
利用电镀技术修复零件表面
2017-01-23 17:29:51
作者:本网整理 来源:机械加工在线
分享至:


无论是军用还是民用的机电装备,在错综复杂的环境中 运行,都不可避免的会遇到各种各样的损伤。在自然运行条件 下,摩擦损伤是最为常见的一种损伤形式。它实质上是指零件 表面在互相接触运动的状态下,由于摩擦等因素引起金属小 颗粒逐渐从表面脱落,并造成零件表面材料不断流失,从而导 致其失去正常效能的一种破坏现象。依据摩擦损伤的具体状 况和现象,又可将其分为粘着磨损、磨料磨损、接触疲劳磨损、 腐蚀磨损、微动磨损、高温氧化磨损以及冲蚀磨损等形式。对 于这一类失效零件,可以考虑在磨损零件表面镀上一层耐磨 合金,恢复零件的尺寸精度和几何形状精度,使零件获得第二 次甚至第三次生命。
一、表面损伤修复的基本途径
一般来讲,零件表面损伤修复的基本途径,主要分为两个 阶段:一是零件受损表面的修复,二是受损表面尺寸和几何形 状精度的修复。
以电镀技术为基础的镀层获得方法,是修复零件表面最 为有效的手段。电镀是指在含有欲镀金属的盐类溶液中,在直 流电的作用下,以被镀基体金属为阴极,以欲镀金属或其他惰 性导体为阳极,通过电解作用,在基体表面上获得结合牢固的 金属膜的表面工程技术。电镀能够改善基体材料的外观,赋予 材料表面的各种物理化学性能,如耐腐蚀性、装饰性、耐磨性、 钎焊性以及导电、磁、光学性能等,具有工艺设备简单、操作方 便、加工成本低、操作温度低等特点,是表面工程技术中最常 用的方法之一。

其工作原理如图1所示。
电刷镀技术,是在普通镀槽电镀技术的基础上发展起来 的一种新型表面工程技术。它采用专门研制的系列电刷镀溶 液、各种形式的镀笔和阳极,以及专用的直流电源,依靠包裹 着的浸满溶液的阳极镀笔,在接阴极工件表面擦拭,使得溶液 中的金属离子在零件表面与阳极接触的各点上发生放电结 晶,从而获得镀层的表面加工方法。
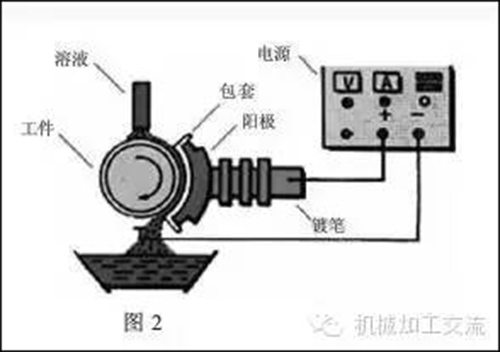
其工作原理如图2所示。
二、磨损主轴的损伤分析

