
金属的磨损
2020-05-13 15:50:59
作者:本网整理 来源:材易通
分享至:


金属磨损的概念
1磨损的定义
金属摩擦表面相对运动,表面不断发生损耗或产生塑性变形,使金属表面状态和尺寸发生改变的现象称为磨损。磨损表现为表面不断有细小颗粒被分离出来而成为磨屑,以及在摩擦载荷作用下,金属表面性质(金相组织、物理化学性能、力学性能)和形状的(形貌和尺寸、粗糙度、表面层厚度)变化。
通常磨损过程是一个渐进的过程,正常情况下磨损直接的结果也并非灾难性的。近二三十年,国外把摩擦、润滑和磨损,构成了一门独立的边缘学科叫摩擦学,但从材料学科特别是从材料的工程应用来看,人们更重视研究材料的磨损。
金属磨损并非单一的力学过程。引起磨损的原因既有力学作用,也有物理和化学作用,因此,摩擦副材料、润滑条件、加载方式和大小、相对运动特性(方式和速度)以及工作温度等诸多因素均影响磨损量的大小,所以,磨损是一个复杂的系统过程。
2磨损的过程
在机械的正常运转中,磨损过程大致可分为三个阶段,如图1所示。
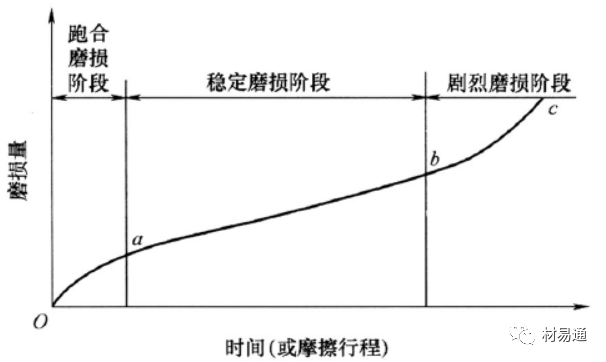
图1 金属磨损特性曲线
(1)跑合(磨合)磨损阶段 这一阶段中,磨损速度由快变慢,而后逐渐减小到一稳定值。这是由于新加工的零件表面呈尖峰状态,使运转初期摩擦副的实际接触面积较小,单位接触面积上的压力较大,因而磨损速度较快,如图1中磨损曲线的Oa段。跑合磨损到一定程度后,尖峰逐渐被磨平,磨损速度即逐渐减慢。
(2)稳定磨损阶段 在这一阶段中磨损缓慢、磨损率稳定,零件以平稳而缓慢的磨损速度进入零件正常工作阶段,如图1中的ab段。这个阶段的长短即代表零件使用寿命的长短,磨损曲线的斜率即为磨损率,斜率越小磨损率就越低,零件的使用寿命就越长。经此磨损阶段后零件进入剧烈磨损阶段。
(3)剧烈磨损阶段 此阶段的特征是磨损速度及磨损率都急剧增大。当工作表面的总磨损量超过机械正常运转要求的某一允许值后,摩擦副的间隙增大,零件的磨损加剧,精度下降,润滑状态恶化,温度升高,从而产生振动、冲击和噪声,导致零件迅速失效,如图1中的bc段。
上述磨损过程中的三个阶段,是一般机械设备运转过程中都存在的。必须说明的是,在跑合阶段结束后应清洗零件,更换润滑油,这样才能正常地进入稳定磨损阶段。
3金属的耐磨性
耐磨性是材料抵抗磨损的性能,这是一个系统性质。迄今为止,还没有一个统一的、意义明确的耐磨性指标,通常用以下三种方法表征金属的耐磨性。
(1)磨损量
在规定条件下,经过规定时间的磨损后,样品表面的损耗程度称为磨损量(W)。磨损量可通过测量长度、体积或质量的变化而得到,并相应称它们为线磨损量、体积磨损量和质量磨损量。
