
油气平台立管腐蚀如何防护?注意事项有哪些?
2018-11-29 12:13:12
作者:易桂虎,曼得拉·查汗,李本爱,罗威威,孙璇 来源:《涂层与防护》
分享至:



海上油气田开采出的油气除少数在海上直接装船外运外,多数是通过管道传输至陆上加工并分别输送到用户。随着海洋石油天然气开发的不断深入,海洋管道的作用显得越来越重要。它是通过密闭的管道在海底连续地输送大量油气的管道,是海上油气田开发生产系统的主要组成部分,也是目前最快捷、最安全和经济可靠的海上油气运输方式。而立管是海底管道与油气平台相连接的重要部分,且立管较海底管道平管段更容易发生腐蚀,所以立管的腐蚀防护就显得意义重大。本文以立管陆地建造总装施工为题,对立管防腐保护进行分析,提出合理化建议,以达到提高立管防腐保护质量、减少后期维护成本、提高安全性、可靠性的目的。
立管的防腐设计
立管一般采用涂层与阴极保护联合防腐的设计方法。
涂层
立管的涂层设计按照所处的工况,分为以下几种:
(1)飞溅区
由于飞溅区内干湿交替的环境,以及船舶停靠、海洋漂浮物碰撞等的特殊工况,此部分的立管涂层通常采用氯丁橡胶;氯丁橡胶涂层系统为典型的海洋石油立管飞溅区涂层系统,通常是基于0.5mm熔接环氧粉末(FBE)涂层和12.4mm氯丁橡胶用于抵抗由于船舶及海上漂浮物的机械损伤。
(2)大气区、全浸区
大气区与全浸区的工况较为单一,腐蚀情况好于飞溅区,采用与海管平管段相同的涂装系统。常见的涂层为3层聚乙烯(3LPE)。该系统分为3部分:底层为FBE(熔接环氧粉末),厚度最小为300 μm,起到防腐的作用;中间层为高聚物合成胶层,厚度最小为200 μm,起到中间粘和的作用;表层为聚乙烯层(PE),厚度最小为2 600 μm,起到外观保护的作用。
(3)节点修补
整个立管系统是由数根单根立管组合而成,立管之间互相焊接连接后,需要对焊道位置的涂层进行修补。通常立管节点部分采用三层结构形式的热缩带进行修补。该形式的热缩带一般由厚度最小为150μm的液态环氧漆、厚度最小为1.5mm的高剪切强度热熔胶和厚度最小为1.0mm的辐射交联高密度聚乙烯热收缩基材3部分组成。节点热缩带施工图见图1。
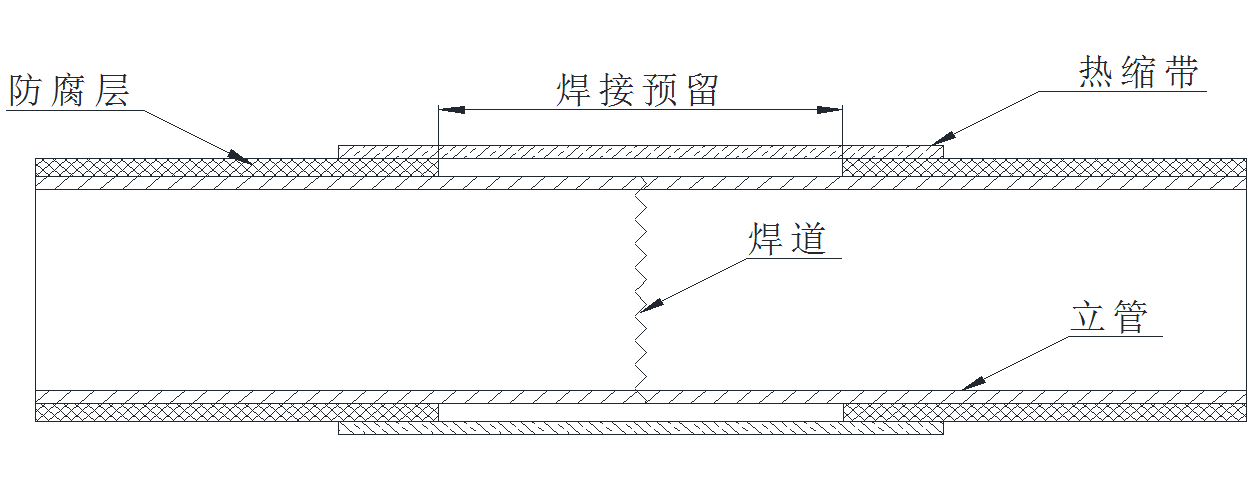
图1 热缩带施工图
阴极保护
立管阴极保护系统中,通常采用铝合金的手镯式阳极。结构形式如图2。
