
阴极保护技术在水工金属结构埋件上的应用
2021-04-12 14:21:38
作者:贾新杰,王占华,史泽波 来源:腐蚀与防护
分享至:


随着我国水利工程建设的不断发展,修建了大量水闸、水库、水电站及船闸等水利工程设施。水工金属结构是水利水电枢纽中不可缺少的重要设施,埋件也是水工金属结构的重要组成部分。由于它们长期在水中工作或在干湿交替的环境中运行,受各种水质及微生物的侵蚀,同时会受到水流、泥沙及一些漂浮物的摩擦,普遍会发生不同程度的腐蚀。根据SL 105-2007《水工金属结构防腐蚀规范》,目前埋件外露面普遍采用金属涂层+软涂层复合保护的方法,埋入面则采用喷水泥砂浆的方法进行保护。由于闸门滑块或者滚轮的摩擦作用,涂层很容易脱落导致埋件生锈。由于埋件可更换性差,更换成本高,延长埋件使用寿命刻不容缓。
阴极保护技术是电化学保护技术的一种,其原理是向被腐蚀金属结构施加一个外加电流,被保护结构成为阴极,从而使得金属腐蚀发生的电子迁移得到抑制,避免或减弱腐蚀的发生。阴极保护技术在化工、冶金、石油石化、燃气行业、港口金属结构保护方面得到了广泛的应用,是一种延长金属结构使用寿命行之有效的方法。中建七局安装工程有限公司和水利部水工金属结构质量检验测试中心的技术人员将阴极保护技术应用于水工金属结构埋件,以期为埋件提供切实可行的长效保护方式。
试验研究
试验用埋件委托三门峡水工机械有限公司制作,埋件尺寸为6000mm×200mm。埋件外露面处于自然腐蚀状态,埋入面用混凝土完全包覆。将制作完的埋件放置于8m×2m的混凝土试验水池内。埋件与试验水池地面采用木板进行隔离。在埋件上每隔0.5m焊接一个金属构件,作为试验过程中的电位测量点。
试验用牺牲阳极包括AZ63B镁合金阳极(镁阳极)、ZP-4锌合金阳极(锌阳极)、A11I-3铝合金阳极(铝阳极),均为块状阳极,为工程上经常使用的牺牲阳极。
试验用恒电位仪为PS-268A 型恒电位仪,所用参比电极为饱和硫酸铜参比电极(CSE),试验中所有电位均相对于CSE,试验前用饱和甘汞电极进行了标定。试验过程中使用ProDSS多参数水质分析仪对水质进行测量,仪器使用前采用标准溶液进行标定。
牺牲阳极的开路电位
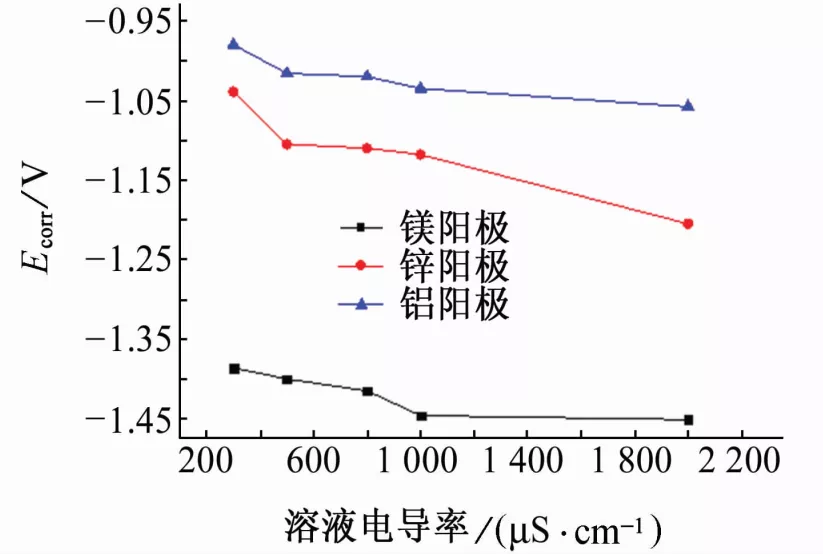
图1 几种牺牲阳极在不同电导率环境中的开路电位
由上图可见:在淡水环境中,牺牲阳极的开路电位随着溶液电导率的变化而变化,溶液电导率增加,牺牲阳极开路电位随之下降,说明电导率是影响牺牲阳极开路电位的重要因素。由于镁的化学活泼性,镁阳极的开路电位比锌阳极、铝阳极的更负。在淡水中,铝阳极的开始电位比锌阳极的正,这主要是由于铝阳极表面形成的铝氧化膜比较致密,不容易从阳极表面脱落的缘故。
溶液电导率对保护距离的影响
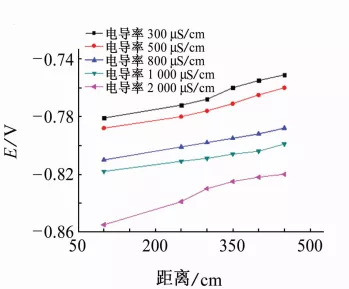
(a) 镁阳极
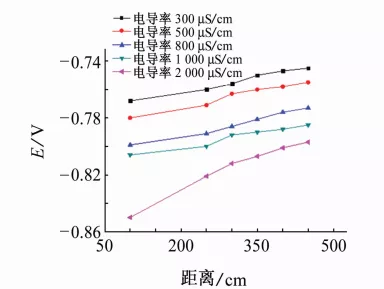
(b) 锌阳极
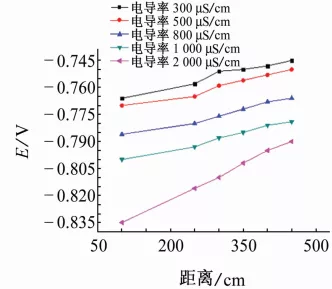
(c) 铝阳极
图2 不同电导率溶液中几种阳极对埋件产生的保护电位与保护距离的关系
