
特殊结构销轴热处理裂纹出现后,如何处理?
2018-07-10 11:39:13
作者:康秀乐、张坤 来源:《金属加工(热加工)》杂志
分享至:


工程机械用多于建筑、水利、电力、道路、矿山、港口和国防等工程领域,工况复杂,作为联接用销轴零部件,在服役中承受强烈剪切、冲击、弯曲和扭转作用, 同时受到摩擦,除为满足整机及环境应用需要设计复杂结构外,还要进行表面硬化有情特殊热处理的方式保证销轴具有良好的综合性能,本文以推土机履带销轴为例,对生产过程中热处理裂纹问题进行分析。
1.现状描述
因履带一般在使用场所完成最终的装备,生产中将履带连接成闭合环的最后一节履带的销轴称为主销轴,设计中常将主销轴端部形状设计异于普通销轴以便于区分。如图1为某型号主销轴,两端各有一个球窝以其区别于普通销轴,一个敲击台以便于安装,其成品端面形状如图1所示。

图1 主销轴
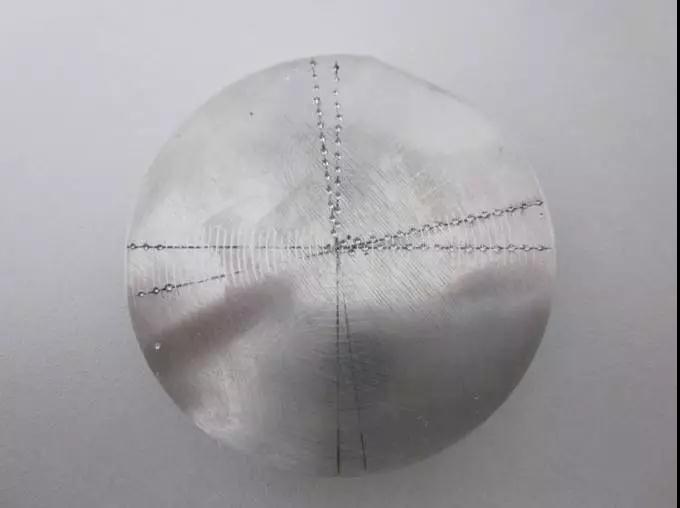
该主销轴工艺流程:下料→车外形→车球窝→车台阶→热处理→磨外圆→车端面。在热处理的淬火工序中,在球窝内侧出现裂纹,部分裂纹贯穿整个球窝,致使球窝从销轴端部处掉落,裂纹形貌如图2所示。

