
湖南大学镁合金顶刊:未经过任何退火!短流程制造高弯曲镁合金板材
2023-11-17 16:30:14
作者:材料学网 来源:材料学网
分享至:


导读:本研究通过短流程制造工艺,发现商用镁合金AZ31 (Mg-3Al-1Zn-0.3Mn)板材具有良好的延展性和弯曲成形性。在90°弯曲试验中,未经过任何退火的短加工板材虽然具有较强的基底织构,但弯曲半径较小,仅为其厚度的0.2倍。此外,它还可以承受反复折叠压扁的直接变形。原位组织表征表明,弯曲区出现应变局部化的扩展孪晶带。在随后的压扁过程中,这些孪晶带经历了去孪,降低了局部应变浓度,并实现了进一步的弯曲变形。这种优异的弯曲成形性源于动态再结晶晶粒内棱柱晶面上显著的< a >型位错环滑移。这些晶粒在较短的制造过程中均匀细化到几微米,并表现出较低的残余应变,此外,当在运动过程中绕过Al-Mn纳米颗粒时,棱柱位错活性进一步增强,体现了良好的延展性和弯曲成形性。
镁(Mg)在结构金属中质量最氢,镁合金在汽车、铁路、航空航天等行业具有轻量化和节能的巨大潜力。例如,近年来,在北美制造的家用汽车中,镁合金的使用量以每年10-14%的速度增长。其原理很容易理解——车辆总重量中减少10%的重量,可以提高4-8%的燃油经济性。汽车制造等行业迫切需要高性能和低成本的镁合金薄板以替代目前使用的铝和钢板,用来制作结构部件,比如车身面板和地板。
然而,镁合金薄板的制造通常需要复杂的热机械过程,包括多次轧制和多次中间再加热。由于工艺窗口小,击穿机的厚度减薄通常控制在每次10%左右,击穿后每道次减薄限制在10-30%,以避免边缘开裂。制造周期的延长导致板材制造费用的增加和效率的降低。