
提高叶片疲劳强度 用这种技术就够了
2016-05-30 11:53:39
作者:本网整理 来源:《航空制造技术》
分享至:


根据有关统计,大约有80%以上的结构强度破坏是由疲劳破坏造成的。而航空发动机零件由疲劳破坏造成的失效所占比例更大。航空发动机零件失效,大多数因强度失效、磨损失效和腐蚀失效等材料表面不能胜任苛刻工作条件所致,而且大多数发生在零件的表面和近表面,或者先从表面开始向内部扩散所致,进而显著影响发动机的性能与寿命。对零部件进行适度的表面强化或硬化,能阻止已有裂纹的扩展和新裂纹的产生,从而提高疲劳强度。因此,对于强调高安全性、长寿命、低寿命期成本的航空发动机来说,采用表面处理提高其部件,特别是叶片的抗疲劳能力特别重要。为此,国外研制和验证了诸如激光冲击强化、激光熔覆、低塑性抛光技术等表面处理技术,且取得了一定的效果。本文将重点综述由Lambda公司开发研制的低塑性抛光技术。
低塑性抛光技术原理与特点
低塑性抛光技术(LPB)是以机械喷丸与机械滚压原理为基础,通过少量的冷作或塑性变形产生深层高残余压应力的新表面强化技术。它可以采用传统的多轴计算机数控(CNC)机床刀具,通过改变压力、进给、刀具特性,全新地控制残余应力的分布。
低塑性抛光工作原理是通过1个自由旋转的球形工具的一系列滚动产生累积的塑性应变或者冷作,进而产生接近材料屈服强度的残余压应力。该球形工具是由1个球形液体浮动座支承,不与支承座相接触,由液压作动筒使其对工件表面施加滚压载荷,施加的载荷由CNC软件控制。来自球体的压力在材料上形成塑性变形,由于变形区受周围材料的约束从而留下残余压应力,无材料损失,只是表面向内位移千分之几英寸。传统喷丸的多次随机丸粒冲击则会产生20%,甚至超过100%的冷作,形成有较高位错密度的表面严重变形层,对受压层的热稳定性和机械稳定性产生危害。
低塑性抛光技术是1种改进的预防原始设备制造商(OEM)部件裂纹形成的方法,虽然与喷丸技术具有在部件的关键区域形成残余压应力层的相同目的,但是该技术具有以下特点:
(1)由低塑性抛光处理后在表面形成的“安全区”的深度是1.0mm,而由喷丸处理后在表面形成的“安全区”的深度仅为0.10mm,相差10倍。当外来物损伤或者腐蚀发生时,经喷丸处理后的表面腐蚀可能继续扩展到部件更深处,形成裂纹,导致该部件报废。
(2)在室温(属于冷加工)下采用喷丸技术通过小球状材料撞击修理的部件表面,形成凹坑且产生残余压应力,而这些凹坑使部件材料更加松散,使修理功效大打折扣。而在恒定的较高温度(不属于冷加工)下采用低塑性抛光技术修理的部件表面,施加残余压力精准且将压力传递到部件足够深处,且不会引起部件变形。
(3)低塑性抛光技术,对表面的凹凸度具有一定的抚平作用,使工件光洁度Ra的改善优于5μm;
能够保证零件表面各处应力大小适中,可以避免腐蚀扩展到部件更深的区域,从而极大地减轻部件的损伤。
(4)与传统机械加工相比,低塑性抛光技术可以用较低的成本,在零件表面生成用于消除施加的拉伸力的残余应力分布,提供最佳的疲劳性能。
(5)低塑性抛光技术不需要采用特殊的或昂贵的设备,只要将低塑性抛光设备与磨床、车床或者机器人连接,在其表面以精确的压力滚压即可,一次性完成零件加工,无需检验。施压设备与圆珠笔的外形相类似,只是尺寸较大,工具的底槽中有1个硬球,硬球在液压力的推动下滚压部件而实现抛光即可,从而很大程度上减少了人为错误的发生。
(6)低塑性抛光技术可用于铁合金、钛合金、合金钢、不锈钢、镍合金、铝合金、铸铁等金属,适用范围非常广。
低塑性抛光技术目前在NASA、美国海军及空军资助下进行了一系列的应用研究。
