
重磅!顶刊综述《PMS》IF=31.56:全面阐述增材制造金属材料的原位合金化和加工过程!
2021-04-27 14:03:02
作者:材料学网 来源:材料学网
分享至:


近日,国际材料领域顶级综述期刊《Progress in Materials Science》在线发表了新加坡南洋理工大学机械与航天工程学院新加坡3D打印中心的长篇综述论文“Emerging metallic systems for additive manufacturing: In-situ alloying and multi-metal processing in laser powder bed fusion”。论文影响因子IF=31.56!论文第一作者和通讯作者为教授。
目前虽然在理解激光粉末床聚变(L-PBF)以及使用该技术制造各种材料方面取得了显著进展,但在工业中的应用仍然有限。其中一个关键的障碍是缺乏能够直接用L-PBF制造功能部件的材料。本文涵盖了原位合金化和多金属加工的新兴研究,全面概述了背后潜在的科学意义。从不同角度(材料和L-PBF加工参数)综述了目前的研究现状和进展,为后续研究和开发提供依据。本文还讨论了缺陷的形成机理,包括主要影响因素和产生的趋势,从而阐明了与这两种材料加工途径有关的缺陷,展望了未来的研究方向和潜在的研究课题。本文的最后一部分总结了本文的研究成果,并概述了利用L-PBF进行原位合金化和多金属加工的可能性。
论文链接:https://doi.org/10.1016/j.pmatsci.2021.100795

激光粉末床熔化(L-PBF),也被称为选择性激光熔化(SLM),是一种增材制造(AM)技术,在合金和陶瓷方面显示出了良好的潜力。L-PBF有利于近终形制造,该过程从准备计算机辅助设计(CAD)数据文件开始,这些数据文件随后与加工参数对齐,并通过计算机软件划分为二维(2D)堆叠层。该生产过程包括一个循环:将粉末层沉积到基板或以前处理过的层上,用高能激光束根据每一层的轮廓选择性地熔化粉末,将平台降低一层厚度,然后重新涂覆一层新的粉末。该过程以沉积和熔化三维(3D)组件的最后一层切片结束。
L-PBF可以直接从快速3D打印具有复杂几何形状的零件,而无需耗时的模具设计过程。近终形制造使产品适合终端应用或至少最简化后续加工过程。
然而,对于L-PBF零件抛光和热处理有时是必要的。与传统方法相比,L-PBF在零件中具有优越的性能,这是由于在工艺过程中由于快速冷却和凝固循环(冷却速率为103-106 °C/s)而产生的超细和梯度组织。尽管L-PBF以合理的生产成本、独特的结构和性能展现出了广阔的潜力,但该工艺在工业上的应用仍然有限。其中一个主要的挑战是L-PBF可用材料的限制。如上所述,人们对L-PBF加工材料做了大量的研究,但这些合金大多是按照常规方法设计的。众所周知,L-PBF的既定材料是不锈钢、工具钢、Ti6Al4V和AlSi10Mg。因此,需要专门为L-PBF设计新的合金。L-PBF处理粉末混合物的能力为材料研究提供了新的机遇,特别是对金属基复合材料的研究得到了广泛的应用。
“原位合金化”指的是利用L-PBF同时制造功能部件,并通过混合粉末原料制造合金。这种策略具有快速设计和验证新合金的潜力。此外,一个部件的功能通常需要在部件中包含不止一种离散材料。因此,L-PBF能够加工多金属也是很重要的。虽然有很大的潜力,但LPBF特有的缺陷仍然是值得关注的。这些包括粗糙表面、孔隙率和残余应力等。因此,要实现多金属的L-PBF加工和原位合金化,需要对材料和L-PBF工艺参数进行全面的了解。