若测量单位摩擦距离、单位压力下的磨损量等,则称为比磨损量。磨损量越小,耐磨性越高。
(2)耐磨性
磨损量的倒数称为耐磨性,即ε=1/W。ε值越大,材料的磨损抗力越大。
(3)相对耐磨性
指在同样条件下,标准试样(Pb-Sn合金)的磨损量与被测试样磨损量的比值称为相对耐磨性。相对耐磨性的倒数称为磨损系数。
金属的磨损类型
通常,按照磨损机理和磨损系统中材料与磨料、材料与材料之间的作用方式划分,磨损的主要类型可分为磨料磨损、粘着磨损、腐蚀磨损和疲劳磨损(接触疲劳)四种基本类型。但磨损过程十分复杂,有许多实际表现出来的磨损现象不能简单地归为某一种基本磨损类型,而往往是基本类型的复合或派生,如气蚀磨损、冲蚀磨损和微动磨损等。
一、粘着磨损
01概念
当摩擦面发生相对滑动时,由于固相焊合作用产生粘着点,该点在剪切力作用下变形以致断裂,使材料从一个表面迁移到另一个表面造成的磨损称为粘着磨损,又称为咬合磨损。粘着磨损一般是在滑动摩擦条件下,当摩擦副相对滑动速度较小(钢小于1m/s)时发生的,例如,内燃机中的活塞环和缸套衬这一运动的摩擦副,如不考虑燃气介质的腐蚀性,主要表现为粘着磨损。
从微观上看,固体表面是凹凸不平的,两摩擦表面接触时实际上并不是整个表面接触,而是许多凸出体接触,实际接触面积只占名义接触面积的很小一部分,所以接触点的局部应力很大。当缺乏润滑油,摩擦副表面无氧化膜且应力超过某一值时,接触点就产生粘着或焊合,并在相对切向运动中被剪断或撕裂,致使材料转移或逐渐剥落。一个粘着剪断了,又在新的地点产生粘着,随后又被剪断、转移,如此循环,构成粘着磨损过程,如图2所示。粘着磨损的磨损表面形貌为锥刺、鳞尾、麻点等,如图3所示。
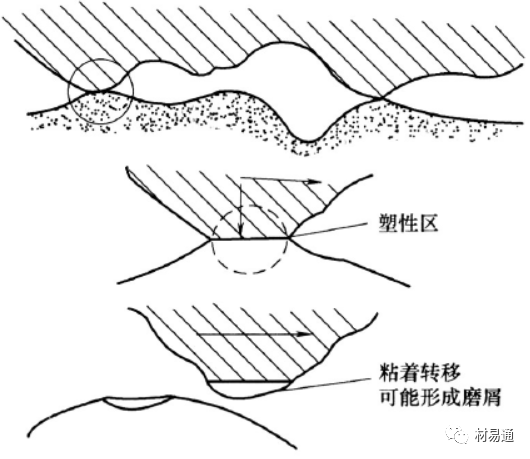
图2 粘着磨损过程示意图
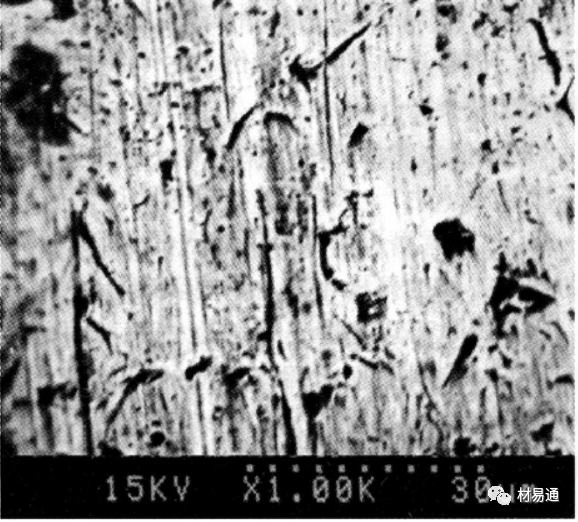
图3 粘着磨损表面形貌(SEI)
粘着磨损按程度不同可分为五级:轻微磨损、涂抹、擦伤、撕脱、咬死。如气缸套与活塞环、曲轴与轴瓦、轮齿啮合表面等,皆可能出现不同粘着程度的磨损。涂抹、擦伤、撕脱又称为胶合,往往发生于高速、重载的场合。
02影响粘着磨损的因素
材料特性、法向力、滑动速度以及温度等均对粘着磨损有明显影响。
塑性材料比脆性材料易于粘着;互溶性大的材料(相同金属或晶格类型、点阵常数、电子密度、电化学性质相近的金属)组成的摩擦副粘着倾向大;单相金属比多相合金粘着倾向大;化合物比固溶体粘着倾向小;金属与非金属组成的摩擦副比金属与金属的摩擦副不易粘着。
