
如何防止管道异种材料电偶腐蚀
2019-10-21 09:20:03
作者:沈小兵 来源:南通技术部
分享至:


海工及浮式装置的管道设计过程中,一般根据工况、腐蚀环境及经济性选择不同的金属材料,同一系统内部及不同系统之间,也经常遇到管道材料变级情况即不同管道金属材料连接的情况,这里就面临如何处理电偶腐蚀的问题。
电偶腐蚀(亦称接触腐蚀或双金属腐蚀),是指异种金属在电解质介质中接触,使电流从一种材料流向另一种材料,产生电偶电流,造成这一偶对的阳极组元产生腐蚀,而偶对中阴极组元的腐蚀速度反而减慢。电偶腐蚀广泛存在于石油化工、船舶等工业中,同样存在于海洋油气平台异种金属管道的连接中。
在一般常规船舶中,由于系统流体介质中危险及有毒介质不多,潜在危害不大,对电偶腐蚀并没有太多重视,所以很少有业主提出额外预防措施或要求。但在一些海洋平台或工艺装置中管道中,易燃易爆有毒腐蚀性介质比较多,电偶腐蚀容易造成法兰泄露,从而引发事故,是经常需要面对处理的问题。
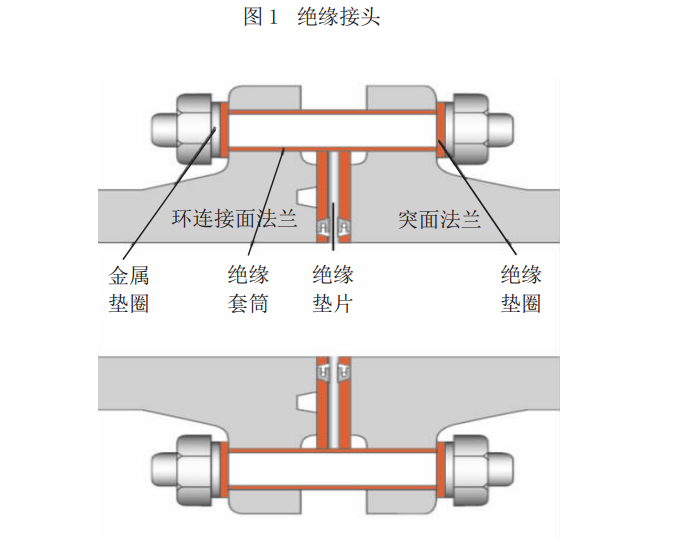
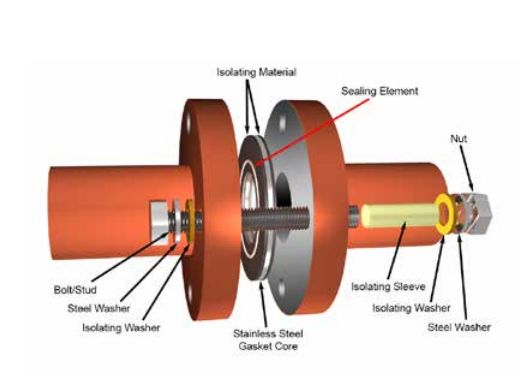
CFLNG项目中,管道系统中也存在异种材料接触(主要不锈钢与碳钢管),业主方开始要求在法兰连接面要加装绝缘垫片方式(见图1)。采用绝缘垫片隔离固然可解决金属电偶腐蚀,但成本经济性比较差,一套上百元的费用,采购成本也非常高;螺栓的紧固力矩也比较特殊,需要安装按照厂家的推荐力矩执行,对安装有更高的要求。
后期,综合考虑经济性及介质危险程度,我们和业主方做进一步沟通,最终业主同意采取将原碳钢与不锈钢法兰的碳钢螺栓更换成不锈钢螺栓,见下图2:

