
双相不锈钢的冶金学
2023-10-08 15:15:01
作者:梅子 来源:阿斯米
分享至:


1 奥氏体-铁素体相平衡
Fe-Cr-Ni合金三元相图是双相不锈钢冶金行为的指路图。从铁含量为68%处的三元截面图(图3)可看出:这些合金以铁素体(a)相凝固,然后随着温度的下降,部分铁素体转变成奥氏体 (g)(取决于合金成分)。当从固溶退火温度水淬时,在室温下可获得大约50%铁素体和50%奥氏体的金相组织。增加氮含量可提高铁素体向奥氏体转变的起始温度,并改善双相不锈钢尤其是热影响区的结构稳定性。
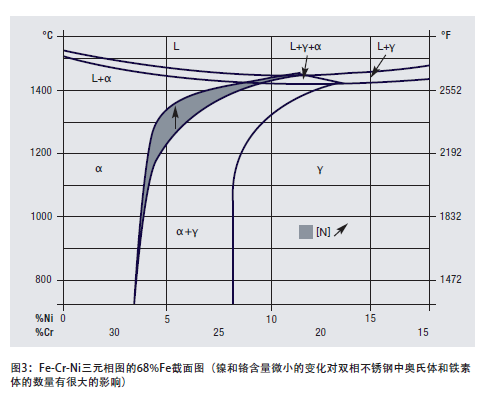
双相不锈钢轧制产品或加工后的产品中铁素体和奥氏体的相对数量取决于其化学成分和热加工历史。如相图所显示,成分上微小的变化可能对两相的相对体积分数有较大影响。某单一合金元素会促进铁素体或奥氏体的形成。金相组织中铁素体/奥氏体的相平衡可通过如下的多变量线性回归来预测:
Creq = %Cr + 1.73 %Si + 0.88 %Mo
Nieq = %Ni + 24.55 %C + 21.75 %N + 0.4 %Cu
% 铁素体 = -20.93 + 4.01 Creq – 5.6 Nieq + 0.016 T
T(摄氏温度)是退火温度,1050-1150°C,元素含量为重量百分数(wt%)
通过调整铬、钼、镍和氮的含量,并控制好加热操作,可获得所希望的相平衡即铁素体相比例为45-50%,其余为奥氏体相。
对于双相不锈钢的轧制生产来说,在适当的固溶退火温度进行固溶退火处理,随后立刻进行水淬,可得到最佳结果。重要的是,使材料从离开加热炉到水淬之间的时间尽可能地短,这样便最大程度地减少了热量损失,而在水淬至室温之前,热量损失可能导致有害相的析出。
对于双相不锈钢的焊接来说,必须针对每一种牌号和焊接配置给出最佳的热输入,以便冷却速度能够足够快从而避免有害相的析出,但又不是太快以至于熔合线附近保留了过量的铁素体。在实践中,当焊接断面尺寸差异较大的部件或采用低热输入焊接厚断面时,可能出现这种情况。在这种情况下,厚断面上的薄焊缝淬火过快,没有留出充足的时间使足量的铁素体转变为奥氏体,结果导致焊接热影响区铁素体过量。
由于氮可提高从铁素体开始形成奥氏体的温度,见图3,它也加快了铁素体转变为奥氏体的速度。因此,如果不锈钢中含氮,即使在相对快速的冷却速度下,奥氏体数量也几乎能达到平衡状态时的水平。对第二代双相不锈钢而言,这一效应可减少焊缝热影响区铁素体过量的可能性。
