
复合材料风扇叶片为何成为商用发动机的不二之选
2017-02-16 12:24:08
作者:刘强 来源:航空制造网
分享至:


导读
复合材料风扇叶片已成为商用大涵道比发动机的发展趋势,复合材料风扇叶片已应用于B777、B787等多个民机型号,并即将在C919、A320neo、A350、B737MAX、B777-X等先进机型上应用,复合材料风扇叶片的成型技术已呈现出自动化、多样化和高效化的趋势。
进入21世纪以来,随着A380、B787等大型商用飞机的使用,大飞机的研制越来越受到世界各国的重视,并逐渐成为国家综合国力的象征。大涵道比涡扇发动机是大型飞机的核心部分,是决定大型飞机研制能否成功的关键。复合材料具有金属材料无法比拟的低密度、高比强度和高比刚度,为了达到发动机的高推重比、低耗油率、低噪声、低维修成本的需要,世界各主要发动机厂商都在大力推广复合材料在大涵道比涡扇发动机上的使用。
风扇叶片是现代商用飞机发动机最重要的部件之一,据统计,风扇段质量约占发动机总质量的30%~35%,降低风扇段质量是降低发动机质量和提高发动机效率的关键手段,采用更大、更轻的风扇叶片已成为发动机的发展趋势。风扇叶片每减重1kg,风扇机匣和传动系统也相应减少1kg,同时发动机结构和飞机的机翼/机身结构也分别减重0.5kg,这种由于风扇结构减重带来的叠代效应对飞机的减重非常重要。此外,大涵道比涡扇发动机的主要推力来自流经外涵道的冷空气,要满足较大的涵道比,必须采用较大尺寸的风扇。因此,采用复合材料风扇叶片是实现发动机更高涵道比和减重的唯一途径。
与钛合金叶片相比,复合材料风扇叶片具有重量轻、高效率、低噪声的特点,叶片数少,具有更优异的抗颤震性能和损伤容限能力,抗鸟撞性能也能满足适航需求。以同时为波音787飞机开发的GEnx发动机和瑞达1000发动机为例,采用复合材料风扇叶片的GEnx发动机叶片数更少,质量更轻,燃油效率更高,如图1所示。