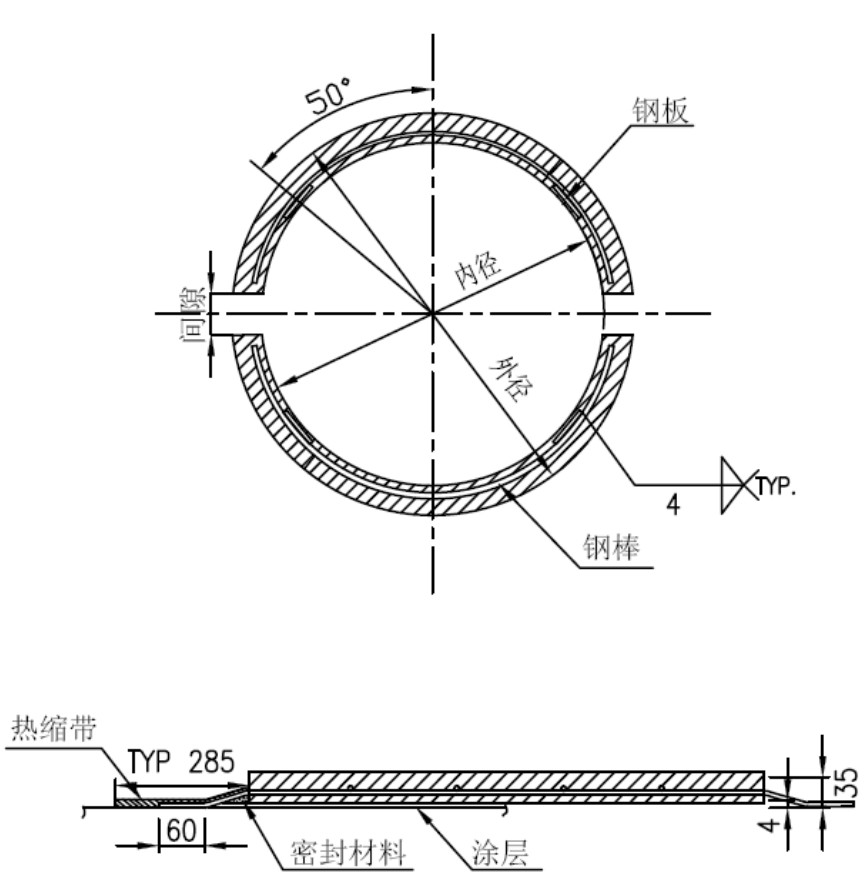
图2 手镯式阳极结构图
牺牲阳极采用的材料主要为铝-锌-铟,阳极一般采用焊接形式安装在海底管线外防腐层表面,焊接处的涂层破损多采用热缩带包覆的方法进行修补,以防止海底管线金属与外界介质直接接触。
导管架总装阶段立管的现场施工
(1)涂层施工
立管主体部分的涂层,通常是在专业的管道涂敷公司完成涂装。在陆地建造时只对立管焊道位置的涂层以及施工过程中的破损进行修补。涂层破损区域常采用玛蹄酯修补。用烤把或热风将玛蹄酯融化,填充到损坏区域,最后用抹刀抹平。
立管焊道位置采用热缩带修补。在表面处理完成后,将双组分环氧底漆混合,均匀涂敷在立管管体上。使用加热设备将涂敷环氧底漆的钢管预热到要求温度后,开始安装热缩带。热缩带安装过程中,需要不断使用火把加热,用辊子将热缩带整平、将气泡赶出,使热缩带牢固结合。施工完成后进行检验和保护。
(2) 阳极施工
立管阳极到货后,现场依据阳极结构图、布置图及实际碰撞情况进行阳极脚焊接位置定位,剥离涂层。待涂层剥离露出立管管体后,进行焊接安装。
阳极安装后,所有涂层破损区域可以用聚乙烯热熔棒/聚乙烯修补片/聚乙烯热缩带修补,修补时应尽可能的靠近阳极一侧端部。
具体安装过程见图3。
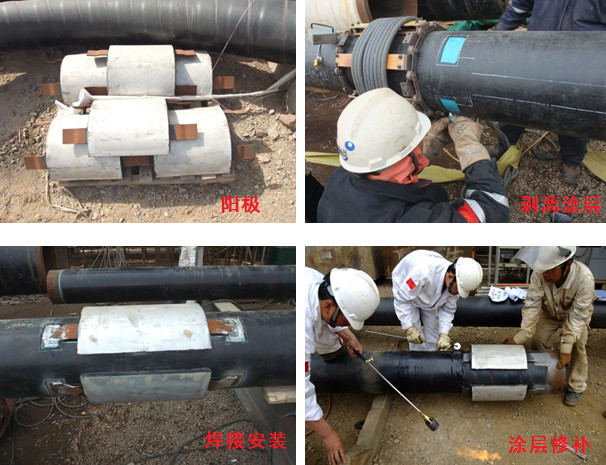
图3 立管阳极安装过程
陆地施工对立管防腐保护的影响因素
(1)现场节点修补
目前立管现场节点修补的施工质量并不乐观,主要表现在以下几个方面:
焊道表面处理问题:无法提供现场喷砂除锈的表面处理设备,多采用动力工具进行替代。导致表面处理等级无法达到热缩带施工要求的Sa2.5等级。
热缩带预热问题:无法提供中频加热设备,多采用烤把进行替代。烤把加热时预热温度没有中频加热设备高,且热缩带受热不均匀,常出现热缩带两侧及底部加热不足的情况。
上述两个问题,容易导致热缩带在服役期间失效,使立管在服役的中后期暴露在腐蚀的风险下。因此立管施工时,应按严格照热缩带施工的技术和质量要求,配备便携式可移动喷砂设备和中频加热设备,将腐蚀风险消除在萌芽阶段。
(2) 涂层破损率
依据DNV-RP-B401,牺牲阳极的需求量取决于阴极保护所需的电流量,而电流需求量等于涂层表面积、涂层破损率和平均电流需求量三者之积。其中,只有涂层破损率是一个变化的值。