在摩擦速度一定时,粘着磨损量随法向力增大而增加。试验指出,当接触压应力超过材料布氏硬度的1/3时,粘着磨损量急剧增加,严重时甚至会产生咬死现象。因此,设计选材的许用压应力必须低于材料布氏硬度值的1/3,以免产生严重的粘着磨损。
在法向力一定时,粘着磨损量随滑动速度增加而增加。但达到某一极大值后又随滑动速度增加而减小,如图4所示。这可能是由于滑动速度增加时,接触表面温度升高,材料剪断强度下降,使粘着磨损量增加,而滑动速度过大又使塑性变形不能充分进行而延缓了粘着点的长大,使磨损量减小。
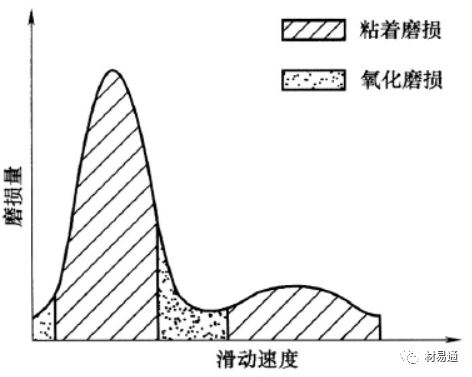
图4 磨损量与滑动速度的关系
03提高粘着磨损耐磨性的措施
防止或减少粘着磨损须从设计、选材、润滑和加工工艺等方面来综合采取措施。
首先,注意摩擦副配对材料的选择。其基本原则是配对材料的粘着倾向应比较小,如选用互溶性小的材料配对;选用表面易形成化合物的材料配对;在受力较小时,选用金属与高分子材料配对等。在滑动轴承中,选用淬火钢轴与锡基或铝基轴瓦配对。
其次,因为磨损发生在表层,所以最经济有效的方法是提高零件表面的耐磨性,如采用表面热处理、化学热处理、电镀、喷涂、堆焊、表面覆膜技术和离子注入技术等。
此外,控制摩擦滑动速度和接触压应力,可使粘着磨损大为减轻。降低摩擦副表面粗糙度和摩擦表面温度,改善润滑状态等都可降低粘着磨损量。
二、磨料磨损
01概念
由于一个表面硬的凸起部分和另一个表面接触,或者在两个摩擦面之间存在硬的颗粒,或者这些颗粒嵌入两个摩擦面中的一个面里,在发生相对运动后,引起表面材料损失的现象称为磨料磨损。
磨料磨损是最常见的、同时也是危害最为严重的磨损形式。在各类磨损形式中,磨料磨损大约占总消耗的50%。磨料磨损有多种分类方法,根据磨料与材料表面承受应力是否超过磨料的破坏强度,磨料磨损又可分为低应力擦伤式、高应力碾碎式磨损和凿削式磨料磨损三类。
(1)低应力划伤式的磨料磨损,它的特点是磨料作用于零件表面的应力不超过磨料的压溃强度,材料表面被轻微划伤。生产中的犁铧,及煤矿机械中的刮板输送机溜槽磨损情况就是属于这种类型。
(2)高应力辗碎式的磨料磨损,其特点是磨料与零件表面接触处的最大压应力大于磨料的压溃强度。生产中球磨机衬板与磨球,破碎式滚筒的磨损便是属于这种类型。
(3)凿削式磨料磨损,其特点是磨料对材料表面有大的冲击力,从材料表面凿下较大颗料的磨屑,如挖掘机斗齿及颚式破碎机的齿板。
