



在焊接技术的广阔领域中,熔敷金属中扩散氢的测定是保障焊接质量的关键环节。GB/T 3965—2012《熔敷金属中扩散氢测定方法》为这一关键任务提供了科学且严谨的指导框架。
一、技术参数的精密考量
(一)试块参数
(二)焊接材料参数
(三)焊接参数
各种焊接方法的热输入应不大于 3kJ/mm,热输入计算公式的引入,使得焊接过程中的能量输入得以精确量化。通过控制热输入,可以有效调节焊接时的温度场分布,进而影响氢在熔敷金属中的扩散和逸出行为,确保试验条件的一致性和可比性。
二、科学原理阐释
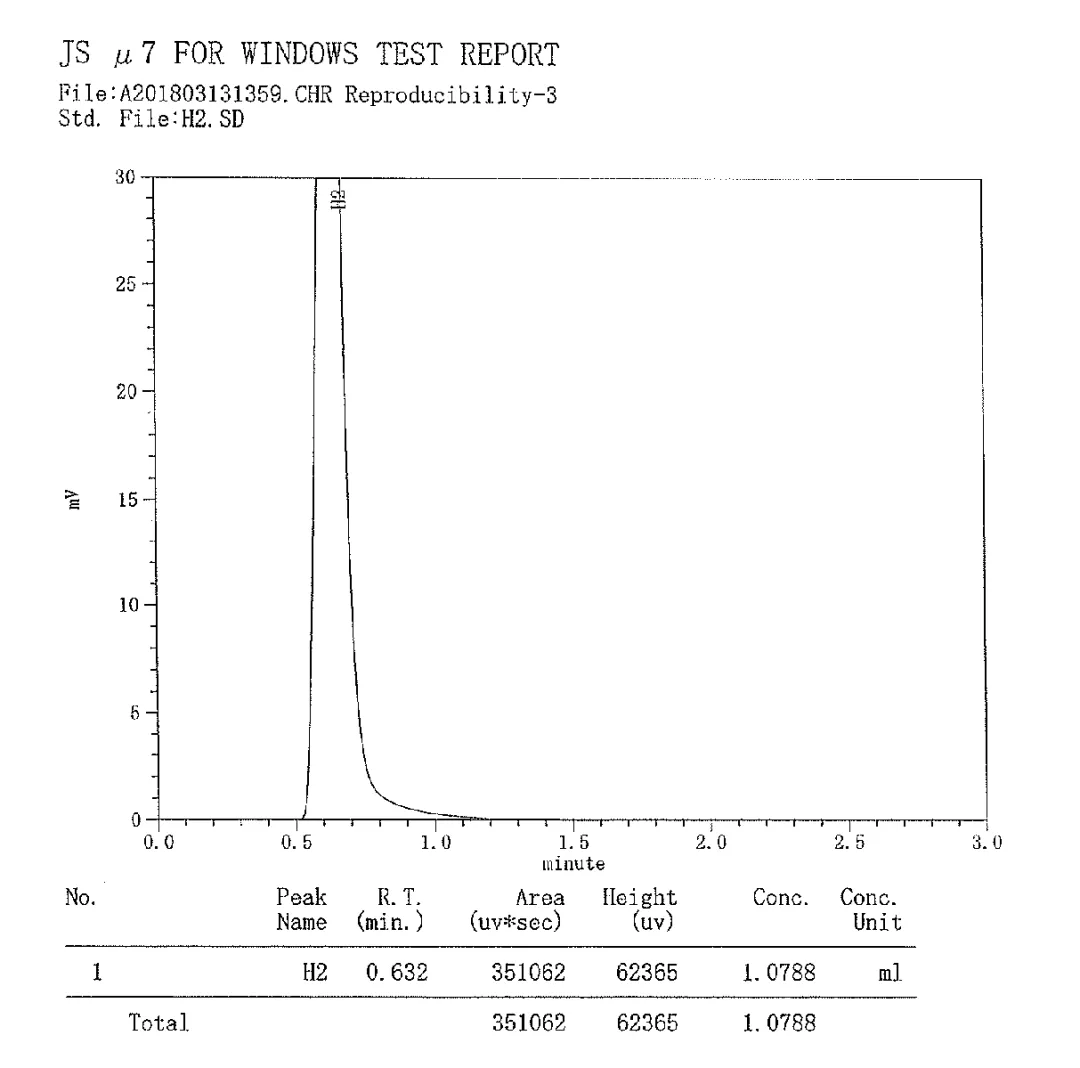
(一)测定原理
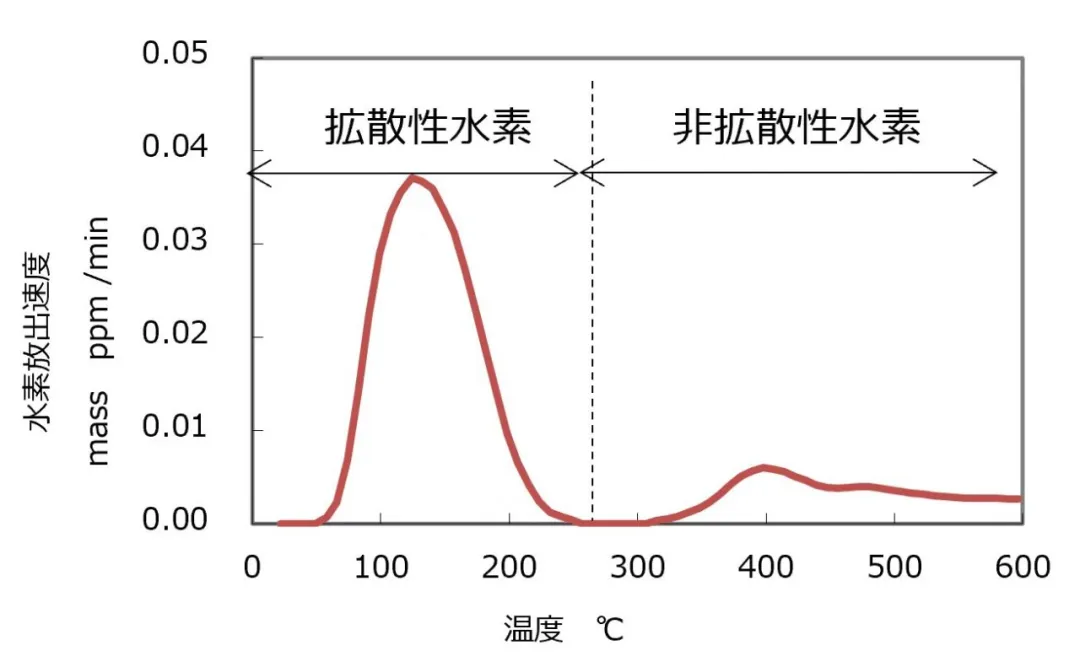
(二)扩散氢的科学本质
在电弧焊过程中,含氢化合物在电弧高温下分解成单原子氢,大量溶解在熔池中。熔池凝固时,一部分氢逸出,另一部分留在焊缝中。在金属焊缝中,氢大部分以 H、H⁺或 H⁻形式存在,与焊缝金属形成间隙固溶体。由于氢半径小,一部分氢在焊缝金属晶格中自由扩散,成为扩散氢;另一部分扩散聚集到晶格缺陷、显微裂纹和非金属夹杂物边缘的空隙中结合为分子,不能自由扩散,成为残余氢。了解扩散氢的形成机制和存在形态,对于理解扩散氢测定方法的科学意义和实际应用价值至关重要。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”