图3为待修的KD-805数控车编程机床。该机床工作时 出现如下状况:
(1)噪声大;
(2)用卡盘夹持毛坯进行车削加工时,出现较明显颤动。 鉴于以上现象,首先分析为主轴磨损或主轴配合轴承磨 损或变形,决定对该机床进行拆卸,以便进一步观察,做出维 修处理。拆卸主轴箱各零件,通过观察和测量后发现,除主轴 发生摩擦损伤外,其他零件均无损伤失效现象。对于数控车床 而言,主轴是一个简单但受力很复杂的关键性零件。首先,主 轴工作中要承受弯曲、扭转等应力的综合作用,要承受冲击振 动,旋转摩擦副还要承受不断的摩擦作用,并且主轴与轴承和 皮带轮配合的轴颈尺寸偏小,因此导致其配合接触面磨损严 重。其次,由于主轴与轴承配合为过盈配合,其配合表面不断 受到摩擦力的作用,所以在使用过程中发生自然磨损。另外, 在正常工作条件下,有时也由于受周围环境温度或介质的作 用,使机件的金属表面逐渐产生磨损,而这种自然磨损是不可 避免的正常现象。
出现磨损后的工作面,不可能达到绝对的平整光滑,而是 存在一些微观凸凹,所以轴与轴承的工作面互相接触时,其实 际接触面积将远远小于其名义接触面积,这表明实际接触面 积仅为局部的点接触。由于上述原因,两表面相互接触时,其 微观凸凹不平的地方必然会产生相互啮合(嵌入)的现象。而 且由于实际接触面积小,所以在接触紧密的地方,其接触应力 (或称压强)就非常大,使受力面的受力方向更加复杂,磨损的 速度加快。随着磨损的加重,主轴转动时伴随较明显振颤,较 长的工作时间和较大的工作量,导致磨痕逐渐加深,振颤更加 严重,表现在噪声大,加工出的零件偏差满足不了制造要求, 影响了正常的使用。
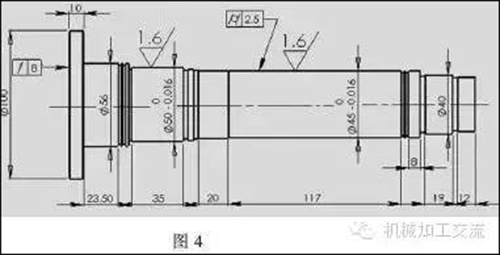
图4为用Solid Works 2006建模生成的该主轴零件图。主 轴材质为45号钢,总长274 mm,与轴承配合面直径为45 mm。因长期使用,连接皮带端与轴承配合的工作面出现严重 磨损(如图5所示)。推测配合轴颈尺寸应该为Φ45h6,上偏差 为0,下偏差为-0.016 mm。一般情况下,当主轴的轴颈不圆度 或不柱度大于0.0125 mm,直径超差0.013~0.015 mm时,就 应对其进行修复。而上述指标的平均超差达0.015~0.025 mm,并且其工作性能恶化,转动时有较严重振颤,影响正常工 作使用,需要进行及时修复。
三、磨损主轴的修复过程
机床主轴出现的上述损伤,有多种修复方案可供选择,如 电镀、电刷镀后进行磨削加工等。但根据数种修复方案的比 较,结合本单位的维修条件,最后选择通过电镀工艺接近并超 过原来尺寸,再经磨削加工到原有尺寸,并达到要求公差的方 案。实践证明,修复效果很好。
维修工艺流程制定及维修操作分为电镀和磨削两个步骤 进行。
1、主轴的电镀工艺
主轴的电镀工艺流程及操作过程如下:
(1)对主轴进行退铬处理,然后进行修磨,处理后最小尺 寸准44.8 mm;
(2)对主轴进行低温去应力回火处理,回火温度190±10 ℃≥4h;
(3)对主轴镀铬,然后进行除氢、磷化和二次除氢处理;
(4)将主轴磨至尺寸准45.026 mm;
(5)再次进行低温去应力回火处理;回火温度(190± 10)℃≥4h。
2、主轴电镀后的磨削工艺
电镀后的主轴表面如图6所示。由于对主轴进行电镀后 磨损面的尺寸变为准45.026 mm,所以要镀后进行磨削加工, 以保证其尺寸满足要求,与轴承配合良好。
电镀后,对主轴进行磨削加工,其操作过程如下:
(1)用双顶尖装夹,将主轴装夹在磨床上;
(2)对装夹主轴进行反复校正,确保消除回转跳动和端面 跳动;
(3)磨削加工至合理尺寸。
磨削加工后,测量修复后的主轴受损外圆面尺寸为 准44.985 mm,而上文提到的该轴轴径的偏差范围是:上偏差为 0,下偏差为-0.016mm。所以磨削加工达到轴承配合公差要 求。最后将主轴进行装配,并对机床进行清理,通电。对修复后 的主轴进行较正,结果符合要求。用该机床低速车削一个毛坯 后,没有发生前文提到的现象,修复效果良好。
四、结束语
装备在运行过程中的损伤,是不可避免的,通过有效的技 术手段和合理的工艺过程,使损伤得以修复,使其战斗力或生 产力得以恢复,具有非常重要的军事价值和现实意义。在国 外,发达国家都非常重视维修技术的发展,并设有专职的维修 管理机构。我国机械设备维修研究和应用,直到上世纪70年 代初才进入到一个较快的发展时期。
利用电镀技术修复零件表面,恢复零件的使用功能,是机 械维修方法中较为经济而且非常有效的手段之一,必将在机械 维修与再制造领域得到快速发展与普及,并逐步实现镀层尺寸 的可控性、电(刷)镀专用机床的自动化、电镀技术与其他表面 工程技术(特别是高能束流加工技术,如激光束、离子束等)的复 合等,让这种表面工程更加具有现实意义以及实用价值。
更多关于材料方面、材料腐蚀控制、材料科普等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网http://www.ecorr.org
责任编辑:庞雪洁
投稿联系:编辑部
电话:010-62313558-806
中国腐蚀与防护网官方 QQ群:140808414
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8125

腐蚀与“海上丝绸之路”
点击数:6461