此外,也可以按磨损接触物体的表面分类,分为两体磨料磨损和三体磨料磨损。两体磨损的情况是,磨料与一个零件表面接触,磨料为一物体,零件表面为另一物体,如犁桦。而三体磨损,其磨料介于两个滑动零件表面,或者介于两个滚动物体表面,前者如活塞与气缸间落入磨料,后者如齿轮间落入磨料。两种不同情况的磨粒磨损如图5所示。
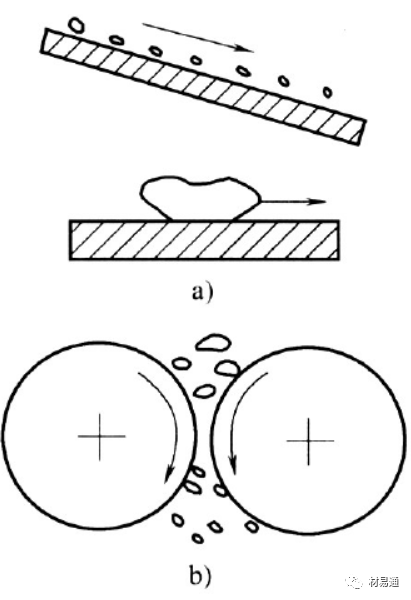
图5 两体和三体磨料磨损
a)两体磨损;b)三体磨损
02磨料磨损的机理和影响因素
(1)磨料磨损机理 磨料磨损可能是磨粒对摩擦表面产生的切削作用、塑性变形和疲劳破坏作用或脆性断裂的结果,还可能是它们综合作用的反映,并以某一损坏方式为主。磨粒磨损的主要特征是摩擦面上有明显犁皱形成的沟槽或磨屑,如图6所示。
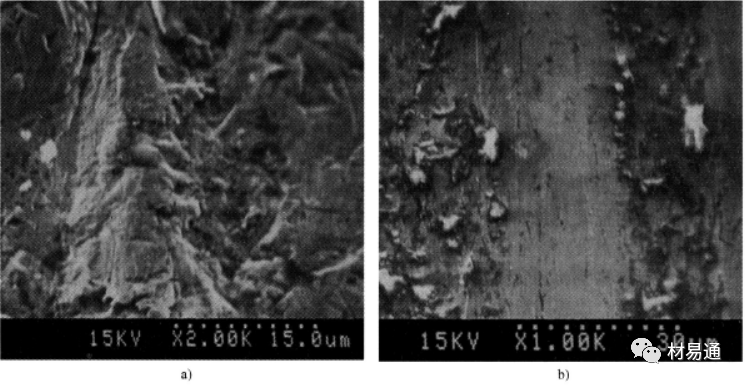
图6 磨粒磨损表面的犁沟和磨屑(SEI)
a)犁沟;b)磨屑
当磨料硬度较高且棱角尖锐时,磨料犹如刀具一样,在切应力作用下,对金属表面进行切削。这些切削一般较长而深度较浅。实际上,磨料形状一般比较圆钝,而且材料表面塑性较高,磨料在材料表面滑过后只能犁出一条沟槽来,使两侧金属发生塑性变形而堆积起来,在随后的摩擦过程中,这些被堆积部分又被压平,如此反复地塑性变形,导致裂纹形成而引起剥落。因此,这种磨损实际上是疲劳破坏过程。硬而脆的材料遇到磨粒磨损时,由于磨料不易刺入材料使材料发生塑性变形,更不易被切削,这时材料常常是以脆性断裂、微观剥落的机制发生迁移,宏观上便是发生了磨损。
(2)影响磨料磨损的因素 磨料磨损的影响因素很多,十分复杂,还包括了外部载荷、磨料硬度和颗粒大小、相对运动情况、环境介质以及材料组织和性能等。影响磨料磨损的因素有零件材料的内部因素和磨粒等的外部因素。
材料的硬度是影响磨料磨损最大的因素。一般来说材料的硬度(正确地说是材料磨损后的表面硬度)越高,则耐磨性越高。对纯金属和退火钢,耐磨性大致与硬度成正比。经热处理的钢,其耐磨性也随着硬度的提高而提高,只是提高的程度稍低。对于像石英和陶瓷等硬度很高的材料,硬度过高后耐磨性反而下降,这是由于断裂韧度下降,容易发生脆性碎裂使磨损增大。
外部因素中影响较大的是零件材料硬度Hm与磨粒硬度Ha的比值。当Hm/Ha>0.8时,零件材料的耐磨性迅速提高;当Hm/Ha<0.8时,零件材料的耐磨性低。前者称为软磨料磨损,后者称为硬磨料磨损。因此,要提高材料的耐磨性,材料的硬度必须大于磨粒硬度80%,这是选择材料的一个比较关键性问题。
此外,磨料的粒度、几何形状和组成等对磨损也有影响。
03提高磨料磨损耐磨性的措施
