
黑白蓝绿色彩纷呈的螺钉,其实背后是表面处理工艺与抗腐蚀性的不同。。。
2021-07-14 17:05:21
作者:腐蚀与防护 来源:结构弹设计
分享至:


螺钉在电器产品中体积较小容易被忽视,选型时除规格外主要考虑外观的颜色和抗腐蚀性。现在的小家电中所用到的螺钉因使用环境的不同要比原来的AV类产品抗腐蚀方面要求高一些。
通过近段时间对一些电镀厂的走访,收集了各种不同工艺、不同镀层或涂层厚度、不同规格的螺钉样品,进行了摸底式的中性盐雾实验对比总结,希望对生产小家电所用螺钉的选型作些参考。
螺钉类常用的表面处理工艺有氧化、电泳、电镀、达克罗四类,下面主要以螺钉的表面处理的颜色来分类总结。
1 黑色镀层螺钉
常见黑色螺钉主要用来固定黑色或其它深色电器的底壳或后壳使用,为精简管理机内也多使用同样的黑色螺钉。黑色螺钉主要有氧化黑、黑镍、黑锌和电泳黑等几种工艺。
NO.1 氧化黑

分为常温发黑和高温发黑,以常温发黑为例,其工艺流程为:化学除油—热水洗—冷水洗—除锈酸蚀—清洗—发黑—清洗—过油或过封闭。是在氢氧化钠与亚硝酸钠在大于100℃的高温下形成的一层氧化膜。
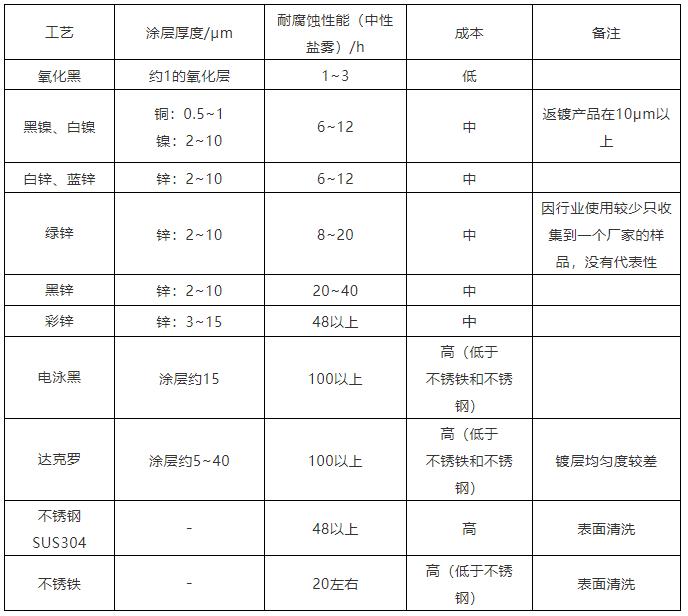
氧化膜的主要成分是四氧化三铁(Fe3O4),膜层均度只有0.6~1.5μm,抗腐蚀性相对较差,在不过油或封闭的情况下中性盐雾只有1~2小时左右,过油后在3~4小时左右。小家电暂没有使用此工艺的螺钉。从外观颜色上区分,氧化黑与黑锌和电泳黑接近,但没有黑锌和电泳黑的颜色亮。
NO.2 电镀
黑色的电镀有黑锌和黑镍两种,其工艺原理基本相同,只是电镀液的配方及后处理用的叻架或钝化液不同。锌的化学性质活泼,在大气中容易氧化变暗,最后产生“白锈”腐蚀,镀锌后经过铬酸盐处理,以便在锌上覆盖一层化学转化膜,使活泼的金属处于钝态,是锌层的钝化处理。钝化膜从外观可分白钝化(白锌)、淡蓝色(蓝锌)、黑色钝化(黑锌)、军绿色钝化(绿锌)等。
01 镀黑锌

