
阳极的设计对电镀有多重要你知道吗?
2016-05-27 10:00:32
作者:本网整理 来源:乐将电镀
分享至:


一说到电镀,大家可能最关心的是镀液成份,添加剂选择,工艺流程设计这些。但其实不太引人注意的阳极设计同样非常关健,因为阳极的分布影响电力线的分布。电力线越密集处,电流密度越大,镀速也越快,也是工件易“烧焦”位。电力线分布越均匀,则阴极电流密度分布越均匀,镀层厚度分布也越均匀。阳极设计技巧,细节往往决定产品最终品质。
1、水平方向阳极排布的影响
水平方向阳极排布是均匀分布好还是集中分布好?是密一点好还是稀一点好?
对于长度较长工件的电镀(如钢管镀锌),生产中常有如图1中所见a、b、c三种阳极排布。

图1 水平方向的阳极布置
采用a的阳极分布时,水平方向阳极总长度超过工件许多,工件左右两头的电力线过于集中、紧密,阴极电流密度过大,两头不仅镀层厚,且很易烧焦。
采用b排布,阳极水平方向两头均短于工件长度(一般宜短10~15cm),则电力线分布较均匀,工件两头镀层不致过厚,也不易烧焦,是合理的阳极分布。
因此,阳极在阳极杆上的位置不应一成不变,而宜根据工件情况,适时给予恰当的调整。
图中c排布则阳极过少、过稀,这是不大懂电镀的人常犯的错误。有的朋友常会碰到镀锌钢管一段亮一段不亮,差别很明显,这种不良显然槽中只稀稀拉拉挂了几个锌板有关。当阳极过稀时,电力线分布很不均匀,离阳极近的一段电力线密集,电流密度较大,镀层光亮性好;两阳极间隔处对应的工件部分则情况刚好相反。原则上,在阳极面积允许大的情况下,阳极越密集,则电力线分布越均匀,电镀效果越好。所以说有很多老镀厂经营者总以为少挂阳极就可省金属材料消耗,其实他们忘了物质能量守恒定律,阳极少了往往导至金属盐要加的量很大,增加了成本不说,最可怕的是还影响了产品品质,得不偿失!
2、垂直方向阳极长度的影响
2.1滚镀的阳极长度
滚镀时,工件集中在滚桶下部分,当阳极过短时,仅通过滚桶上部孔眼使上部工件导电,而集中在桶下部的工件则缺少电流,因而耗时长且效果差。原则上,阳极长度超出滚桶最下部分10~15cm,工件的受镀面积才最大,滚镀快且效果好。
有一个例子:一电镀厂上氯化钾滚镀锌,为求快而将滚桶直径做得很大。由助剂厂家配套供应全部材料,但新配液怎么也滚不亮,对镀液调来调去还是不行。只好新配一槽液,但仍然不行,找不出原因。经赫尔槽试验显示虽不理想,但镀货应没什么大问题。最后发现原来阳极杆上直接挂着在块锌锭,大家都见过市场上刚买回的锌锭长度是很短的,电力线分布严重不均。解决方法是:将锌锭重新铸造为长锌板,挂上后再镀,效果很好,镀不亮的问题迎刃而解。其实问题就出在助剂厂家也不懂滚镀对阳极长度的要求。
2.2阴阳极的相对长度与上下相对位置
阴阳极的相对长度与上下相对位置对电力线分布的影响如下图所示。
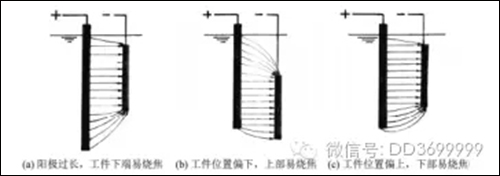
(1)一般而言,阳极的长度应略短于工件(或挂具)垂直方向的长度;否则因槽底空间过多,阳极又过长时,工件下端电力线过于集中,下端镀层厚且易烧
焦。对于定型产品加工,应先认真考虑阳极或挂具的设计。曾经有一专业加工摩托车消声器工厂,在设计自动线时,将镀镍的阳极钛篮设计过长,生产后消声器下部老是烧焦返工,无法解决。后来只好将500余只钛篮分批交钛制品厂将下端截去一段后重新封底,才把问题解决,所以说设备生产厂家也应有懂电镀工艺要求的人才行。
(2)当工件较短时,对于定型产品,最好设计挂具,多件连接装挂;对于非定型产品,若图省事,为取挂快而不愿连接,单件钩或栓挂,则一方面应注意铜挂钩长度要适宜,另一方面只能减小平均电流密度以防上部或下部烧焦。当工件悬挂较深时,上部易烧焦。
举一实例:某厂镀摩托车衣架,铜钩挂上部连杆圆环,但上部镀镍烧焦不少,镀镍烧焦后返修又难,十分头痛。最后把铜挂钩做短一点后就再也不会产品烧焦还省了铜材!往往就是这些细节的问题,若不注重阴阳极位置的相互关系,也会出大错。这不但是一个实际问题,背后还涉及一些理论基础。
实际生产中,阳极长度是不好轻易变动和灵活掌握的。像镀铬的不溶性阳极,一旦成型就很难改变,此时可以采用“阳极屏蔽法”来调整阳极的导电长度,前几天我们团队就接到一位浙江丽水的朋友咨询镀铬产品每挂上部高区的容易烧焦问题,我们建议他阳极外面设一个两头系软线的PVC塑料板,通过调整其高度来调整阳极被屏蔽的下端长度,从起到调整阳极有效长度的作用。而对于可溶性阳极,往往要注意会出现溶损后过短的问题,故应及时检查、更新。

上图为采用辅助阴极与屏蔽阴极的情况。
辅助阴极是在电流密度过大处另加一个与阴极相连的阴极(比如用铜丝烧制的螺旋圆面),让其消耗部分电流以减少工件对应部分的电流。这在镀铬中被常采用。屏蔽阴极则是在电流密度过大处附近设法固定大小适中的绝缘塑料板,使部分电力线无法穿透。后者若设计得当,则其上不会像辅助阴极那样会沉积消耗金属。
3、传质不均造成厚度分布不均匀
当电镀大平面工件(如大铁板镀锌)时,由于平板中间部位的主盐金属离子消耗后的传质补充速度小于周边主盐金属离子的补充速度,浓差极化较大,往往中间部位镀层薄、亮度差。此时若静止镀,效果很差,采用阴极移动则稍好。当允许空气搅拌时,最好采用空气搅拌。另一办法是在板中间部位设法加辅助阳极。
更多关于材料方面、材料腐蚀控制、材料科普等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网http://www.ecorr.org
责任编辑:刘洋
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8135

腐蚀与“海上丝绸之路”
点击数:6475