此外,镁合金板材的使用还面临着环境温度下弯曲成形能力不足的局限。金属板必须弯曲成所需的形状通常为v形、u形和槽形,这是许多行业,特别是汽车、运输和电子产品行业中,弯曲成形性是金属板的重要性能要求,例如,在汽车制造中,高弯曲成形性是折边等工艺的先决条件。镁合金的弯曲成形性不足。
尽管提高镁合金板材的弯曲成形性的工业需求很大,但与提高镁合金的延展性和拉伸成形性的研究相比,关于镁合金的研究还比较有限。到目前为止,镁合金板材的弯曲成形性的主要方式是织构弱化,增加基底位错滑移的活性。然而,迄今为止,这种方法下,样品必须通过高压扭转,或以较慢速度和较低温度进行加工——这两种方法大大降低了加工效率,因此难以大规模生产。
最近,我们开发了一种薄板制造工艺,可以以正常轧制速度(4.8 m/min) 实现大规模工业生产镁合金薄板。这种方法只需一次大应变平挤压和1-3次热轧(取决于板材最终厚度)。这大大缩短了镁薄板采用常规多道次轧制的漫长制造过程,因此在本文中称为“短工序”。使用该方法制备的镁合金板材具有较高的弯曲成形性(补充视频1)。本文以应用最广的镁合金成分AZ31合金为例,证明了该短工艺制备的板材具有可观的延展性和优异的弯曲成形性。
湖南大学机械与车辆工程学院阮秋琦等教授相关研究以“Mechchanisticinvestigation of highbendable magnesium alloy sheet fabricated by short-process manufacturing”为题发表在Journal of Magnesium and Alloys上。
链接:https://www.sciencedirect.com/science/article/pii/S2213956723002256