2 析出相
有害相在临界温度下若干分钟便可形成,见图4的2205和2507双相不锈钢等温析出图。析出相会显著降低不锈钢的耐腐蚀性和韧性,因此,在析出温度范围累积停留的时间如成形操作、尤其是退火后的焊接和冷却时间必须尽可能地缩短。现在已经开发出耐腐蚀性能最大化并可延迟有害相析出的现代双相不锈钢牌号,它们使加工制造得以顺利完成。可是一旦形成有害相,只能通过完全的固溶退火及随后的水淬来去除。
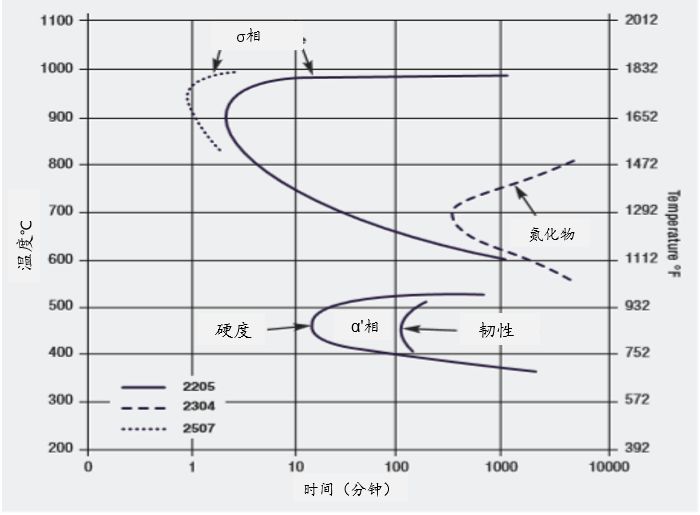
图4 2205双相不锈钢等温析出曲线,1050℃退火 (分别给出了2304和2507双相钢σ相和氮化物析出曲线作为对比)
σ相(图5)和其它金属间相如χ相
如果在700℃-1000℃的温度范围冷却速度过慢,则σ相和和其它金属间相如χ相会在低于奥氏体形成温度的温度下从铁素体相中析出。为避免钢厂轧制产品中出现σ相,可控制退火温度,确保钢从退火温度尽快地水淬冷却,以避开σ相的形成区间(图6)。
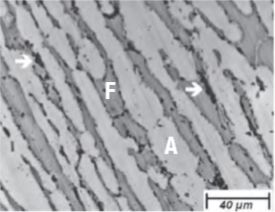
图5 在850℃下时效处理40分钟的2205双相钢样品的金相组织显示出在奥氏体/铁素体境界σ相的析出(箭头)。显微照片中铁素体相(F)比奥氏体相(A)颜色深。
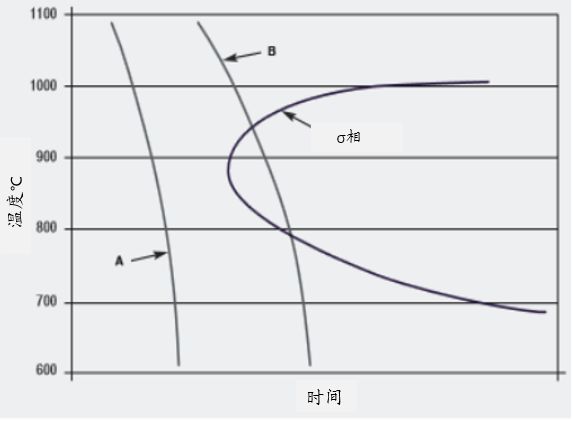
图6 从固溶退火温度冷却应该足够快(曲线A)以避免σ相的形成区间
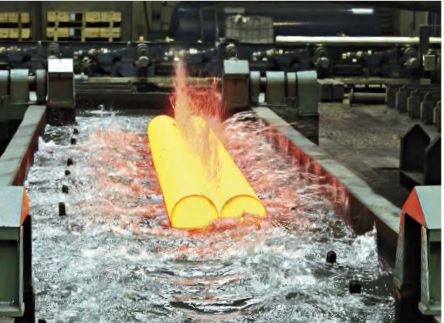
双相不锈钢固溶退火之后必须立即水淬 © Bosch-Gotthard-Hutte
钢中钼和铬含量越高,形成σ相的倾向越大,因此比2205牌号更高级的较高合金化牌号受影响最大。合金元素含量越高,金属间相的析出越快,如图4所示,2507牌号的析出曲线在2205的左侧(时间更短)。经济型双相不锈钢2304不太容易形成金属间相,而更容易发生氮化物的析出。
σ相的存在降低了双相不锈钢的耐点蚀性能,原因是周围区域发生了铬和钼的贫化,导致析出物旁边区域耐腐蚀性能的降低。当发生金属间相析出时,材料的韧性和延展性也大幅降低。
氮化铬的析出
对于某些牌号,在临界温度停留仅1-2分钟即发生氮化铬的析出,它可以由于在600℃-900℃温度区间冷却过慢而发生在晶界或相界。在大多数双相不锈钢中,氮化物的形成不是很常见,但在某些经济型双相钢中可能是个问题,因为与较高合金化的双相不锈钢牌号相比,经济型牌号的氮含量相对较高,氮的溶解度较低。同避免σ相的方法类似,轧钢厂采用固溶退火后水淬的方法可避免氮化铬的形成。