图1一个典型的L-PBF建造室和过程的示意图。白色字体说明机器部件,黑色字体说明关键的加工参数。

图2 (a) 凝固合金的代表性组织。这些显微组织的相衬为灰色硅和白色铝。(b)在AS合金的BD-TD平面上获得的高倍扫描电镜图像,显示了每个激光熔池内的蜂窝状凝固。Hatch重叠区域用1标记,区域2显示重叠区域外Si相粗化。相衬为白色硅和灰色铝。(c) AS试样的BD-TD平面上得到的反极图。黑色实线表示一些熔化池的边界。(d) HS合金的高倍扫描电镜图像(从BD-TD平面捕获),显示Si颗粒的均匀分布。
原位合金化可以扩展L-PBF处理的材料库,因为它也允许对不同成分的合金进行快速的可行性研究。此外,原位合金零件的性能与使用L-PBF预合金粉末形成的相同材料相比,即使不是更优越,也是相当的。对于多金属加工,它允许使用L-PBF直接制造通常需要组合不同材料性能的功能部件。因此,有了多金属加工能力,工业就可以通过直接制造更广泛的产品来提高其制造能力。
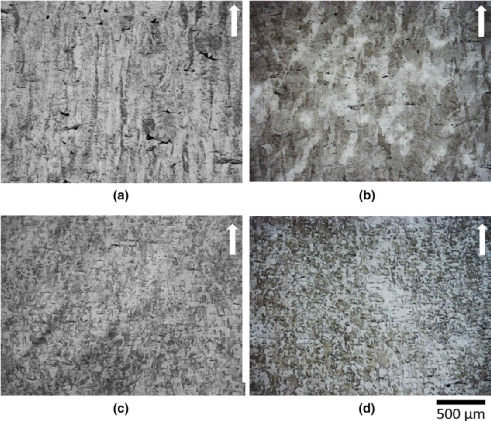
图3 (a)Ti6Al4V,(b)(Ti6Al4V)-2Fe,(c)(Ti6Al4V)-3Fe,(d)(Ti6Al4V)-4Fe样品的显微组织,构建方向由白色箭头指示。

图4抛光Ti42Nb拉伸试样的SEM和EDS图像(a)10x SE模式;(b)50x SE模式;(c)1000x BSE模式和(d)(c)区域的EDS。

图5 L-PBF钢/青铜界面微观结构的FE-SEM图像:(a)整个熔化区(100×),(b)整个熔化区中的A区(500×),(c)整个熔化区中的B区(600×),(d)整个熔化区中的C区(3000×),(e)图(c)中的D区(1500×),(f)枝晶裂纹示意图。
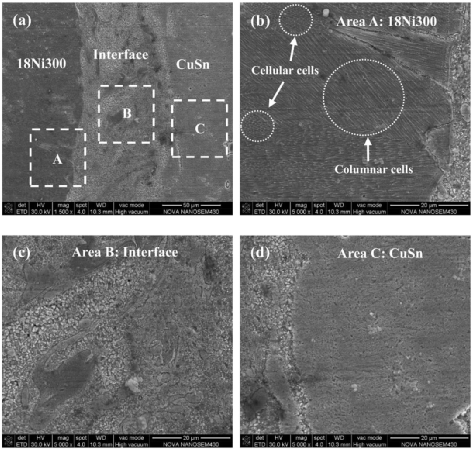
图6 CuSn/18Ni300多金属体系的形貌,(a)CuSn/18Ni300界面;(b) A区高倍放大;(c)B区高倍放大;(d)C区高倍放大。
图7 (a)316L/C52400界面的熔化行为(b)C52400/316L界面的熔化行为。
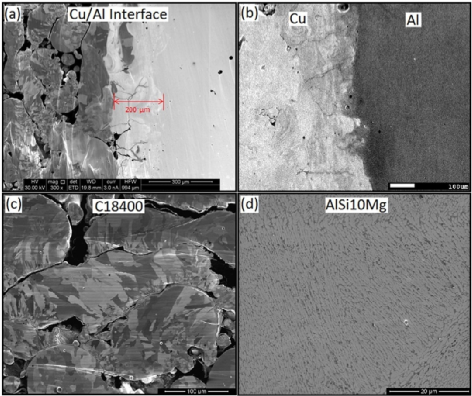
图8 Cu/Al界面的FIB图像;(b) Cu/Al界面的SEM图像;(c)铜的FIB图像;(d) AlSi10Mg的SEM图像。
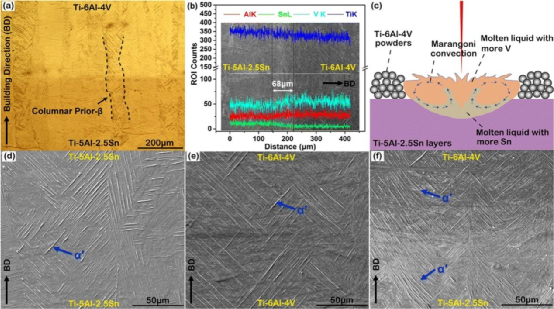
图9 Ti5Al2.5Sn/Ti6Al4V多金属样品的微观结构特征。 (a)OM图和(b)EDS线扫描结果显示Ti5Al2.5Sn/Ti6Al4V界面周围的元素分布;(c)原理图显示元素扩散的形成机制;(d)Ti5Al2.5Sn层的SEM图;(e) Ti6Al4V层的SEM图和(f) SEM图像显示了Ti5Al2.5Sn/Ti6Al4V界面周围的微观组织。
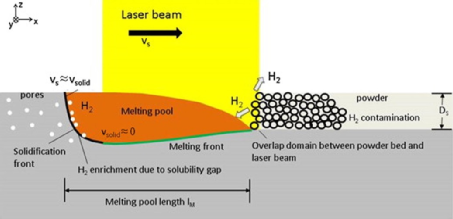
图10 激光辐射与粉末相互作用区示意图。
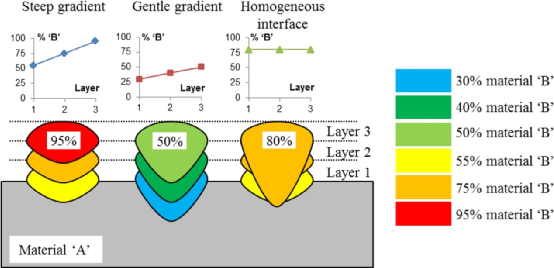
图11 熔池尺寸对成分梯度的影响。