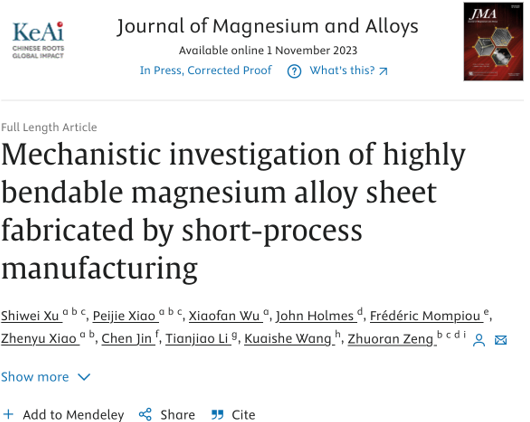
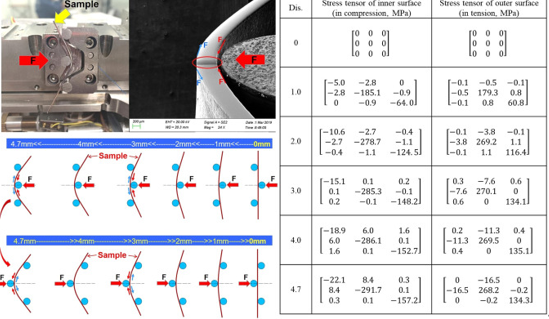
图1所示。现场EBSD观测弯曲和压平过程的设置图像和示意图。通过有限元模拟,得到了原位弯曲试验的内、外表面应力张量。有限元模拟的输入参数如表1所示。
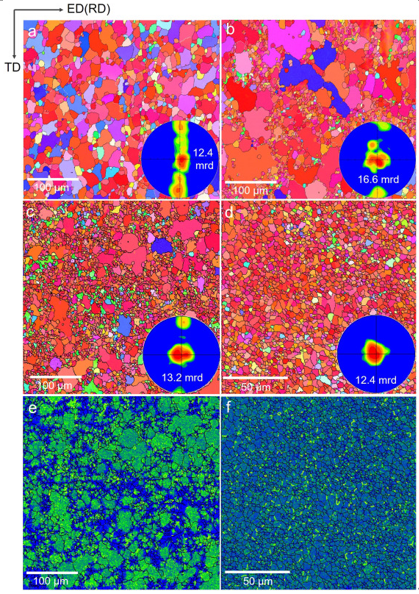
图2所示。(a - d)从ED(RD)-TD面得到的(a)边缘、(b)到边缘、(c)挤压带材中心部分和(d)短加工板材的EBSD方向图和相应的(0002)极点图。(e, f)挤压带材和短加工板材中心部位的KAM图。
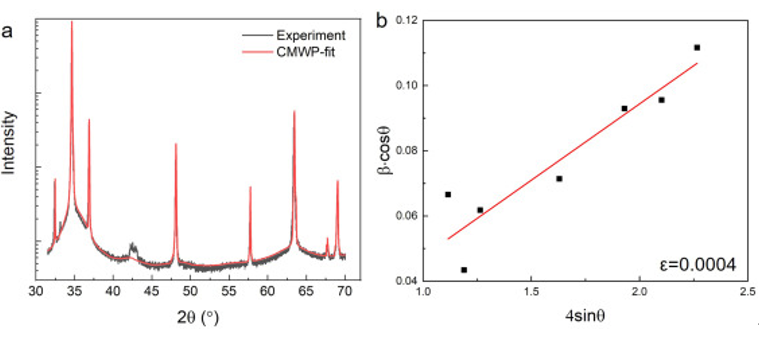
图3 (a) 采用Williamson-Hall方法进行AZ31短加工薄片的实验测量和cmwp -拟合XRD谱图;(b)基于峰展宽的微应变计算。
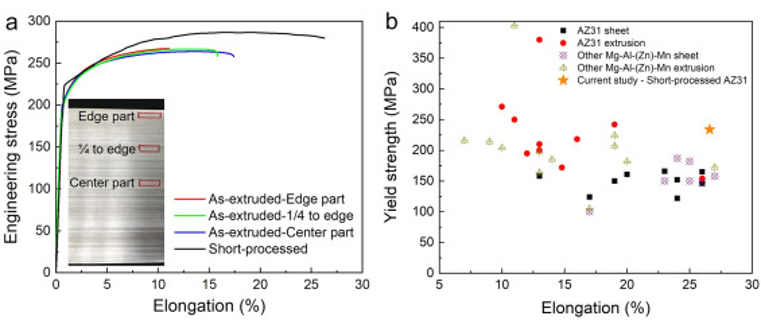
图 4 (a)挤压带材和短加工板材的工程应力-应变曲线。插入显示边缘部分,到边缘,和中心部分作为挤压带。(b)与文献报道的AZ基合金的拉伸性能比较。
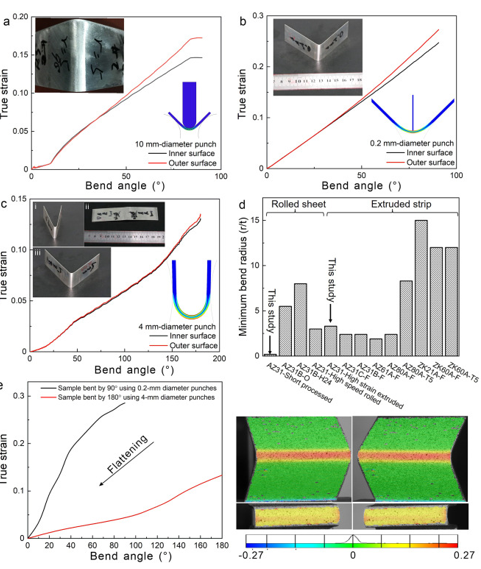