低塑性抛光技术是Lambda公司的专利技术,始于1996年,并得到了NASA的投资和支持。该项技术于2004年实现了商业化,2009年获得了美国联邦航空管理局(FAA)授权用于航空发动机部件修理,2011 年12 月获得了FAA颁发的补充型号证书(STC)。低塑性抛光技术最初只是用于涡轮发动机金属部件的加工,目前已扩展应用于飞机部件的加工。
Ti-6Al-4V压气机叶片上的应用
Lambda公司在对激光喷丸强化与低塑性抛光技术对比研究中发现,激光喷丸强化风扇及压气机叶片的进气边可以提高损伤容限,以FOD深度来说,至少提高了1个数量级。虽然通过激光喷丸强化获得的高数量级穿透厚度压应力能够延缓疲劳裂纹的起始及生长,但是需要昂贵的特殊激光系统才能实现。在对比试验研究中,采用低塑性抛光技术通过受控深度模拟进气边FOD,对实际风扇叶片疲劳性能进行试验评估。为了获得适当的模拟外物损伤(FOD) 深度,在试验中记录了使用过的叶片在使用中所产生的FOD 的尺寸及位置分布。 在使用中进气边产生的FOD 深度范围是0.005~0.50mm。观察到的95%的FOD都小于0.50mm。如果在检验过程中发现FOD深0.13mm,则取下叶片进行返修或更换。为了保守起见,选择0.50mm为本叶片中含有的最小FOD深度。
通过在叶片进气边加载产生疲劳过程中产生最大应力的位置上机械加工60°“V”形槽,模拟的0.50mm和1.2mm深的FOD。设计了LPB加工的CNC 路径并且建立了LPB 参数,从叶片的进气边到距叶片进气边6.4mm弦面的公称距离产生穿透厚度的-689MPa公称压缩应力。没有FOD时,经过LPB处理,疲劳强度比未经过处理的叶片提高207MPa,接近材料的屈服强度。除了1个例子外,经过LPB处理的叶片在没有FOD条件下,在这么高的应力状态下试验,大多数都在低塑性抛光技术处理过的区域外断裂,通常是在燕尾榫头区域。
在1个未经过低塑性抛光技术处理的叶片上制造1个深0.5mm的模拟FOD后,疲劳强度从689MPa降低到241MPa,降低了65%。在经过LPB处理的叶片上制造1个相同深度0.5mm的FOD后,疲劳强度等于未经过LPB处理、没有FOD 叶片的强度。LPB处理后,1.27mm深的FOD使疲劳强度降低到620MPa,仅比未经过处理的叶片的疲劳强度小10%。
经过LPB处理的叶片即使有0.5mm的FOD的疲劳强度,接近材料的拉伸屈服强度。低塑性抛光技术产生的高压应力抑制了裂纹的起始和生长,提高了有和没有FOD的疲劳强度。然而,这种优点对于大多数表面损伤的情况都很明显。穿透厚度的压应力以应力向或进入受压区的方式添加了施加的拉伸应力偏差,从而造成较高的允许变化应力。利用AFGROW法则进行的以断裂机理为基础的疲劳寿命分析证明,对于薄板中穿透厚度受压区的边缘裂纹生长来说,持久极限一般等于压应力的数量级,容许的损伤(裂纹)深度约等于穿透厚度受压区的宽度(从边缘测量)。
目前,低塑性抛光技术在F402-RR-408发动机和CFM56-7发动机第1级低压压气机叶片上得到了应用,以提高抗外物损伤容限和高循环疲劳延长航空发动机叶片的使用寿命。CFM56-7发动机的第1级压气机的每1个叶片的成本约为1000美元,因腐蚀和裂纹损伤引起的非计划维修的费用远远高于其成本。为了解决因各种腐蚀、侵蚀、裂纹应力损伤、外来物损伤而引起的发动机修理问题,达美技术运营公司与Lambda 公司合作在达美航空公司位于亚特兰大的维修厂为LPB设备配备通用的数控机床,用于CFM56-7发动机部件的维修。 在维修过程中使用1个特殊的控制盒,将软件生成的部件压力分布图信息传输给数控设备,当维修人员将零件固定好后,按下按钮启动控制盒,然后控制盒将会按照设好的精确压力滚压部件。整套装置采用闭环反馈系统感知液压力,因此可以实时读出所施加压力的精确数值。目前,达美技术运营公司正在研究如何将低塑性抛光技术应用于其他部件,还在研发飞机其他部件的表面处理技术,以期获得更多的STC。