氮化铬也会在焊接部件的焊缝金属和热影响区析出,由于熔合线附近十分快速的冷却而带来的高铁素体含量会导致氮的过饱和。氮在铁素体中的溶解度很低且随温度降低而进一步降低。所以如果氮没有留在铁素体中,它可在冷却中以氮化铬析出。较慢的冷却速率会造成氮化物的析出与奥氏体再形成之间的竞争。较多的奥氏体可以溶解较多的氮,减少氮在铁素体晶粒中的过饱和及氮化铬的量。通过采用较高热输入(较慢冷却速率),或在焊缝金属中添加奥氏体形成元素镍,或在保护气体中加氮,可提高奥氏体含量,从而减少氮化铬在焊缝的析出。
如果形成较大量的氮化铬,会对耐腐蚀性能和韧性有不利的影响。
α'相
α'相在低于525℃的铁素体相中形成,其形成所需要的时间比前面讨论的其它相所需时间长得多。α'相的形成开始会造成硬度的增大,后面会造成韧性的损失(图4)。
当铁素体不锈钢长时间暴露在475℃左右的温度后,其中的α'相会造成常温韧性的丧失,这就是所谓的475℃脆性。幸运的是,由于双相不锈钢含有50%的奥氏体,这种硬化和脆化的效果不像它在全铁素体钢中那样有害。它对双相不锈钢有影响,在高钼牌号中影响最显著,在经济型牌号中影响小得多。
由于发生脆化需要较长的时间,所以在加工制造时α'相脆性极少成为问题。有一个例外即双相不锈钢与碳钢的复合结构的应力消除处理,必须仔细评估。必须避免在α'相形成温度300℃-525℃范围(或700℃-950℃,2205金属间相的形成温度范围)的任何热处理操作。如果被要求进行应力消除处理,则最好咨询复合板生产厂家的意见。
双相不锈钢使用温度的上限受到α'相形成的制约。压力容器设计规范已确立了最大许用设计应力下的使用温度上限值。德国TüV规范区别对待了焊接和非焊接结构件,它的温度上限值比ASME锅炉和压力容器规范更保守。压力容器设计规范对各种双相不锈钢规定的温度限值见表2。第二代双相不锈钢碳含量都很低,因此,通常无需考虑碳化物的有害影响。表3综合了许多重要的析出反应和双相不锈钢的温度限值。
表2 压力容器设计规范对各种双相不锈钢最大许用应力下的温度限值

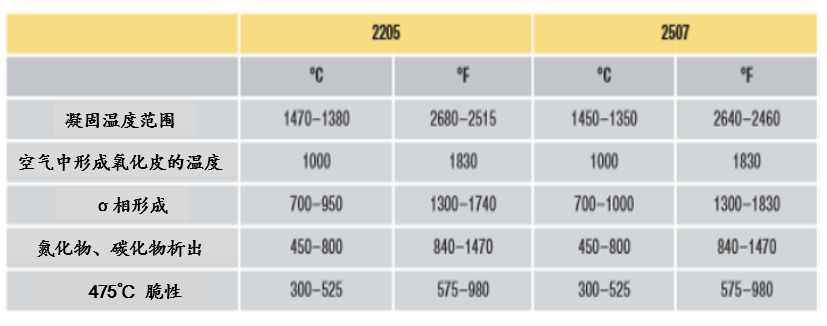
表3 双相不锈钢析出反应和其它特征性反应的典型温度
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8587

腐蚀与“海上丝绸之路”
点击数:6882