图 5 (a)用直径为10 mm的冲头将1.5 mm厚的挤压带弯曲90°,(b)用直径为0.2 mm和4 mm的冲头将0.5 mm厚的短加工板弯曲90°和(c) 180°时,外表面和内表面的真应变随弯曲角的变化规律。(a、b)中插入的照片显示,板材成功弯曲90°,弯曲半径为3.3T和0.2T, (c)中的照片显示,板材(i)弯曲了约180°,(ii)随后变平,(iii)反向弯曲了约90°,没有任何可见的裂纹。从试验台取出后,弯曲的试样被弹回。(d)本研究和文献报道的轧制薄板和挤压带材的最小弯曲半径,其厚度范围在0.5 ~ 6.3 mm之间。这些样品在室温下被弯曲90度。(e)用直径为0.2 mm和4mm的冲头分别弯曲90°和180°的短加工试样压扁过程中应变演化的DIC结果。(e)中的照片来自弯曲和斑点样品的左右相机,在压平前与应变图叠加。
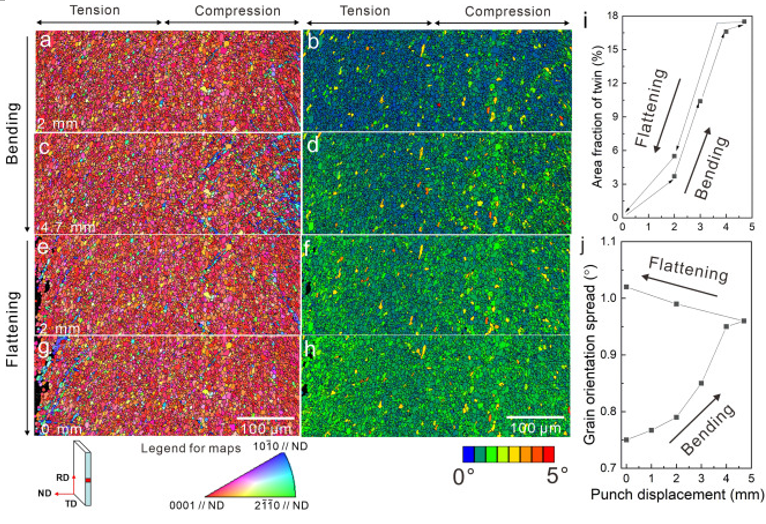
图6 弯曲和压扁过程中的微观结构和应变演化。(a - h)弯曲时冲床从(a, b) 2mm移动到(c, d) 4.7 mm,再移动到(e, f) 2mm和(g, h)弯曲时样品RD-ND表面的原位EBSD取向图和相应的晶粒取向展布图(GOS)。(i)压缩区孪晶面积分数(j)弯曲和压扁过程中凸模位移的函数关系。
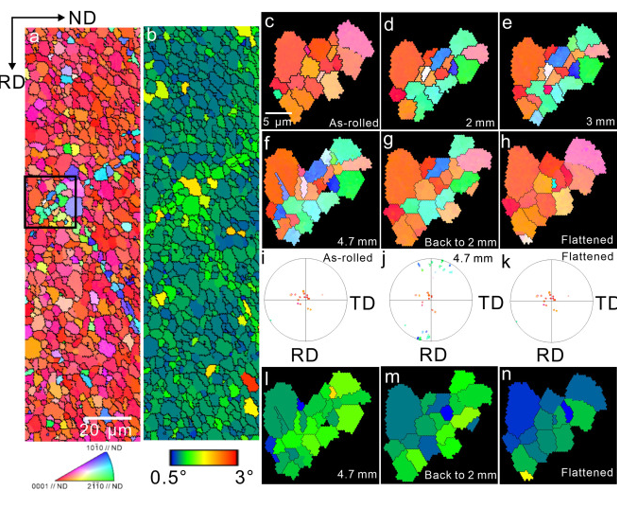
图7 (a, b) EBSD取向图和GOS图显示了弯曲AZ31板的双带相交和沿双带的局部应变。原位EBSD定向图显示弯曲过程中的(c-f)孪晶和压平过程中的(f-h)去孪晶。(i - k)(0001)极形图显示了晶粒和孪晶(i)在轧制状态下的取向,(j)弯曲4.7 mm的冲压位置,(k)压平后的取向。(l-n)原位GOS图显示,从4.7 mm冲孔位置到原始位置的压平过程中,与脱孪生有关的GOS水平下降。
