
金属防腐涂层附着力影响因素分析
2019-09-05 10:39:02
作者:本网整理 来源:网络
分享至:


金属防腐涂层附着力影响因素分析金属腐蚀因使用环境腐蚀机理不同。防腐形式和方法也有所不同。表面涂层防腐是一种经济实用、操作便捷的有效措施之一。这种防腐蚀措施,不仅与金属基体及防腐涂料本身的性质有关,而且与金属表面前处理工艺过程以及涂层的固化质量关系密切防腐性能的好坏,起决定性作用的是涂层与基体的附者力和涂层的表面固化质量。深人研究影响附着力的因素以及如何提高涂层固化质量。对于强化防腐性能、延长防腐寿命十分必要。
1、前处理工艺过程对涂层附着力的影响
附着力实质是界面间的作用力,是有机涂层与基体间通过物理和化学作用结合在一起的牢固程度,它主要包括两方面内容:有机涂层与金属基体间相互结合的能力及有机涂层分子间交联的程度,涂层与基体间的结合力越大越好,涂层中有机溶剂挥发的越彻底,分子间的交联就越稳定,形成的涂层漆膜就越致密牢固,腐蚀介质就不容易侵蚀基体底部。本文不探讨分子间交联问题,影响附着力的因素是多方面的,其中最主要的因素是基体的表面处理,包括脱脂(除油)、除锈、中和表调以及磷化、钝化等工艺过程。
1.1脱脂除油
脱脂除油方法一般有机械除油和化学脱脂两类。机械除油分为简单的手工打磨擦拭、喷砂抛丸超声波清洗和火焰灼烧等,而化学脱脂主要有碱溶液、有机溶液清洗等,其目的均为清除基体表面的灰尘、油垢、水渍或其他污垢,疏松氧化物。对于薄板类工件,易采用化学脱脂或超声波清洗的办法,并设置油水分离器,以免脱脂过程中泡沫的外溢。需要注意的是,碱液脱脂后必须进行脱离子水清洗并烘干,避免碱液残留于基体表面而影响附着力。
1.2除锈
对于流水作业的工件除锈方法,有机械除锈和化学除锈。机械除锈主要以喷砂抛丸为主,目的有两个方面,一是除去锈蚀斑点和表面氧化皮以及旧漆层,是对基体进行表面强化作用的同时,喷砂抛丸可适当增加基体表面的粗糙度,增大基体表面与有机涂层间的接触面积,有助于提高涂层的表面附着力喷砂颗粒选用直径φ0.5-1mm不规则的石英砂,石英砂硬度一般在HRC45-55,利用空气泵站的高压气流通过砂枪喷射到工件表面,空气压力为8x10Pa,砂粒流速为80m/s左右,喷射角度为30*-70。啧射距离为2-3m。表面即可达到国际公认的瑞典标准SIS05-5900规定的Sa2.5-3.0见白级或光亮级的要求。
化学除锈的方法很多,但一般采用酸洗液除锈利用盐酸、硫酸、磷酸以及混合液等对工件表面氧化物进行溶解或腐蚀,从而达到去除氧化皮的目的,酸洗后应立即采用脱离子水清洗,避免溶解过度或过腐蚀。酸洗液常用浓度及使用温度见表1。
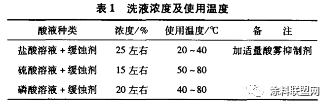
如果锈蚀严重,采用混合酸进行处理,如磷酸-柠艨酸混合液等。缓蚀剂的作用是防止基体表面产生过蚀现象,加人缓蚀剂种类、比例以及使用温度,应通过试验方法获得。
1.3中和与表调
经过化学除锈后残留于工件表面、孔隙中的酸液将会使基体产生腐蚀而影响涂层附着力,因此须采用碱液予以中和常用碱液为碳酸钠溶液,浓度为25-50g/L,pH值为10左右,使用温度50C,中和时间低于1min,中和后采用常温脱离子水清洗,以冲刷工件表面的碱液或酸碱中和后的生成物磷化前的表面调整处理是为消除贼脱脂过程中造成的基体表面状态的不均匀性,促进磷酸盐晶核的生长以及磷化过程中磷化膜晶粒的细密性,增加磷化晶核的成膜数目以及增强基体的活性力,提高附着力,缩短成膜时间(2)。表调剂采用草酸或磷酸钛盐溶液,pH值为8.5-9.5。
1.4磷化处理