复合材料风扇叶片在商用涡扇发动机上的应用现状
目前,国外已进行商业化应用的复合材料风扇叶片的主要代表为B777 配套的GE90系列发动机及为B787配套的GEnx发动机;即将进行商用化应用的复合材料风扇叶片的代表为中国商飞C919、美国波音公司B737max、欧洲空中客车A320neo配套的LEAP-X发动机及为B787-9、A350配套的TRENT1000、TRENT-XWB等发动机。
其中,GE90、GEnx、TRENT1000、TRENT-XWB发动机具有较大的推力,主要为双通道商用客机提供飞行动力,风扇叶片尺寸较大。而最新开发的LEAP-X发动机推力较小,主要为单通道商用客机提供飞行动力,因此风扇叶片的尺寸也小于GE90、GEnx等发动机的风扇叶片。
值得注意的是,国外最先采用复合材料风扇叶片的并不是匹配单通道客机的具有较小直径风扇叶片的商用涡扇发动机(如CFM56、V2500等),而是匹配B777级别双通道客机的具有较大直径风扇叶片的GE90商用涡扇发动机。其原因为:较小尺寸风扇叶片的刚性过强而无法产生足够的弹性变形,通过预浸料叠层/模压成型工艺研制的小尺寸全复合材料风扇叶片在当时无法通过抗外物冲击试验(简称FOD试验);而较大尺寸的风扇叶片能够产生足够的弹性变形吸收冲击能量,同时结合边缘缝合技术及钛合金包边技术,抑制冲击带来的边缘分层,最终通过了FOD试验得到了商业化应用。直到2012年,采用3DWOVEN编织结构/RTM工艺成型的LEAP-X发动机复合材料风扇叶片问世才解决了这个技术问题。
因此,从制造技术上可对以上发动机复合材料风扇叶片加以区分:其中GE90、GEnx、TRENT1000及TRENTXWB发动机复合材料风扇叶片采用了预浸料/模压技术成型,可归为第2~第3代复合材料风扇叶片制造技术;而LEAP-X发动机复合材料风扇叶片采用了3D-WOVEN/RTM技术成型,可归为第4代复合材料风扇叶片制造技术。
预浸料/模压成型复合材料风扇叶片
采用预浸料/模压成型复合材料风扇叶片的代表主要有美国GE公司的GE90、GEnx发动机复合材料风扇叶片及罗-罗公司和GKN公司正在联合为遄达系列发动机开发的复合材料风扇叶片。
GE90复合材料风扇叶片:GE90是美国GE公司于20世纪90年代为双发大型客机B777开发的特大流量比、特大推力的涡扇发动机,是国外最早采用复合材料风扇叶片设计的商业化发动机之一,见图2。
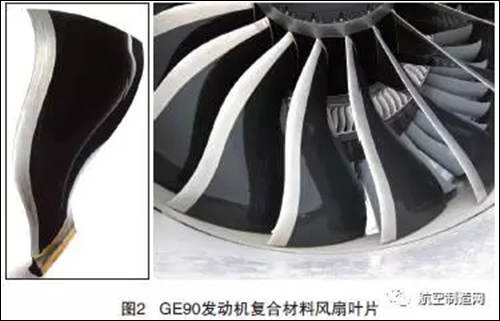
该叶片采用了预浸料/模压成型的掠形大流量宽弦复合材料结构,综合考虑了空气动力学、航空力学、低周疲劳循环和高周疲劳循环等因素。GE90的复合材料风扇叶片高1.219m,叶根宽0.304m,弦长0.61m,风扇转子φ3242mm,风扇叶尖速度为360~390m/s。该叶片由400层IM7/8551-7的碳纤维/增韧环氧预浸料制成,其外形从叶根至叶尖逐渐减薄。在叶身的压力面上,涂有聚氨酯防腐蚀涂层,叶背上涂有一般的聚氨酯涂层,为了提高叶片的抗鸟撞能力,在前缘增加了钛合金包边;为了避免在工作中出现复合材料的分层,在叶尖和后缘处采用了Kevlar纤维进行缝合。叶片根部为三角形燕尾形榫头,榫头承受压力的表面上涂有低摩擦系数的耐磨材料。
GE90采用了22片复合材料风扇叶片的总质量为349kg,约占发动机总质量的8%,与钛合金空心叶片相比,质量轻66%,强度提高100%。经过十余年的运行,GE90复合材料发动机叶片已累计飞行1000万h以上,仅有3片复合材料风扇叶片被更换,GE90发动机的成功应用,证明了复合材料风扇叶片适用于具有严格要求的商业飞行的需要。
GEnx复合材料风扇叶片:GEnx发动机是美国GE公司2002年为B787和B747-8等飞机开发的新一代涡扇发动机,在材料和模压成型工艺不变的情况下,优化了GE90的复合材料叶片结构设计,见图3。
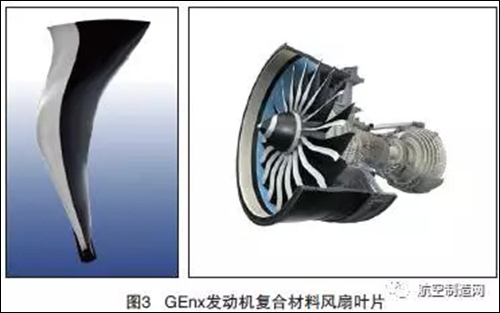
GEnx发动机风扇叶片采用了GE公司的第3代复合材料,外形(掠形)基本同于GE90-115B发动机,采用新一代三元流技术设计,叶片数由GE90的22片减为18片,减轻了质量。叶片的前缘与尖部采用了钛合金护套。在叶片榫根处,采用了特氟隆耐磨衬垫,因而叶片装进燕尾槽中后无需加润滑剂,正常的维护仅需要目视检查。

3)罗-罗公司复合材料风扇叶片。随着复合材料风扇叶片技术的不断进步,英国罗-罗公司目前正在将目光从在其涡扇发动机上长期应用的钛合金空心风扇叶片移开,转而研制碳纤维增强复合材料风扇叶片。该公司与吉凯恩集团(GKN)一起开发一种跟钛合金叶片一样薄的碳纤维风扇叶片试验件,见图4,并满足在鲁棒性、制造成本以及产量可扩缩性等其他方面的标准。这种碳纤维风扇叶片已经完成了包括叶片飞出、鸟撞试验在内的地面试验,并即将于2013年第2季度在TRENT1000发动机上开始飞行测试,并可望在2020年前应用于TRENT-XWB之后的下一型新发动机。
3D WOVEN/RTM成型复合材料风扇叶片
由于中等推力发动机对更小、更轻的风扇叶片提出了更高的强度要求,作为GE公司在CFM国际公司的合伙人,Snecma公司将采用新的碳纤维增强复合材料结构制造工艺用于CFM56系列的下一代继任发动机——LEAP-X。与GE90和GEnx风扇叶片采用铺设多层预浸碳纤维薄层的方式不同,Snecma公司采用树脂传递模塑成型(RTM)工艺来制造LEAP发动机的风扇叶片,其中在树脂注入和叶片高压成型前将碳纤维编制成3-D WOVEN结构,见图5。