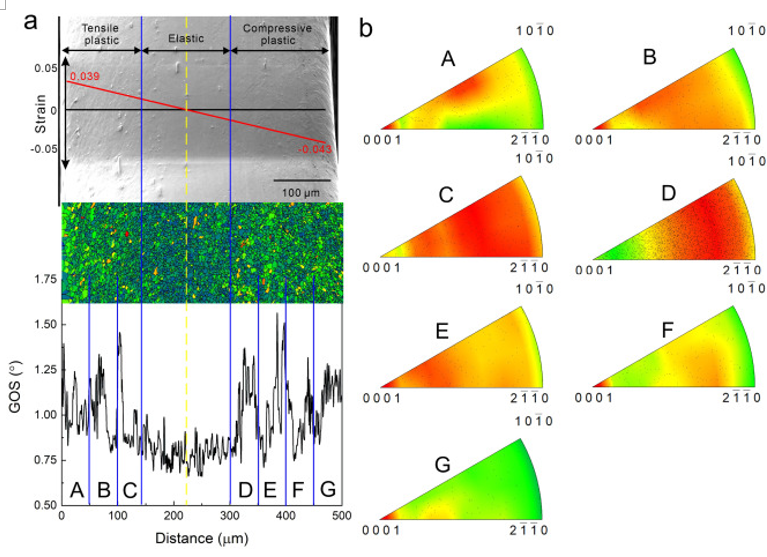
图8 (a)当冲头移动到4.7 mm位置时,试样侧面弯曲后的SEM图像。可以区分拉伸、压缩塑性变形区和弹性变形区。用有限元法计算了外表面0.039 ~内表面- 0.043的真实应变分布,给出了计算结果。中性线用黄色虚线表示,虚线向拉伸区偏移。根据晶粒取向扩展(GOS)图,将塑性变形区域划分为7个区域(标记为a - g),每个区域的宽度为~ 50 um。给出了7个塑性变形区域和弹性变形区域的GOS。(b) A-G区晶粒内取向轴(IGMA)分析。
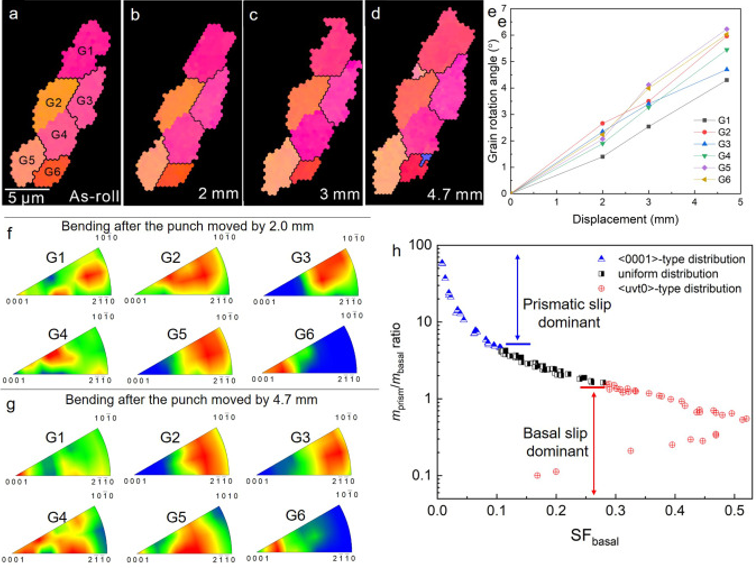
图9 (a-d)弯曲至4.7 mm冲孔位移时拉伸区选定晶粒G1-G6的原位EBSD取向图。(e)弯曲过程中所选六种颗粒的颗粒旋转角度随冲床位置的变化。(f, g)各颗粒弯曲至(f) 2-mm和(g) 4.7 mm冲孔位置后的IGMA反极图。(h)从拉伸区随机选取100个晶粒弯曲至4.7 mm冲孔位置后的IGMA类型、mbasal和mprism/mbasal。
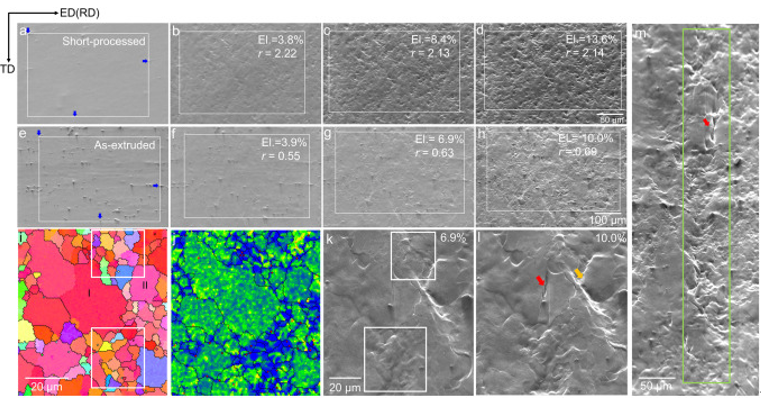
图10 (a, d)短加工态和(e - h)挤压态AZ31试样的原位SEM观察,当测试仪的十字头按试样长度移动(a, e) 0%, (b, e) 10%, (e, f) 15%, (d, h) 20%时。用蓝色箭头突出显示的表面特征用于跟踪同一区域(用白色矩形突出显示)。(i - 1)高倍拉伸试验中挤压态AZ31的观察。(i) EBSD方向图,(j)对应的KAM图,(k, l)局部区域延伸率为6.9%和10.0%时的SEM图像。