图2 虽然在上个项目中,我们最后采用的是较为经济简便的方式,但在整个问题的处理过程中,反映出我们设计过程中对这一问题,认识不全,考虑不够,没有在设计初期综合考虑,对这一问题缺乏系统的处理方案。下面就这一个问题,做些系统整理和归纳:
1 电偶腐蚀的危害
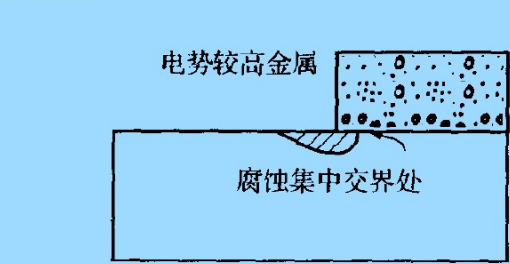
管道正常的腐蚀,在管道设计过程中一般都予以考虑了,壁厚也有一定腐蚀余量,因此管道内壁腐蚀一般都在可控制范围内。异种金属接触腐蚀对于管道的最大的危害是,造成连接部位低电位金属异常腐蚀或加速溶解(见图3),如法兰接触面、螺栓腐蚀,造成法兰连接泄露或失效,引起一系列的联锁反映。
2 电偶腐蚀条件要素
形成电偶腐蚀有三个必要条件,分别是:
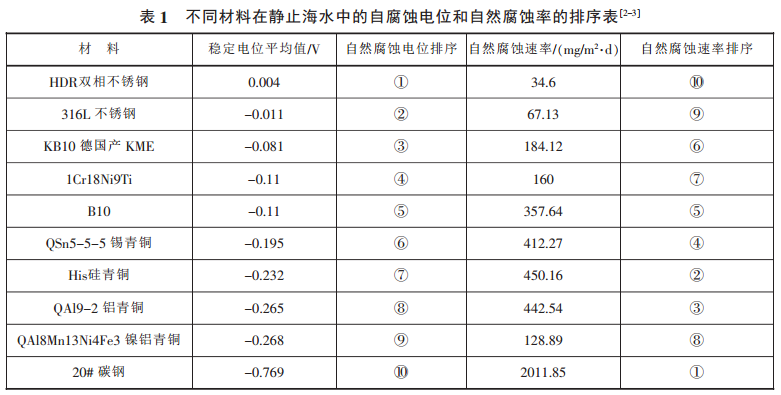
电位差电位为高的“不锈钢管”和电位为低的“碳钢管”偶接,“不锈钢管”呈阴极,“碳钢管”呈阳极,二者的电位差越大则电偶腐蚀倾向愈大。常见金属在海水中电位排序,见附表1。
电子通道经导线连接或直接接触后形成电子通道。“碳钢管”中的铁失去的电子到达“不锈钢管”表面被腐蚀剂吸收。(内衬不锈钢复合钢管,没有电解质成为离子通道“面积”)电解质两种金属的接触区有电解质覆盖或浸没。“碳钢管”中的铁失去的电子形成离子进去溶液,“不锈钢管”表面的电子被电解质中的腐蚀剂(如空气中的氧)拿走。
3 电偶腐蚀如何防治
对电偶腐蚀形成的条件有了认识之后,我们就可以围绕这三个条件,制定相应的防治措施,只要改变三个条件中的一个,双金属腐蚀既被终止。管道连接的电偶防治可以从管道设计及施工应用两个层次综合解决。
管道设计方面
1、设计初期对系统工况的腐蚀情况进行评估,并正确选择材料,参考《ISO2145石油、石化和天然气工业油气开采系统的材料选择和腐蚀控制》,综合评估系统腐蚀,合理选择材料。
2、选择在工作环境下电极电位尽量接近(最好不超过50毫伏)的金属作为相接触的电偶对,常见金属在海水中电位排序见表1。
3、减小较高电极电位(阴极)金属的面积,尽量使电极电位较低(阳极)的金属表面积增大,尽量避免大阴极小阳极的异种金属连接。
施工应用方面
对工程实际应用中遇到异种金属电偶腐蚀情况,参考《GJB 1720A异种金属的腐蚀与防护》中的推荐方式,综合平衡成本与可靠性,采取最具性价比的防治或减轻措施。下面就几种常用防治措施予以归纳说明:
1、对于电位差不大的异种金属连接,如不锈钢与铜或铜合金,一般可以不考虑电偶腐蚀。
2、一般环境下,输送非电解质或单质介质异种金属连接管道,无法形成电偶腐蚀条件的无需考虑电偶腐蚀,如CH4,N4,O2,干燥的压缩空气;如果管道处于于盐雾环境中,重点关注法兰螺栓的腐蚀,法兰紧固件使用与阴极材料相同或相近的材料,可以避免紧固件快速腐蚀,达到减轻电偶腐蚀危害要求。
3、对于小阴极大阳极的法兰连接一般也不用考虑额外电偶腐蚀,如碳钢管道中,部分不锈钢仪表附件或阀门等。
4、对于输送导电介质,介质危害大,当异种金属间面积比无法避免时,电偶腐蚀效应明显的,可通过法兰间加装绝缘垫片组件(如图1a),或在接触面阳极面涂金属镀层,如锌镉等(工艺允许)。
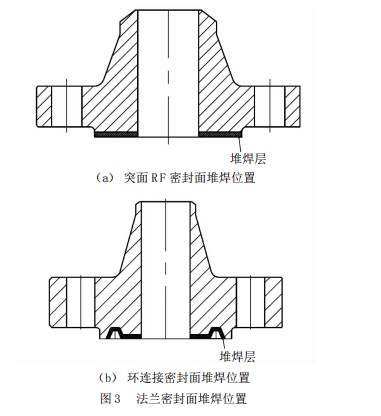
5、对于电偶腐蚀比较明显的法兰连接面,也可以采用在阳极法兰面堆焊与配对耐蚀合金材料一致或更高的焊材(如图4),焊接工艺要求可以参考《API SPEC 5LD内覆或衬里耐腐蚀合金复合钢管》,要求加工面的耐腐蚀合金厚度不小于3mm,相对于绝缘垫片方法,此方法有更高的经济性和更广泛的适用性。
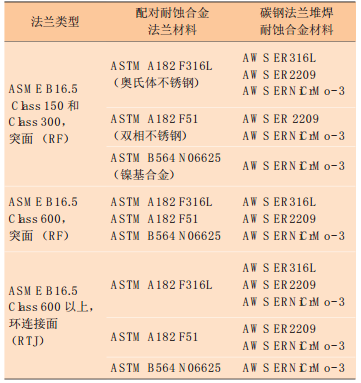
海洋平台基于碳钢法兰的异种金属法兰连接对焊耐蚀合金材料建议如下表2:
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62313558-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:5768

腐蚀与“海上丝绸之路”
点击数:4763