提高零件耐磨料磨损性能的方法,首先是选择材料。对于以切削作用为主要机理的磨粒磨损应增加材料硬度,材料的硬度必须大于磨料硬度80%,可使磨损量减得很小,这是提高耐磨性的最有效措施。如选择中、高碳钢和含铬、锰的合金钢淬火获得马氏体组织,采用高锰钢、普通白口铸铁、合金白口铁、粉末冶金减摩和耐磨材料、金属陶瓷、陶瓷等,都可得到高硬度和高耐磨性。但如果磨料磨损机理是塑性变形,或塑性变形后疲劳破坏(低周疲劳)、脆性断裂,则提高材料韧性对改善耐磨性是有益的。
其次,采用表面热处理和化学热处理,或用硬合金表面堆焊、热喷涂和其他表面涂覆方法,也能有效地提高磨料磨损耐磨性。另外,经常注意工件防尘和清洗,加装防护密封装置等,防止大于1μm磨粒进入接触面也是有效的措施。
三、腐蚀磨损
腐蚀磨损是指摩擦副表面在相对滑动过程中,表面材料与周围介质发生化学或电化学反应,并伴随机械作用而引起的材料损失现象称为腐蚀磨损。腐蚀磨损因常与摩擦面之间的机械磨损(粘着磨损或磨粒磨损)共存,故又称腐蚀机械磨损。
腐蚀磨损通常是一种轻微磨损,但在一定条件下也可能转变为严重磨损。常见的腐蚀磨损可分为氧化磨损、特殊介质腐蚀磨损、冲蚀磨损等。
01氧化磨损
除金、铂等少数金属外,大多数金属表面都被氧化膜覆盖着,纯净金属瞬间即与空气中的氧起反应而生成单分子层的氧化膜,且膜的厚度逐渐增长,增长的速度随时间以指数规律减小,当形成的氧化膜被磨掉以后,又很快形成新的氧化膜,随后又再被磨去。如此,氧化膜形成又被除去,工件表面逐渐被磨损,这就是氧化磨损,可见氧化磨损是由氧化和机械磨损两个作用相继进行的过程。
氧化磨损的磨损速率最小,其值仅为0.1~0.5μm/h,属于正常类型的磨损。氧化磨损的宏观特征是,在摩擦面上沿滑动方向呈匀细磨痕,钢铁氧化磨损产物或为红褐色的Fe2O3,或为灰黑色Fe3O4。一般情况下氧化膜能使金属表面免于粘着,氧化磨损一般要比粘着磨损缓慢,因而可以说氧化磨损能起到保护摩擦副的作用。
02特殊介质腐蚀磨损
在摩擦副与酸、碱、盐等特殊介质发生化学腐蚀的情况下而产生的磨损,称为特殊介质腐蚀磨损。其磨损机理与氧化磨损相似,但磨损率较大,磨损痕迹较深。金属表面也可能与某些特殊介质起作用而生成耐磨性较好的保护膜。
为了防止和减轻腐蚀磨损,可从表面处理工艺、润滑材料及添加剂的选择等方面采取措施。
03冲蚀磨损
冲蚀磨损是指流体或固体以松散的小颗粒按一定的速度和角度对材料表面进行冲击所造成的磨损。松散粒子尺寸一般小于100μm,冲击速度在550m/s以内。根据携带粒子的介质不同,冲蚀磨损又分为气固冲蚀磨损、流体冲蚀磨损、液滴冲蚀磨损和气蚀磨损,气固冲蚀磨损又称喷砂型冲蚀磨损,是最常见的冲蚀磨损。