白色矩形突出了与变形晶粒I和II相邻的再结晶晶粒。(1)中的红色和黄色箭头分别表示晶粒I中存在晶内裂纹,晶粒I和晶粒II之间存在严重变形。(m)挤压态AZ31拉伸率为10.0%时沿TD的局部应变和裂纹(绿色矩形突出显示)。
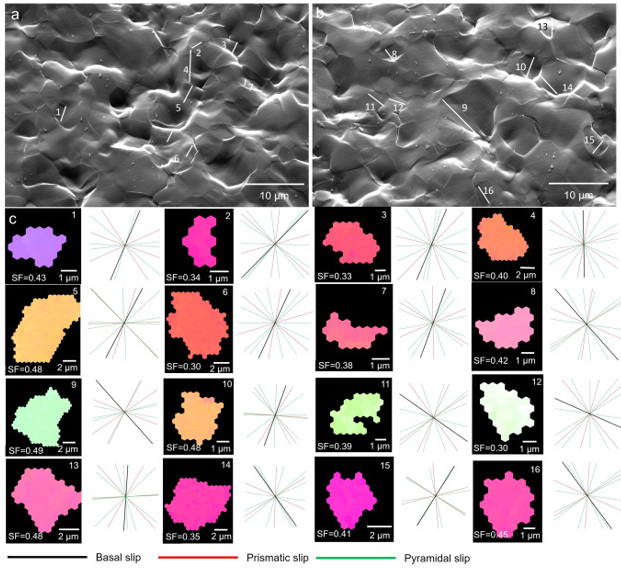
图11. (a, b)短加工AZ31在SEM原位拉伸阶段被拉长13.6%后的两张SEM图像。(c)确定滑移迹的16个颗粒的EBSD取向图。根据它们的方位,可以得到基底滑移、棱柱滑移(3个变量)和锥体II滑移(6个变量)的轨迹方向。通过将潜在滑动轨迹与SEM图像中观察到的滑动轨迹进行匹配,确定了滑动轨迹为基底滑动轨迹。
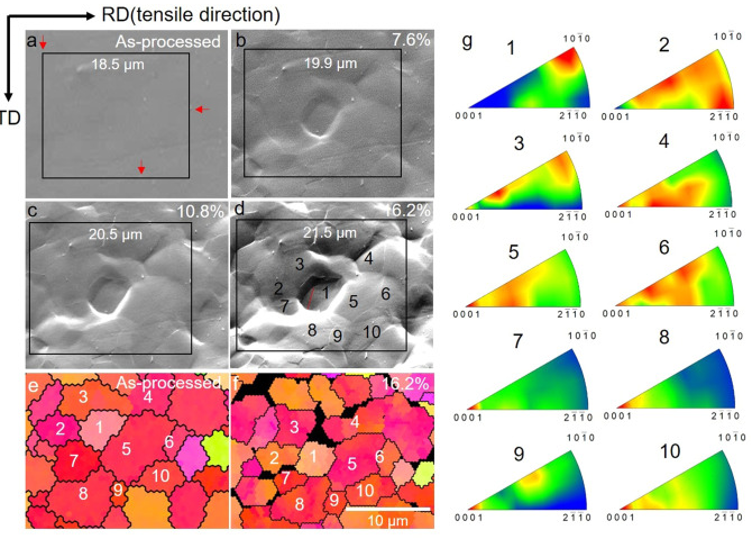
图12. 拉伸过程中选定晶粒变形的现场观察及晶粒内取向偏差分析。(a-d)加工阶段和拉伸率分别为7.6%、10.8%和16.2%时的SEM表面观察。(a)中的红色箭头突出显示了用于跟踪黑色帧中同一区域的表面特征。根据黑框的形状变化计算局部应变。(e, f)处理阶段和延伸16.2%后的EBSD取向图。(g) 16.2%延长率后各晶粒的IGMA反极图。
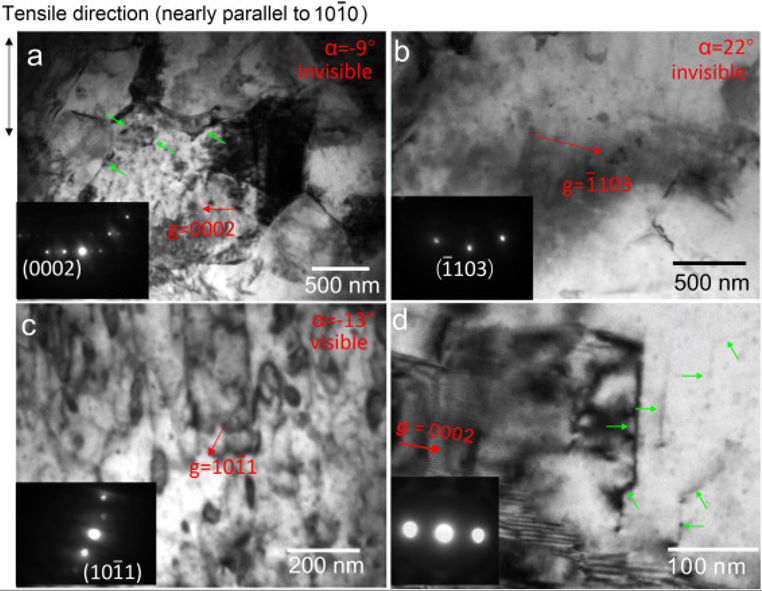
图13. (a) g1 = 0002, (b) g2 = 013, (c) g3 = 101。(c)中大多数位错是不可见的,g1 = 0002, g2 = 013,因此,这些位错的Burgers向量为[110]。(d)高倍镜下g = 0002条件下可见的位错和层错。