电镀工艺为:除油—清洗—弱酸浸蚀—电镀锌—清洗—钝化—清洗—烘干—过叻架;最后的叻架主要是黑油(一种油漆)、天那水、橡胶水按一定的配比配好的,其主要的作用是提高螺钉表面黑色均匀度及亮度,以及提升螺钉的抗腐蚀能力,过叻架后抗中性盐雾能力在20以上,如可过油抗腐蚀能力还可提高。
黑锌螺钉中性盐雾实验为12小时,行业水平相对较高,例行实验中没有出现过不合格现象。从外观区分比黑镍颜色要深,与氧化黑和电泳黑比较接近,其分辨的方法为在白纸上磨几下露出锌的青白色。
02 镀黑镍

电镀工艺为:除油—清洗—弱酸活化—清洗—镀铜底—活化—清洗—电镀黑镍—清洗—钝化—清洗—烘干—过叻架,从黑镍镀液中镀得的黑镍层,大致上含镍40%~60%、锌20%~30%、硫10%~15%、有机物10%左右。
在电镀过程中,硫氰酸离子中的硫转变为硫离子,并与镍生成黑色的硫化镍。工艺中多了镀铜底,主要作用是后工艺中更易镀镍以及可提高螺钉的抗腐蚀性能,一般铜底的厚度在1μm左右,如加大铜底的厚度可以提高抗腐蚀性,但成分就会相应增加。
经对各电镀厂家使用的螺钉进行摸底实验,结果显示其行业水平抗中性盐雾一般在6~12小时,如提高各种电镀中用到的添加剂的配比精度及原料品质可有所提升。镀镍工艺中一般电镀厂家为提高抗腐蚀性都会过油或封闭,而所用螺钉考虑到对塑胶件的腐蚀作用不能使用过油来提高盐雾时间,中性盐雾实验的时间是8小时,例行实验中不稳定,出现过几批例行中性盐雾不合格现象。
从外观上区分因黑镍比其它的黑锌、氧化黑和电泳黑颜色深,很容易区分。
NO.3 电泳黑

采用电化学方法将有机树脂的胶体粒子沉积在零件上,形成各种颜色的有机涂覆层,行业中电泳黑色使用较多,以黑色工艺为例,其电镀过程为:除油—清洗—磷化—电泳漆—烘干。可分为阳极电泳(树脂电离后成负离子)和阴极电泳(树脂电泳后成正离子),与油漆工艺相比施工性能好,对环境的污染和危害性减小,其抗中性盐雾性能在300小时或以上,成本与抗腐蚀性与达克罗工艺相近。
2 白色镀层螺钉
白色镀层的螺钉用到外露的也很多,主要有白镍、白锌及没有表面处理的不锈钢螺钉。
NO.1 白锌

电镀工艺为:除油—清洗—弱酸活化—电镀锌—清洗—白色钝化发—清洗—烘干,与黑锌不同之处是没有过叻架及钝化液的差异,白色钝化是一种无色透明的氧化锌薄膜,几乎不含铬,故耐腐蚀性相对黑锌、蓝锌、彩锌的差一些,行业水准在6~12小时,有些电镀厂家通过提高钝化液的配比精度可做到抗中性盐雾20小时左右。
因镀白锌类表面处理工艺的螺钉做中性盐雾实验最初出现的是表面镀层腐蚀发白,出现生红锈的现象是在40小时左右,所以白锌抗腐蚀能力要好于白镍。外观与白镍相比偏暗,白锌为锌的原色偏青白色,与白镍对比差别较大。
NO.2 白镍

电镀工艺为:除油—清洗—弱酸活化—清洗—镀铜底—活化—清洗—电镀镍—清洗—钝化—清洗—烘干—或封闭,与黑镍工艺基本相同,主要是电镀液的配方不同,少了硫化锌和加入。
镍是银白色微黄的金属,为此得到更好的外观,会加入镀镍的光亮剂。其抗腐蚀性与黑镍差异不大,为6~12小时,一般厂家的工艺也会过油或封闭,如考虑对塑胶件腐蚀的影响来料中应作为重点控制是否过油。
NO.3 不锈钢螺钉