在冲蚀磨损过程中,表面材料流失主要是机械力引起的。在高速粒子不断冲击下,塑性材料表面逐渐出现短程沟槽和鱼鳞状小凹坑(冲蚀坑),且变形层有微小裂纹。
腐蚀磨损的破坏作用大大超过单纯的腐蚀或磨损。一般金属洁净表面与空气接触后生成氧化膜,多数金属表面氧化膜的厚度为0.01μm。当磨损速度低于氧化膜厚度的增长速度时,氧化和磨损尚不相互促进,膜层可起保护作用。当磨损速度超过氧化速度,腐蚀磨损便变得剧烈。但氧化膜又不宜过厚,否则易于脆性断裂,形成硬的氧化物磨粒,使磨损加速。腐蚀磨损与环境、温度、滑动速度、载荷和润滑条件有关,相互关系极为复杂。如内燃机轴承在湿空气中容易生锈,在润滑剂中工作也常会出现腐蚀磨损。在特殊介质中工作的选矿机械和化工机械等的零件更常出现严重的腐蚀磨损。防止腐蚀磨损应从选材(如用不锈钢和耐蚀合金等)、表面保护处理、降低表面工作温度和选择适当的润滑剂等入手。
四、微动磨损
01微动磨损现象
在机器的嵌合部位和紧配合处,接触表面之间虽然没有宏观相对位移,但在外部变动载荷和振动的影响下,却产生微小滑动,称为微动。如图7中的紧配合轴,在反复弯曲时,二配合面产生轴向相对滑动,滑动量从配合面内至边缘逐渐增大,约为2~20μm,长期运行后发现配合处轴的表面被磨损,并出现细小粉末状磨损产物。这种在相互压紧的金属表面间由于小振幅振动而产生的复合形式磨损称为微动磨损,有氧化腐蚀现象的微动磨损也称微动磨蚀,在交变应力下的微动磨损称为微动疲劳磨损。
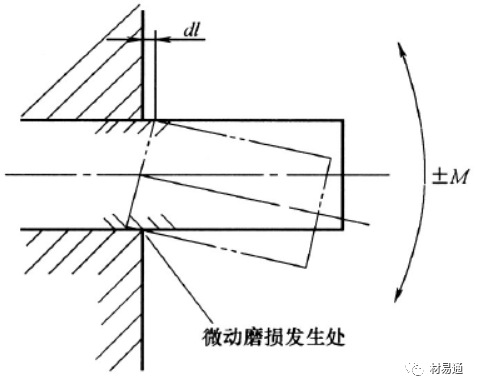
图7 微动磨损的产生
在有振动的机械中,螺纹联接、花键联接和过盈配合联接等都容易发生微动磨损。微动磨损的特征是摩擦副接触区有大量红色的Fe2O3磨损粉末,如果是铝件,则磨损产物为黑色的。微动磨损时在摩擦面上还常常见到因接触疲劳而形成的麻点或蚀坑。
02微动磨损的机理
一般认为,微动磨损的机理是,摩擦表面间的法向压力使表面上的微凸体粘着。粘合点被小振幅振动剪断成为磨屑,磨屑接着被氧化。被氧化的磨屑在磨损过程中起着磨粒的作用,使摩擦表面形成麻点或虫纹形伤疤。这些麻点或伤疤是应力集中的根源,因而也是零件受动载失效的根源。根据被氧化磨屑的颜色,往往可以断定是否发生微动磨损。如前所述,被氧化的铁屑呈红色,被氧化的铝屑呈黑色,则振动时就会引起磨损。
从以上产生微动磨损的原因分析中可以看出,微动磨损不是单独的磨损形式,而是粘着磨损、氧化磨损、磨料磨损,甚至还包含着腐蚀作用引起的腐蚀磨损和交变载荷作用引起的疲劳磨损,所以,微动磨损是几种磨损形式的复合,究竟以哪一种形式的磨损为主,要视具体情况而定。
03提高抗微动磨损的措施