(a)和(d)中的绿色箭头显示了g1 = 0002条件下可见的位错,表明它们要么是[c],要么是< c + a >。入射光束几乎平行于矩阵的[20]。在衍射条件为g3 = 101的条件下,捕获了补充视频6的原位TEM图像。
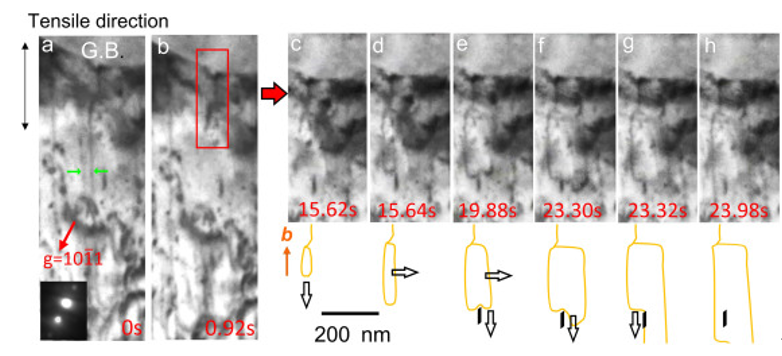
图14. 原位TEM图像序列及相应的位错行为示意图。(a, b) < a >位错的直线螺杆分量在棱柱平面上的湮灭。在插图(b)中显示了湮灭后仍然存在的无柄段,并作为进一步位错的来源(c-h)。入射光束几乎平行于矩阵的[20],且g = 101。
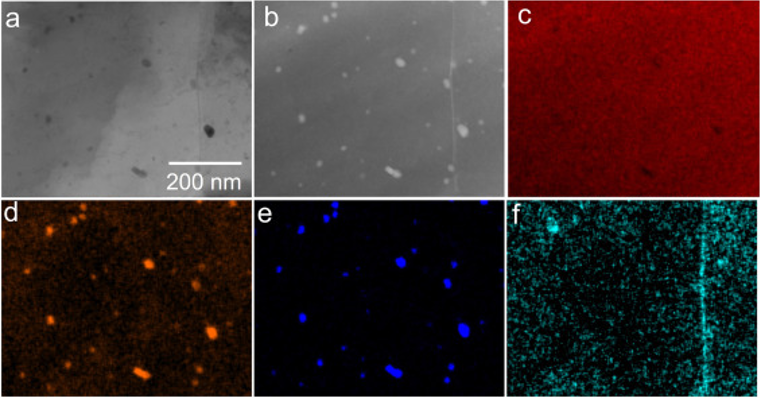
图15 (a)短加工AZ31板材明场和(b)高角度环形暗场图像,以及(c) Mg、(d) Al、(e) Mn、(f) Zn元素的EDX元素映射。
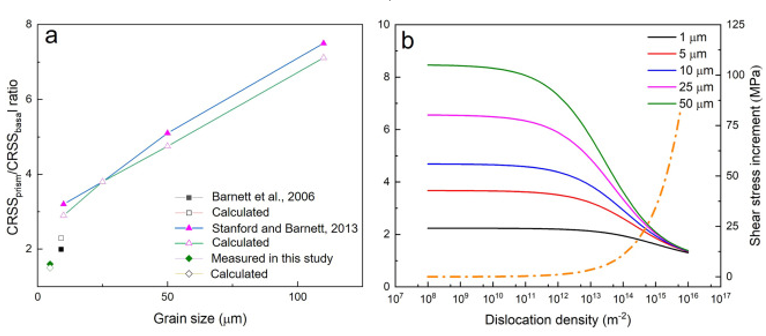
图16 (a)本研究与文献的CRSSprism /CRSSbasal比值吻合较好。(b) CRSSprism /CRSSbasa比值与晶粒尺寸和位错密度的函数关系,以及位错引起的剪应力增量与位错密度的函数关系。
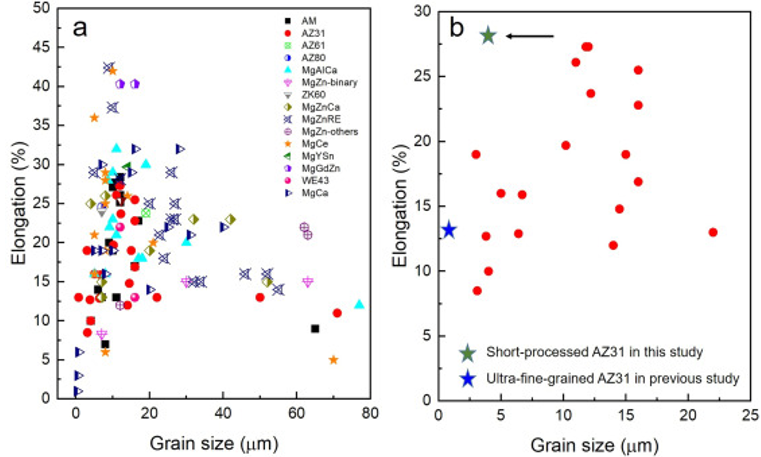
图17 来自文献的数据回顾关于(a) Mg挤压和轧制合金和(b)挤压和轧制AZ31合金在不同条件下的伸长率和晶粒尺寸。
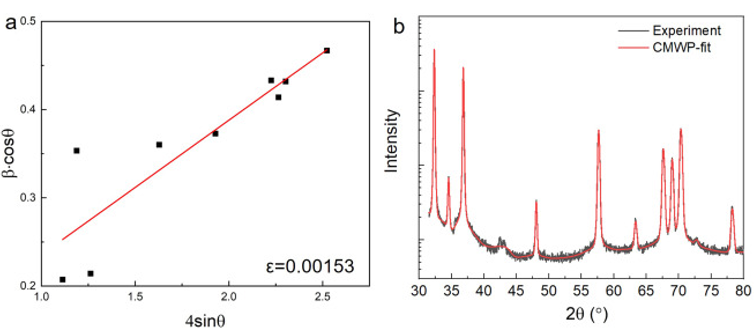
图18 (a)基于Williamson-Hall法峰展宽的微应变计算;(b)前人研究中低温挤压AZ31的实验测量和cmwp -拟合XRD谱图。