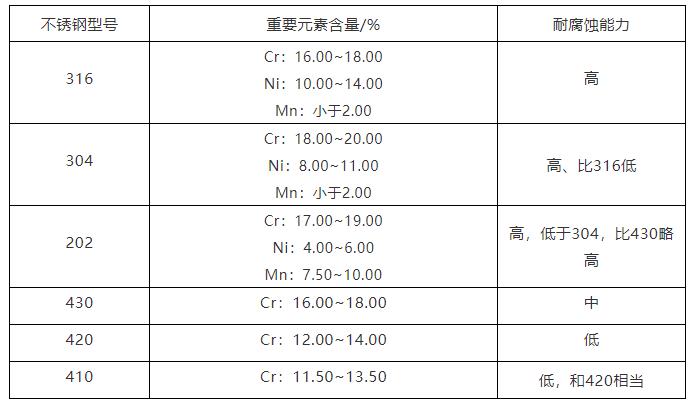
不锈钢螺钉所用材料为SUS304,行业内也有用SUS202或SUS201,还有SUS410(不锈铁螺钉)。不锈钢螺钉是把生产时表面油污清洗掉并形成保护膜,其抗腐蚀性能根据材料的不同有一定差异,其抗中性盐雾SUS304在48~96小时,SUS202做好表面清洗钝化也可抗中性盐雾48小时以上,而我们所说的不锈铁螺钉SUS410抗中性盐在20小时左右,其成本要比所有铁素体加表面处理的螺钉高,所以最好不要选用不锈铁螺钉。
3 其它颜色镀层螺钉
一般只为机内使用,主要有蓝锌、绿锌、彩锌和达克罗等几种,蓝锌和绿锌根据不同需求也经常用于外部,蓝锌行业使用比较多,绿锌较少。
NO.1 蓝锌、绿锌


其工艺与白锌大致相同,蓝锌是钝化后的氧化锌薄膜含有0.5~0.6mg/dm2的三价铬。绿色钝化又叫五酸钝化,能获得厚实的草绿色膜,钝化液中含有磷酸根离子,所得油光草绿色膜是由铬酸盐和磷酸盐复混的、结构很复杂的保护膜。
对于其抗腐蚀能力,蓝锌比白锌好一些,而绿锌又比蓝锌好一些。蓝锌的颜色是微蓝与白锌相对比较接近,行业内使用较多,推荐作为产品设计时的备选工艺螺丝。
NO.2 彩锌

在镀锌类的工艺中彩锌是抗腐蚀相对较好的,其彩的钝化工艺为:镀锌—清洗—2%~3%的硝酸出光—清洗—低铬彩色钝化—清洗—烘烤老化。钝化温度过低,成膜慢,色淡膜薄;温度高,膜厚而疏松,附着不牢。最好控制在25℃左右,以确保在一定时间内获得同一色彩。
钝化后一定要经烘烤老化,以提高膜层的附着力和耐腐蚀性能。彩锌镀的螺钉经摸底抗中性盐雾在48小时以上,控制的好可做到100小时以上。
NO.3 达克罗

是DACROMET的缩写和译音,即片状锌基铬盐防护涂层,也叫锌铝涂层。基本工艺为:脱脂—除油—涂覆—预热—烧结—冷却。工艺一般会有2~4次从涂覆到冷却的工艺,因螺钉用浸涂如要达到一定的厚度需要多做几次。
在金属表面上,涂覆一层达克罗溶液,即含有鳞片状锌、铝(鳞片一般尺寸为0.1~0.2*10-15μm]CrO3及专用有机物的高分散混合水溶液),经300°C左右保温烘烤一定的时间后,达克罗液中的六价铬被还原成三价铬,生成无定形的复合铬酸盐化合物(nCrO3mCr2O3)。
抗腐蚀能力很好中性盐可达300小时以上,缺点为涂层不均匀,薄的位置5~10μm,厚的位置有40μm左右,会影响到螺钉牙径的深度,所以机攻螺钉和牙径较小的螺丝最好不要用达克罗工艺作为表面处理。
4 总 结
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7130

腐蚀与“海上丝绸之路”
点击数:5741