图12 利用多材料过渡区组装铝合金和钢的示意图。(b)具有多材料加工能力的L-PBF内部原型系统。(c)送粉系统设计。(d)粉料机混合粉料的工作原理。(e)纯Fe和(f)Al12Si的输送粉末质量(m)与施加电压(a)和振动时间(tv)的函数的校准曲线。
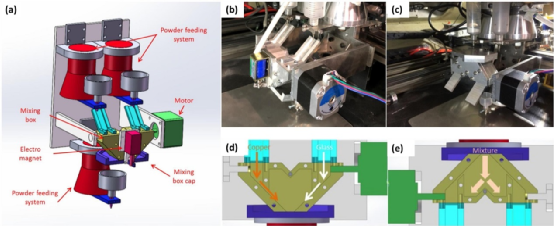
图13 原位L-PBF粉末混合系统(a)系统的详细示意图;(b)运输粉末进入混合室;(c)混合粉末通过电机的旋转控制箱;(d)和(e)分别显示了两种混合系统的机理,即粉末分别在水平方向和垂直方向合并,水平方向分离,垂直方向合并。

图14 L-PBF物理模型概述(a)所建立的有限元模型;(b)和激光扫描策略;(c) L-PBF过程中(点1在Ti6Al4V层中心;点2在TiB2层的中心)。
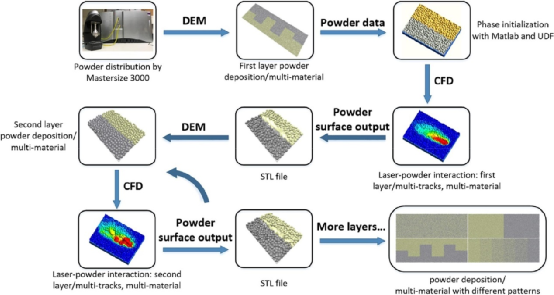
图15 多轨道、多层和多金属L-PBF建模框架。

图16 多金属L-PBF(a)计算域的热边界条件;(b)316L和边界清晰的Cu10Sn粉末;(c)在边界上施加175w和800mm /s的激光束;(d)凝固后的轨迹形态。
综上所述,本文对L-PBF原位合金化和多金属加工的制备、挑战和潜力进行了深入的探讨。使用这些路线的制造是从材料和加工参数的角度考虑的。虽然在改进金属的3D打印性方面已经取得了很大的进展,但目前可用的合金有限。虽然已经采用了各种方法来制备原料,但需要更高效和经济的过程,特别是工业生产。本文还讨论了传热和流体流动对原位合金化和多金属加工的影响。与L-PBF相关的缺陷需要仔细控制,因为这些方法的过程增加了复杂性。讨论了球化效应、孔隙率、裂纹、合金元素的损失、氧化物夹杂物、金属间化合物和未熔化颗粒。需要更多的调查来克服这些挑战。最终,L-PBF提供了在未来推进材料科学和制造技术。通过采用原位合金化和多金属加工技术,使其成为高性能的产品。然而,这一领域的研究相对较新,处于起步阶段,需要加速试验和调查,以使实时应用取得成果。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7130

腐蚀与“海上丝绸之路”
点击数:5741