在本研究中,开发了一种由大应变挤压和随后的热轧组成的短制造工艺,以生产延展性和可弯曲的AZ31薄板。采用有限元法对弯曲变形进行了模拟。通过多尺度原位SEM、EBSD和TEM监测其微观组织演变,研究了其在拉伸和弯曲试验中的变形模式。主要结论如下:
(1) 短加工AZ31板材具有良好的延展性,在弯曲试验中也表现出优异的成形性。与挤压态相比,其强度和总伸长率分别提高了224 MPa和27%。在90°冷弯试验中,其最小弯曲半径仅为0.2T,远小于挤压带材(~ 3.3T)。
(2) 短加工AZ31板材可承受弯曲-压扁,然后以较小的弯曲半径(4T)进行反向弯曲。在试样的压缩区,在弯曲过程中形成延伸孪晶带,但在压平后通过脱孪而消失。脱孪生减轻了与孪晶带相关的局部高应变,导致应变缓慢增加且分布均匀,从而实现了进一步弯曲的可能性。
(3) 通过与不同挤压轧制条件下的AZ31相比较,该工艺可以在短时间内均匀地实现晶粒细化和低残余应变。这样的组织导致了明显的加工硬化能力和随后拉伸和弯曲过程中的均匀塑性变形,从而延缓了沿TD发生的晶内裂纹和应变局部化。
(4) 对于基底织构较强的AZ31板材,其明显的延展性和优异的弯曲成形性源于细化至几微米的动态再结晶晶粒内棱柱晶面上明显的< a >型位错环滑动。由于晶界有效硬化,棱柱位错滑移的相对激活应力远低于基底滑移(CRSS prism / CRSSbasal仅为~ 1.6)。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8674

腐蚀与“海上丝绸之路”
点击数:6961