17-4PH不锈钢压气机叶片中的应用
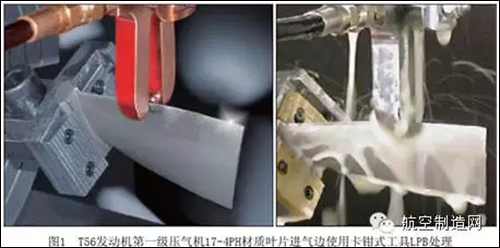
低塑性抛光技术在美国海军的T56发动机第1级压气机17-4PH不锈钢压气机叶片进行了低塑性抛光技术和喷丸技术高循环疲劳、腐蚀性疲劳、一般腐蚀性疲劳试验研究。具体是采用叶片边缘形状的厚截面试验件,研究低塑性抛光技术与喷丸技术在高循环疲劳、损伤容限和盐水腐蚀疲劳的特性(图1)。试验结果验证:采用LPB,通过在1.0mm深度内施加压缩残余应力,大幅度提高了高循环疲劳和腐蚀疲劳性能。与喷丸T56叶片试验件相比,低塑性抛光技术大幅度提高叶片边缘抗外物损伤能力。基本疲劳强度是930MPa,仅比喷丸状态的965MPa略低。相反,由于LPB引入了接近屈服强度的残余压应力,因此产生了1240MPa的疲劳强度(弯曲中),超过材料的拉伸屈服强度1033MPa。当用EDM(放电加工)制造一个深0.25mm、长0.76mm的FOD时,未经过LPB的HCF性能下降得非常大。有FOD的喷丸和基本疲劳强度分别仅为275MPa和172MPa。而有相同FOD、表面经过LPB处理的试样的疲劳强度一般1033MPa,与没有FOD的材料的基本强度相当。
腐蚀环境对燃气涡轮发动机零件能够产生很严重的影响,造成腐蚀凹坑和HCF寿命中很大的缺陷。铁基不锈钢中的盐雾腐蚀凹坑是常见的疲劳裂纹起始处。盐雾腐蚀凹坑是由于暴露在海洋大气或蒸汽涡轮机环境中造成的。腐蚀坑的深度及相应的应力强度因数是由燃气涡轮发动机暴露的时间、温度、及使用环境决定的。盐腐蚀坑一般会使持久极限降低到未经过腐蚀值的一半。如果有FOD 或侵蚀,经常会使腐蚀的影响加剧。
疲劳试验过程中,我们将厚截面弯曲试样暴露在腐蚀介质中,来监控(疲劳循环过程中)强烈腐蚀对HCF行为的影响。将一块浸有酸性盐溶液(3.5%NaCl,pH3.5)的无化学品吸收性垫绑在试样的计量截面上,并用薄塑料膜进行密封,防止蒸发。所有其他试验条件与前面研究厚截面HCF 行为的描述一样。在酸性盐溶液中试验的没有FOD的低应力磨削的基本疲劳强度一般是689MPa。含有0.25mm FOD的基本疲劳强度仅为69 MPa。经过比较,经过LPB 处理的样品仅在腐蚀环境下的疲劳强度超过1102MPa,比没有FOD以及有0.25mm FOD的基本状态好。虽然没有建立完全的SN曲线,但是,当FOD深度增加到0.50mm和0.76mm时,HCF性能的进一步缺陷是很小的。
结束语
航空发动机经常受到疲劳、外物损伤、腐蚀疲劳和摩擦疲劳的影响。即使是小的外物损伤、腐蚀坑或者其他表面损伤都能够使疲劳失效集结,造成空难性的后果。避免疲劳失效所需的检验和维护成本每年估计都是几十亿美元。通过设计和改变材料一般都是使用巨大的成本有限地改善疲劳。低塑性抛光技术可以在传统的机械加工车间环境中,在原始的制造阶段或大修及修理过程中,采用传统的CNC机床较低成本地完成。因而,它具有广阔的发展和应用前景。
更多关于材料方面、材料腐蚀控制、材料科普等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网http://www.ecorr.org
责任编辑:刘洋
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8135

腐蚀与“海上丝绸之路”
点击数:6475