LEAP-X发动机风扇叶片采用了法国Snecma公司的专利3-D WOVEN/RTM技术成型,也是世界上首个通过FOD试验的中小推力涡扇发动机复合材料风扇叶片。Snecma公司为该复合材料风扇叶片申请了数个专利,主要包含3-D WOVEN预制体编织技术、3-D WOVEN复合材料叶片预成型技术、RTM成型技术、预制体切割技术等。
在制造方面,Snecma公司委托Albany Engineered Composites(简称AEC 公司)完成三维编织预制体的制备和整个复合材料风扇叶片的制造,由于自动化程度高,叶片制造的全过程仅需24h即可完成。
与CFM公司同等推力水平的采用更多金属结构的CFM56发动机相比,采用3-D WOVEN/RTM技术成型的LEAP发动机重量降低了1000磅(1 磅≈0.45kg)以上,燃油效率提高16%,NOX排放量低60%,噪声水平低10~15dB,而可靠性维持CFM56的水平。与同样采用复合材料风扇叶片设计的GE90发动机相比,3-D WOVEN/RTM成型的发动机叶盘直径减少了50inch(1inch=2.54cm)以上,但具有与之相当的抗鸟撞能力。
目前,LEAP-X发动机已被中国商飞C919、B737max、A320neo这3种双发单通道旅客机选中。LEAP-X全尺寸整机试验于2013初进行,随后将进行飞行试验,计划于2016年取得适航证。
复合材料风扇叶片核心制造技术
复合材料风扇叶片的核心制造技术主要包括预制体制备技术、高韧性材料体系和成型技术等。
复合材料风扇叶片预制体制备技术
预制体制备技术是复合材料风扇叶片制造的核心技术之一。根据发动机的推力和适用性的不同,国外采用了2种不同的复合材料风扇叶片预制体制备技术。其中适用于B777、B787、A350等双通道客机且具有较大推力和较大叶盘直径的GE90、GEnx、瑞达1000和瑞达XWB涡扇发动机风扇叶片预制体使用了IM7/8551-7及IM7/M91预浸料并利用激光定位手工/自动化成型技术制备;而最新开发的适用于B737、A320、C919等单通道客机,具有较小推力的LEAP-X涡扇发动机风扇叶片预制体采用了预浸渍IM7碳纤维和3D-WOVEN/RTM自动化技术成型。
根据相关资料显示,GKN公司在GE90发动机风扇叶片研制过程中开发了自动化丝束铺放设备(简称AFP)以帮助GE90复合材料风扇叶片预制体实现自动化成型,由于当时技术成熟度的问题,最终GE公司未采用AFP技术进行风扇叶片预制体的制造,而仍然采用激光定位辅助+人手工铺叠的技术;而随着AFP技术的进步,罗-罗公司在研制瑞达系列发动机复合材料风扇叶片中采用了GKN公司的新型AFP自动化纤维丝束铺放设备,实现了复合材料风扇叶片预制体的自动化成型,并采用了超声刀进行了预制体切割。
在LEAP-X发动机风扇叶片成型过程中,Snecma公司首次提出了无余量预制体成型技术、预制体预变形技术以及高度自动化的预制体制备技术。
Snecma 公司3DW/RTM成型风扇叶片预制体主要的技术优点有:1)全三维编织结构的预制体,叶片的顶部可以更薄,根部可以更厚,这种设计降低了传统二维风扇叶片的分层缺陷产生的可能性;2)采用了经纱连续的变截面成型技术,较经纱中断的三维编织结构具有更好的承载能力;3)针对涡扇发动机叶片受力环境优化的三维编织结构;4)采用了预浸渍的纤维束编织,维型性更佳;5)在预制体中增加了可视定位线设计,可对三维预制体编织、预成型、预压实、合模等全程进行外形尺寸跟踪;6)预制体编织完成后采用高压水设备无余量一次切割到位。
复合材料风扇叶片高韧性材料体系
国外适用于复合材料风扇叶片的材料体系见表1。