滚压、喷丸和表面化学热处理都能使表层产生压应力,从而有效地提高微动磨损与疲劳的抗力。就材料来说,选择抗粘着磨损能力大的,其抗微动磨损的能力也较强;硬度高的材料具有良好的抗微动磨损性能,但微动疲劳性能就较差。为减少微动磨损和微动疲劳,在界面间加入非腐蚀性润滑剂或采用垫衬改变接触面的性质,如蒸汽锤锤杆和锤头配合处插入软铜片作垫衬,螺纹联接加装聚四氟乙烯垫圈也可减小微动磨损,都可收到良好的效果;对压配合件可用卸载槽以减少应力集中;再如增大紧配合的过盈量,实际上过盈量超过25~30μm就可防止微动磨损的出现。
金属的接触疲劳
一、接触疲劳现象
接触疲劳又称表面疲劳磨损或疲劳磨损,是工件(如齿轮、滚动轴承,钢轨和轮箍,凿岩机活塞和钎尾的打击端部等)表面在接触压应力的长期反复作用下引起的一种表面疲劳破坏现象。
接触疲劳的宏观特征是接触表面出现许多针状或痘状的凹坑,称为麻点,也叫点蚀或麻点磨损。有的凹坑很深,呈“贝壳”状,有疲劳裂纹发展线的痕迹存在,图8是GCr15钢接触疲劳失效的表面形貌。
齿轮、轴承、钢轨与轮箍的表面经常出现接触疲劳破坏。在刚出现少数麻点时,一般仍能继续工作,但随着工作时间的延续,麻点剥落现象将不断增多和扩大,例如齿轮,此时啮合情况恶化,磨损加剧,发生较大的附加冲击力,噪声增大,甚至引起齿根折断。由此可见,研究金属的接触疲劳问题对提高这些机械零件的使用寿命有着重大的意义。
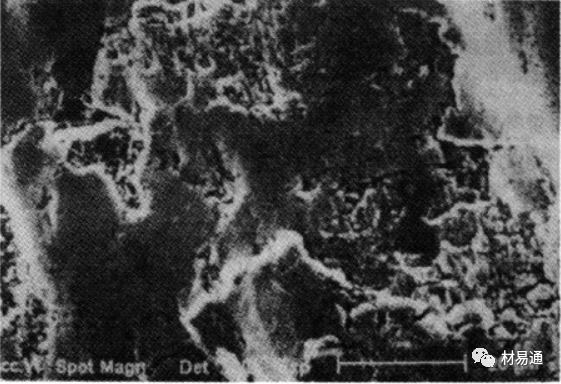
图8 接触疲劳表面形貌(SEI)
二、影响接触疲劳寿命的因素
接触疲劳寿命首先取决于加载条件,特别是载荷大小。此外,还与许多其他因素有关,这里仅简叙其中若干有代表性的因素。接触疲劳是轴承和齿轮常见的失效形式,下面介绍的影响因素主要是针对这两类工件的。
1内部组织状态
(1)非金属夹杂物
钢在冶炼时总存在非金属夹杂物等缺陷,钢中的这些夹杂物的种类、数量、形状、尺寸和分类等都对疲劳寿命产生影响。轴承钢中的塑性夹杂物(硫化物)对寿命的影响较小,球状夹杂物(钙硅酸盐和铁锰酸盐等)次之,脆性夹杂物(氧化物Al2O3、氮化物、硅酸盐等)呈棱角尖锐形分布时对接触疲劳寿命危害最大。这是由于脆性夹杂物尖角处的应力集中及它们跟基体交界处的弹塑性变形不协调而引起应力集中,使脆性夹杂物的边缘部分极易形成为裂纹,降低接触疲劳寿命。
(2)马氏体含碳量的影响
轴承钢中马氏体组织中含碳量对其寿命有较明显的影响。图9是轴承钢中马氏体含碳量与接触疲劳寿命的关系图。从图看出,马氏体中碳的质量分数在0.5%附近寿命最高,低于或高于这个量,寿命都急剧降低。因为钢中马氏体含碳量增加,脆性就增多,并使奥氏体含量相应增多,疲劳寿命降低。若含碳量过低,就降低钢的基体强度和硬度,从而减弱了基体抗疲劳磨损的能力。