(a)主销轴球窝完全掉落

(b)掉落球窝碎片

(c)球窝内部裂纹形貌
图 2
2.原因分析
针对生产中可能产生裂纹的原因进行分析,分别对原材料,热处理工艺、淬火液、工艺流程合理性进行分析。
(1)原材料分析对原材料的化学成分、非金属夹杂、低倍组织等进行检验,均在技术要求范围内。化学成分如附表所示。
化学成分(质量分数)(%)
|
元素 |
C |
Si |
Mn |
S |
P |
Cr |
B |
|
技术要求 |
0.44~0.48 |
0.15~0.35 |
0.6~0.9 |
≤0.02 |
≤0.015 |
≤0.3 |
0.00015~0.003 |
|
实测 |
0.48 |
0.27 |
0.76 |
0.016 |
0.006 |
0.185 |
0.002 |
(2)淬火工艺及淬火液分析
淬火加热采用的是中频感应加热,横向对比相同规格的普通销轴,在淬火后没有出现裂纹;纵向对比降低和提高加热功率淬火裂纹均存在,因此判断该裂纹与淬火加热功率无直接关系。
分析淬火使用的水温及某溶于水的有机淬火液浓度,工件入水时的水温在技术要求之内且淬火液浓度在技术要求的中线,故淬火裂纹和淬火液亦无直接关系。
通过以上工艺试验及现场工艺参数测试,表明主销轴裂纹与淬火工艺及淬火液均无直接关系。
(3)工艺流程合理性分析
热处理之前端部三维图如图3所示,处理后加工端面时车掉部分端面并加工出台阶后留下一个如图4所示的浅球窝。通过对主销轴工艺流程分析可知,由于球窝的存在以及加工工时产生的刀纹等因素使得球窝处形状复杂、横截面急剧变化、带有尖角沟槽,成为淬火时易产生组织应力集中及热应力集中的区域,易产生裂纹。
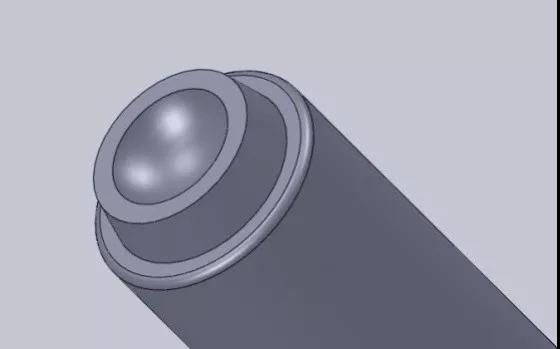
图3 车外形后主销轴端面
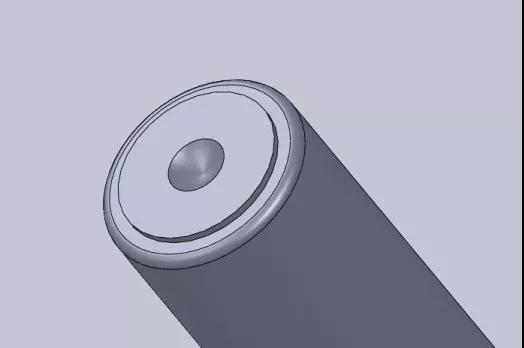
图4 车端面后主销轴端面图
根据淬火时产生应力集中的原理及该型号主销轴的工艺特点,理想的加工流程应为在热处理后再进行端面球窝的机械加工。
3.工艺流程调整方案及可行性分析
调整前后的工艺流程:下料→车外形→热处理→磨外圆→车端面→挖球窝→车台阶。车出外形然后热处理,热处理前主销轴端面三维图如图5所示,热处理后再进行车端面及球窝的加工。
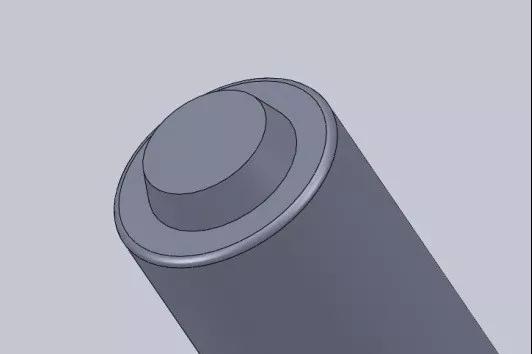
图5 改变工艺流程后热处理前端面三维图
这样轴的端部形状平直,截面均匀,不易产生应力集中。调整工序后,由于在加工球窝前已经热处理,端面硬度会受热影响有所上升,故为验证是否易于加工对热处理后的端面硬度进行检测,其硬度曲线如图6所示,由图可知,在球窝处的硬度受热影响,气硬度在38~43HRC之间,轴表面处硬度较高,因此热处理后可以进行机械加工但是需要使用陶瓷刀片进行加工。
(a)测定热处理后端面截面硬度位置点
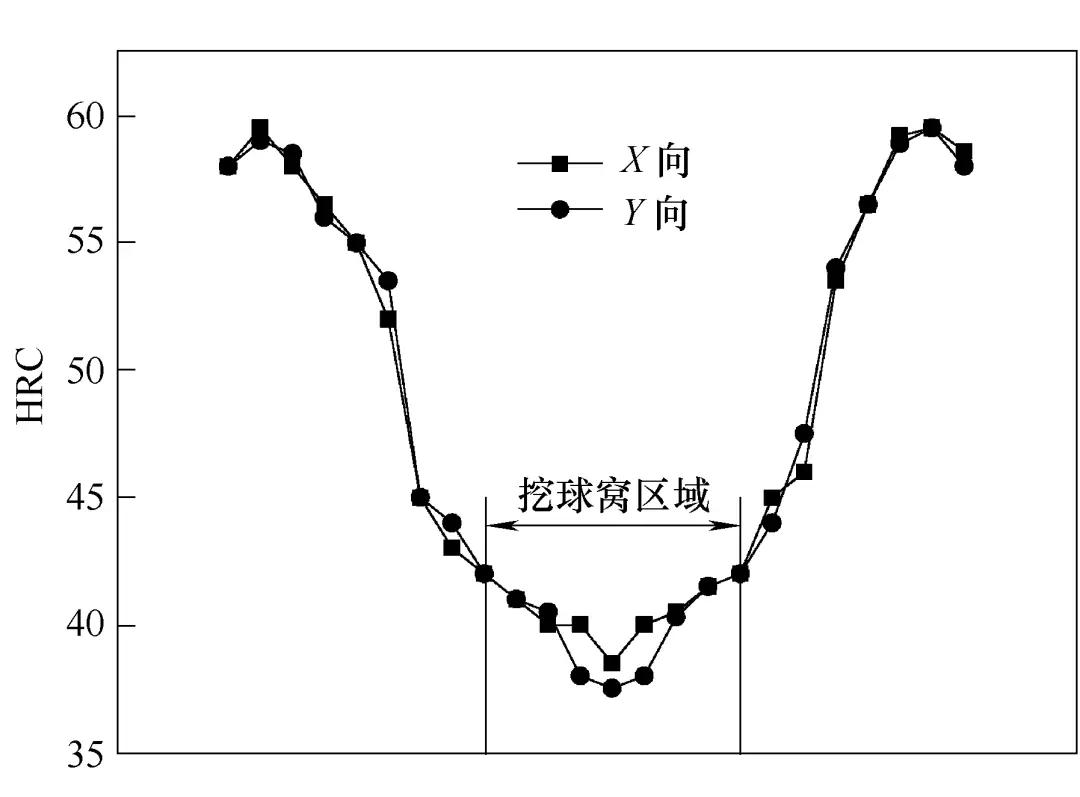
(b)热处理后端面界面硬度曲线
图 6
4.结果及总结
采用新工艺流程生产了7个批次共计3000余件主销轴,没有再出现裂纹现象。说明引起端面裂纹的主要原因是因其结构不合理引起的应力集中,文中采用的调整工艺流程的方法是有效的。
更多关于材料方面、材料腐蚀控制、材料科普等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网http://www.ecorr.org
责任编辑:韩鑫
《中国腐蚀与防护网电子期刊》征订启事
投稿联系:编辑部
电话:010-62313558-806
邮箱:fsfhzy666@163.com
中国腐蚀与防护网官方 QQ群:140808414
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62313558-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:5768

腐蚀与“海上丝绸之路”
点击数:4763