占据相当大的区域,高比强度材料也是需要的。CMCs可适用于此,尤其是薄壁、中空的SiC/SiC或者C/SiC CMCs(图3c)。另外,由于散热要求高、重量大,高热容的吸热燃料也需要作为冷却剂。需要指出的是,用T/EBC保护CMCs在这里不适用,因为涂层表面会极端过热,还需要开发新的涂层体系和材料。
对于远离前缘的主要结构,可以采用CMCs外层作为TPSs(热保护系统),外部再涂覆陶瓷涂层进行温度扩散,涂层需要在全厚度方向绝缘,但同时具有高的热导率,便于传热冷却。要满足以上要求,在涂层设计方式和加工工艺方面还需要不断改进。
火箭发动机
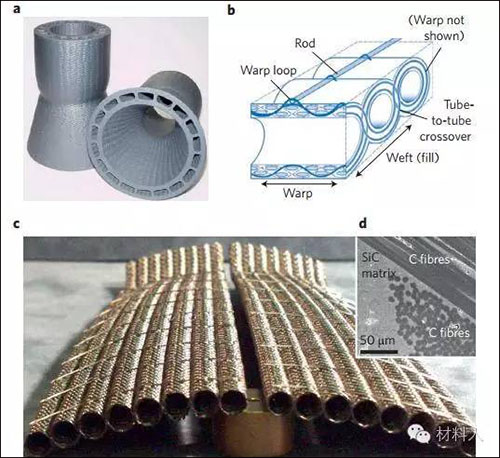
图5 中空结构CMCs制造的火箭喷嘴组件。
火箭发动机中的自由热气流温度可达到3300℃,目前能可重复利用的火箭发动机部件(燃烧室、喷嘴等)主要为金属材质,需要由燃料在燃烧室路径上不断进行冷却。然而,目前对发动机的推重比要求越来越高,需求也在不断增长,CMCs是一个很有吸引力的候选材料。图5为商业化带有内部冷却通道的CMC火箭发动机喷嘴。在这种环境下,ICTSs由于可以对充分致密的3D C/SiC CMC导管进行排列(图5c),在制造更轻火箭发动机方面拥有很大优势。导管整齐地编织在一起(图5b),基体浸渍后,无冷却剂渗透的导管可以承受高应力以及极端的温度梯度(>1700℃?mm-1)。以上可再生冷却的管状ICTS已在实验室测试成功,不过ICTS基的火箭发动机仍处于试验中。改良的加工工艺、表征手段、测试、模化能力都需要提高,也需要更高的热强度、抗基体破裂性、热导率以及承温能力的新型复合材料,来扩展设计空间, ICTS基火箭发动机才可能早日投入飞行使用。
展望
材料仍然是实现航天梦的最大瓶颈,不过也为新材料出现、设计和制造创新带来了机遇。在实现航空设想上,先进结构陶瓷无疑扮演了一个重要的角色。而大多数情况下,直接用CMC代替目前的推进系统中的金属组件并不能充分利用先进陶瓷的潜能。
因此,以下几点需要做考虑:第一,对整体系统重新设计是很有必要,这就需要充分了解和明确系统整体组件的固有性能以及功能需求。第二,进行分层结构的组分设计,增加多重长度范围内的体系复杂性也很有必要,这包括组分陶瓷以及整体。第三,现有的材料并不能满足整体需要的性能,新型陶瓷组成体系有待加速开发;第四,加工制造仍然是个挑战,不过也留下了广阔的创新空间;第五,目前大量的实际发动机环境下的成分标准测试花费巨大,还需要开发一些可靠的能够描述组成陶瓷、整体效果乃至部件的多尺度(长度/时间)物理和机械行为模型;第六,就需要进行复杂的非原位、原位及现场原位的多尺度表征,组分陶瓷、整体及部件的典型多尺度测试,以便验证上述模型。
不过,目前缺少可替代的对特定成分标准的实验论证,能够使系统设计人员充分了解先进结构陶瓷工作中的各项性能,以及带来一种文化的转变。以上这种集成的设计——模化——试验——制造方法,横跨陶瓷——整体——组件——系统四个层级,融合了材料整合计算工程、材料基因组计划范式。先进结构陶瓷正在一步步重塑航天(航空)动力的未来,而这需要加速发展上述范式,尤其要充分利用其潜在的优势。
更多关于材料方面、材料腐蚀控制、材料科普等等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网http://www.ecorr.org
责任编辑:庞雪洁
《中国腐蚀与防护网电子期刊》征订启事
投稿联系:编辑部
电话:010-62313558-806
邮箱:ecorr_org@163.com
中国腐蚀与防护网官方 QQ群:140808414
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8125

腐蚀与“海上丝绸之路”
点击数:6461