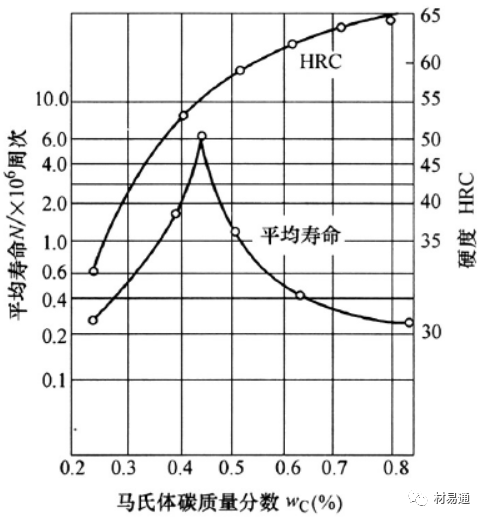
图9 马氏体中碳质量分数与接触疲劳寿命的关系
(3)马氏体及残余奥氏体级别
因工艺不同,渗碳钢淬火可以得到不同级别的马氏体和残留奥氏体。若残留奥氏体越多,马氏体针越粗大,则表层有益的残余压应力和渗碳层强度就越低,易产生裂纹,故降低接触疲劳寿命。
(4)未溶碳化物和带状碳化物
轴承钢中碳化物含量多少及其粒度、形状和分布均对接触疲劳寿命有很大影响。碳化物数量太多,颗粒粗大,形状不规则,分布不均匀,都会引起组织和性能的不均匀和应力集中等,从而造成接触疲劳寿命降低。通过适当的热处理,使未溶碳化物颗粒趋于小、少、匀、圆,对于提高轴承钢接触疲劳寿命是有利的。
带状碳化物之间的马氏体碳含量较高,故脆性较大且易成为接触疲劳裂纹源,从而降低接触疲劳寿命。
2表面硬度与心部硬度
对于轴承研究表明,在一定硬度范围内,接触疲劳寿命随表层硬度的提高而延长,当表面硬度超过一定值后,再提高硬度,接触疲劳寿命反而会降低。如图10所示,硬度在62HRC左右寿命最高,低于或高于这个硬度范围,其寿命均有较大的降低。
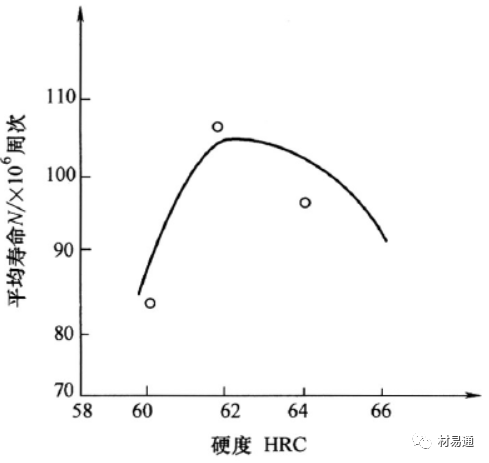
图10 表面硬度与接触疲劳寿命的关系
对于渗碳件而言,如果心部硬度太低,则表面硬度梯度太陡,易在过渡区内形成裂纹而产生深层剥落。因此,适当提高心部硬度,才能充分发挥材料强度潜力,有效提高接触疲劳寿命。实践表明,渗碳齿轮心部硬度值以35~40HRC为宜。
3表面硬化层深度
为防止表层产生早期麻点或深层剥落,渗碳的齿轮需要有一定的硬化层深度。最佳硬化层深度t推荐值为
式中 m—模数
B—接触面半宽
4外部因素的影响
(1)表面粗糙度与接触精度 减少表面冷、热加工缺陷,降低表面粗糙度,提高接触精度,可以有效地增加接触疲劳寿命。接触应力大小不同,对表面粗糙度要求也不同。接触应力低时,表面粗糙度对接触疲劳寿命影响较大;接触应力高时,表面粗糙度影响较小。
(2)硬度匹配 两个接触滚动体的硬度匹配恰当与否,会直接影响接触疲劳寿命。例如,ZQ-400型减速器小齿轮与大齿轮的硬度比保持1.4~1.7的匹配关系,可使承载能力提高30%~50%。
此外,两个接触滚动件的装配质量及它们之间的润滑情况也影响接触疲劳寿命。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7130

腐蚀与“海上丝绸之路”
点击数:5741