
镁合金材料热处理的质量检测及缺陷分析
2017-03-15 13:30:37
作者:本网整理 来源:材料科学与工程
分享至:


镁合金材料热处理质量的检测
(1)硬度试验
硬度试验具有速度快、操作简单、可以在热处理工件上直接进行而无需专门制备试样等优点。其中最常用的是布氏和洛氏硬度试验,但是对于薄截面镁合金工件,有时也采用洛氏表面硬度试验。晶粒较大、硬度较低的镁合金宜采用布氏硬度计测定硬度,以获得最佳试验结果。镁合金的强度通常随硬度的增加而提高,然而由于与硬度对应的强度指标很分散,因此不能用硬度计算强度,所测得的硬度值仅仅作为评定镁合金热处理质量的参考。
(2)拉伸试验
拉伸试验能更准确地衡量镁合金的热处理质量,但是试验时需要专门拉伸试样。虽然镁合金铸件经过机加工后得到的试样更能代表铸件的真实性能,但是一般采用单独铸造后不经机加工的试样。通常按照ASTM标准进行试验,以保证试验结果的一致性。
(3)显微组织检查
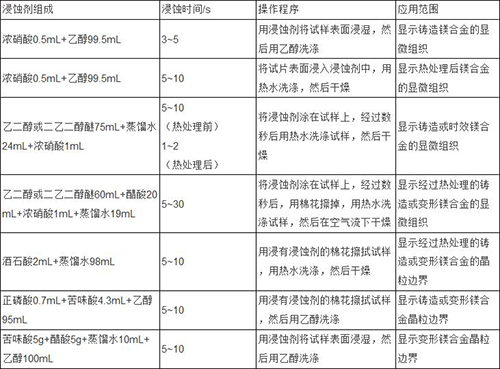
热处理态镁合金制成金相试样后检查显微组织,并与标准的组织照片比较,可以衡量镁合金的热处理质量。检查内容主要包括:铸造合金中的粗大化合物、铸造合金经过不适当固溶处理后的孔隙和熔孔、铸造和变形合金的晶粒度,以及挤压、锻造或轧制合金中的粗大化合物。
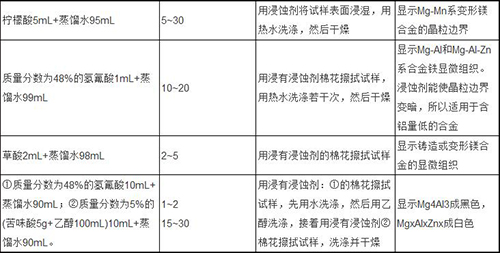
显示镁合金金相显微组织所用的浸蚀剂见下表。
(1)氧化
如果镁合金工件进行热处理时没有使用保护气体,则会发生局部氧化甚至在炉火内起火燃烧。通常向热处理炉内通入(0.5~1.5)Vol.%SO2或(3~5)Vol.%CO2,或含(0.5~1.5)Vol.%SF6的CO2保护气体,或惰性气体来避免镁合金工件的氧化。惰性气体由于成本过高而较少应用。此外,需要保证炉膛的清洁、干燥和密封。
(2)过烧
加热速度太快、加热温度超过了合金的固溶处理温度极限,以及合金中存在较多的低熔点物质时,镁合金工件容易出现过烧现象。通常采用分段加热或从260℃升温至固溶处理温度的时间要大于2h,并将炉温波动控制在±5℃范围以内,以及降低锌含量至规定的下限等方法来避免镁合金工件的过烧。
(3)弯曲与变形
热处理过程中没有使用夹具或支架、工件缺少支撑以及热量分布不均匀等都会导致镁合金工件弯曲和变形。为了减小或消除镁合金工件的弯曲与变形,需要对以下几个方面加以注意。对于截面薄、跨度长的工件需要支撑;对于形状复杂的工件应使用夹具或成形支架等;对于壁厚不均匀的工件将薄壁部分用石棉包扎起来。同时,需要合理放置炉内工件以保证炉内气氛的良好循环和热量的均匀分布。通过退火处理可以消除铸件中的残余应力。此外,在热处理过程中加热速度要保持适中。
(4)晶粒异常长大
逐层凝固时使用冷铁,导致局部冷却太快,如果随后热处理时没有预先消除内应力则容易导致镁合金出现晶粒异常长大现象。热处理前进行消除应力处理、铸造时注意选择适当的冷铁以及固溶处理时采用间断加热法可以有效避免镁合金晶粒的异常长大。
(5)性能不均匀
炉温不均匀、炉内热循环不充分或者炉温控制不精确、厚截面工件的固溶处理时间不够和工件冷却速度不均匀等是导致镁合金工件性能不均匀的主要原因。防止镁合金性能不均匀的主要措施有:用标准热电偶校对炉温;控制炉温的热电偶要放在炉温要求均匀的地方;装炉时必须保证炉内充分的热循环;定期检查加热炉的控温装置以确保其工作正常;对于厚截面工件适当延长固溶处理时间,以获得完全均匀一致的组织;必要时进行二次热处理。
更多关于材料方面、材料腐蚀控制、材料科普等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网http://www.ecorr.org
责任编辑:庞雪洁
投稿联系:编辑部
电话:010-62313558-806
中国腐蚀与防护网官方 QQ群:140808414
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8125

腐蚀与“海上丝绸之路”
点击数:6461