由上图可见:随着电导率的降低,三种牺牲阳极产生的保护电位随之很快降低,且降低规律相似。三种牺牲阳极的保护距离均很短,按照保护电位达到-0.85V的判据,铝阳极和锌阳极在300~2000μS/cm溶液中的保护距离均小于100cm,无法对此环境中的埋件产生保护作用。基本只有镁合金在溶液电导率为2000μS/cm时,对金属埋件有100cm的保护距离,且在同种溶液中,镁阳极对埋件的保护距离比锌阳极、铝阳极的稍大。
恒电位极化对保护距离的影响
(a) -860mV
(b) -900mV
(c) -1000mV
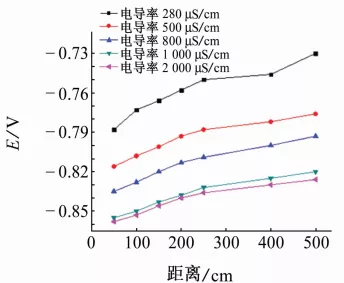
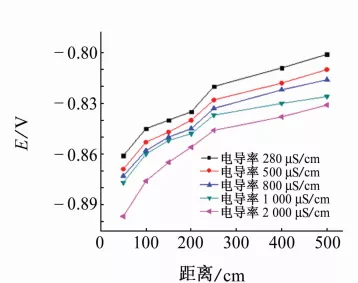
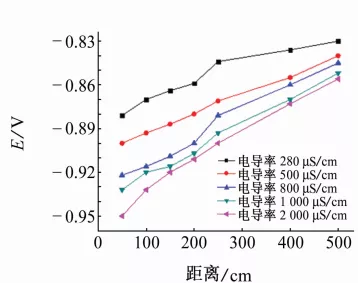
图3 不同电导率溶液中极化电位对镁合金阳极的保护电位和保护距离的影响
由上图可见:电导率是影响镁阳极保护距离的重要因素。极化电位-860mV条件下,溶液电导率不超过800μS/cm,达到保护电位-0.85V的距离小于50cm;当溶液电导率升高到2000μS/cm时,有效保护距离为150cm。另外,极化电位越负,保护距离越大。在2000μS/cm溶液中,极化电位在-860mV时,保护距离约150cm,极化电位为-900mV时,保护距离约为250cm,极化电位为-1000mV时,保护距离大于500cm。因此,提高极化电位是增加保护距离的一种重要手段。
分析讨论
电化学阴极保护技术在许多行业得到了广泛应用,而且-0.85V也是被普遍接受的阴保判据,水工金属结构也不例外。水工金属结构埋件所处水质环境以淡水环境为主,如长江、黄河为代表的淡水的电导率普遍不高,黄河三门峡水库长年电导率为800~1400μS/cm,长江流域水质的电导率更低,为200~400μS/cm。试验结果表明,电导率低于2000μS/cm时,牺牲阳极的保护距离很短,使用时需要消耗大量的阳极材料,在设计施工时会产生很大的障碍,因此,牺牲阳极法在淡水环境中基本不适用。水工金属结构埋件处于海淡水及海水环境中时,海淡水电导率为5000~8000μS/cm,海水电导率为30000~40000μS/cm,随着溶液电导率的增大,牺牲阳极的保护距离也随之增大,这极大地提高了牺牲阳极的适用性。因此,在海淡水及海水环境中,牺牲阳极法可用于保护埋件。
在普通淡水环境中使用恒电位极化方法,即使溶液电导率较低,达到-850mV的保护距离接近500cm,且可以通过提高极化电位来增大保护距离;提高溶液电导率,也可大大增加保护距离。因此,恒电位极化方法可作为一种长效保护方法保护埋件。
结论
(1) 溶液电导率是影响阴极保护效果的决定性因素,电导率越大,阴极保护距离越大;
(2) 恒电位极化时,极化电位越负,阴极保护距离越大;
(3) 牺牲阳极法基本不适用于大多数淡水环境中的埋件,在海淡水和海水中可以采用;
(4) 恒电位极化方法可广泛用于淡水、海淡水、海水环境中埋件的保护。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7130

腐蚀与“海上丝绸之路”
点击数:5741