设计阶段涂层破损率的取值一般是参照相关标准,但各标准对于立管涂层在预制、安装阶段中引起的破损并没有量化考虑。若实际涂层破损率大于设计的涂层破损率,则实际需求的阳极要比设计的阳极多,会造成服役期内阳极消耗过快,在服役末期阴极保护失效,使立管面临腐蚀的风险。
因此涂层破损率在施工过程中的控制显得尤为重要。合理的施工安排,良好的现场节点施工质量,完善的涂层保护等是降低涂层破损率的有效方法。同时建议对立管预制、安装过程中的涂层破损进行跟踪,这对今后立管阴极保护设计有很重要的参考性。
(3)绝缘法兰
海底管线(含立管部分)的阴极保护与导管架的阴极保护是分别两个独立的阴极保护系统。同时因为海底管线牺牲阳极系统的驱动电位只有0.25V左右,为了避免不同阴极保护系统间的相互影响,隔离不同设施的保护电流,所以在海底管线和陆地管线或平台工艺管线的连接处,都要加装绝缘法兰。
在立管陆地施工过程中,务必要保证绝缘法兰在安装前妥善存贮,在安装时正确施工,在安装后绝缘检验。如果失效,立管与导管架发生电连接,导致阴极保护的范围变大,形成大阴极小阳极的状态。立管阳极将会很快被损耗掉,无法维持设计寿命内的阴极保护作用。
结语
随着海上油气田的逐步开发,海底管道的使用越来越广泛。立管作为海底管道与油气平台连接的重要组成部分,其防腐性能显得尤为重要。这就要求施工人员尤其是项目管理人员,对立管施工应投入更大的精力。制造、预制、安装时应考虑环境与施工因素的有机结合,严把质量关,减少立管服役后不必要的维护。
更多关于材料方面、材料腐蚀控制、材料科普等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网http://www.ecorr.org
责任编辑:韩鑫
《中国腐蚀与防护网电子期刊》征订启事
投稿联系:编辑部
电话:010-62313558-806
邮箱:fsfhzy666@163.com
中国腐蚀与防护网官方 QQ群:140808414
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62313558-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:5768

腐蚀与“海上丝绸之路”
点击数:4763