从表1可知,国外复合材料风扇叶片的增强材料均选用了T800级碳纤维,基体树脂选择了环氧树脂体系。其中,GE公司选用了Hexcel公司的IM7/8551-7预浸料,而罗-罗公司选用了Hexcel公司的可适用于AFP技术的IM7/M91预浸料。由于风扇叶片的使用温度不高,高温环氧树脂即可满足其使用温度要求,材料的主要性能指标为高韧性和湿热环境的性能保持率。在考核材料韧性的关键指标开孔压缩性能及冲击后压缩强度(CAI)上,IM7/8551-7的开孔压缩强度可达290MPa(常温干态),255MPa(82℃湿态),性能保持率达88%; IM7/M91的开孔压缩强度为315MPa(常温干态),CAI值更高达350MPa,以上数据表明材料的高韧性和高性能保持率是复合材料风扇叶片材料的关键技术指标要求。
由于Snecma公司未公布3D-WOVEN材料的相关性能,故无法从数据上进行直观对比判断。但从国外公开的相关资料可知,采用3DWOVEN/RTM成型的复合材料风扇叶片通过了与GE90同级别的抗鸟撞试验(8磅鸟撞)。考虑在相同冲击能量下小尺寸叶片需要更高的抗损伤容限能力和韧性需求,可以推测采用Snecma公司采用3D-WOVEN/RTM成型的复合材料相关韧性性能不亚于甚至超过IM7/8551-7及IM7/M91预浸料的韧性性能。
复合材料风扇叶片成型技术
国外目前主流的复合材料风扇叶片成型技术主要包含模压及RTM 注射成型,分别对应的发动机及机型见表2。

从表2可知,根据发动机的推力和适用性的不同,国外采用了两种不同的复合材料风扇叶片成型技术。虽然技术上有所区别,但模压及RTM技术(可等效为液体模压技术)可统称为复合材料闭模成型技术。由于涡扇发动机风扇叶片双曲面、大扭转、变截面的结构形式极为复杂,采用常规的热压罐成型技术无法充分保证成型后零件的尺寸精度,而闭模成型技术可实现零件高精度成型,同时零件的质量一致性好的特点刚好能够满足涡扇发动机对风扇叶片极高的质量要求。故闭模成型技术已成为复合材料风扇叶片的最主流成型技术,如GKN公司模压成型罗-罗公司的叶片以及Snecma公司利用RTM工艺制造LEAP-X发动机叶片。
随着技术的发展和进步,国外出现了采用复合材料材质的模具替代金属成型模具的趋势,其优点为采用复合材料材质加工制造的模具的热膨胀系数与复合材料零件的热膨胀系数基本一致,成型的零件具有更高的尺寸精度。如GE90-94、GE90-115B、GEnx-1B、GEnx-2B复合材料风扇叶片均采用了HEXCEL公司的HexTOOL?M61制造了复合材料材质的模具替代了金属模具,见图6。

根据国外相关报道,LEAP-X 发动机的生产厂商CFM(Snecma与GE公司共同控股公司)也准备选用HEXCEL公司的HexTOOL? 材料进行模具的加工。
在钛合金包边成型技术方面,GE公司直接采用了数控机床加工的方式进行了GE90、GEnx复合材料风扇叶片钛合金包边的加工。
此外,大量的模拟技术也应用于复合材料风扇叶片的成型技术中,如法国ESI-ATE集团针对模压技术和RTM技术分别开发了PAM-FORM及PAM-RTM模拟软件,可采用计算机仿真的手段模拟在模压成型工艺中的预制体纤维角度的变化以及对最终零件的变形影响,也可在RTM工艺中模拟纤维渗透率、树脂流动、固化速率等多个工艺参数的变化对零件最终成型质量的影响。合理采用模拟技术可以在成型工艺技术研究的前期对成型技术进行方向性的指导,降低成本、缩短研制周期、规避研制风险。
总结
随着技术的进步,复合材料风扇叶片已经被越来越多的商用发动机所采用,而制造过程的自动化、高效率,材料的高性能,成型工艺的高精度、高可靠性和一致性是复合材料风扇叶片制造技术的发展方向。随着我国自主设计的大型民用客机C919开始研发,其对商用发动机的需求为我国的复合材料风扇叶片制造技术的发展提供了良好的机遇,虽然我国的复合材料风扇叶片制造技术尚处于技术积累阶段,但终有一天,我国的商用大飞机终能采用自主研发的涡扇发动机飞上蓝天。
更多关于材料方面、材料腐蚀控制、材料科普等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网http://www.ecorr.org
责任编辑:王元
投稿联系:编辑部
电话:010-62313558-806
中国腐蚀与防护网官方 QQ群:140808414
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8125

腐蚀与“海上丝绸之路”
点击数:6461