磷化处理对涂层附着力的影响很大,主要通过化学反应或电化学反映在基体表面生成-种非金属、不导电而且多孔隙的磷酸盐薄膜,俗称转化膜。由于这种转化膜的多孔性,使有机涂料能更多地深人到基体内部孔隙中并牢固与基体底部结合,增强了涂层的附着力转化膜的绝缘性又抑制了金属表面原电池的形成,从而使基体腐蚀受到限制或削弱,增加了涂层的耐蚀性和耐水性,所以,现代工业涂装,磷化处理工艺必不可少2)。
对于恶劣工矿环境下的机车转向架、汽车底盘以及清洗机传动部件和壳体内腔防腐处理,其磷化膜膜重一般控制在4.5 -6.5 g/m2之间,相当于膜厚在3-5μm,如果膜重超过10 g/m2,磷化膜的柔韧性、延展性就很差,降低了涂层的附着力,尤其转向架和汽车底盘,在受到沙石泥浆冲击时涂层易崩裂和脱落,对于汽车底盘和清洗机壳体内腔,膜重超过10g/m2时,不能进行点焊加工。
影响磷化膜质量的因素多方面,但主要有磷化液的酸比磷化温度、基体种类、磷化后处理及处理方式等上述影响因素复杂多变,处理的方式方法也不尽相同。
1.5钝化处理
为防止转向架或其他零部件在喷涂前由于空气介质的氧化生锈而影响涂层附着力,可以采用亚硝酸钠磷酸氢二钠钝化剂在常温条件下浸泡或喷淋1-2min后烘干,生成的钝化膜可保证工件裸露10天左右不生锈,如果磷化后烘F即刻进行涂层喷涂,可免去钝化工艺过程。
2、表面固化对涂层附着力的影响
防腐涂料大多都是热固型的,防腐涂层周化形式一般采用电加热燃油燃气加热的热风对流以及红外辐射加热,超短波辐射加热等多种形式针对各种涂料采用的不同加热方式,对涂层固化质量和附者力影响程度也不同。
2.1热风对流固化
热风对流固化方式,升温时间在40-60min,固化温度在80-180C,温差在土3C,工件内外表面温度均匀一致。但是这种加热固化方式,热量利用率仅为25%-35%,热量损失严重,涂层表面固化质量难以控制,往往造成涂层底部有机溶剂来不及挥发而表面涂层先固化的现象,致使涂层表面产生针孔气泡等弊病,使腐蚀介质渗人基体底部造成工件表面涂层产生锈蚀斑点,甚至龟裂脱落现象。对涂层附着力形成局部破坏。
2.2普通红外固化
普通红外加热固化,可以加强涂层附着力工程中红外辐射的波长范围在2.5-25um之间,而有机涂料吸收热辐射的波长范围在2.5-8um之间,可以达到“匹配吸收”的效果1,在辐射加热过程中,涂层内部的有机物分子在接受辐射获得能量的同时,将产生振动摩擦,使溶剂很快得到挥发,固化从里及表进行,不会产生针眼气泡,进而达到彻底固化目的。红外辐辅射加热固化,也有其自身固有的缺陷,辐射场温度场均勾性问题不易把握,工件涂层表面经常出现过火“、”欠火“等问题而影响附着力。采用功率密度法与辐照密度法相结合(如图1所示),使工件表面接受辅射温度均匀,并利用仿形内供式风循环系统来进行热工布局,即可使问题得到解决4。红外辐射加热,被固化漆膜厚度在20-50μm的薄涂层表面,对于转向架、清洗机传动部件和壳体内腔厚涂层(50-150μm)的固化,难以奏效。

2.3超短波辐射固化
采用超短波(0.38-6.5um)强力深层辐射加热,对清洗机壳体内腔厚涂层固化,并对固化后涂层附着力防腐效果进行了模拟腐蚀试验,防腐涂料分别选用环氧重防腐涂料(双组分)、QM901防腐涂料(双组分) HC-847防腐涂料(双组分)环氧氟碳防腐涂料(双组分)试件表面均进行喷砂以及脱脂磷化等处理,涂层厚度120-150μm,涂层固化温度严格按照温度曲线进行,涂层表面光亮,无色差无针眼气泡等弊病,固化效果良好。将试件分别置于DLE腐蚀液中连续加热浸泡48h,根据CB1765-79标准。用划格法对试件柔韧性附着力进行试验,即用刀片施以一-定力度刮刻涂层表面,比对ISO标准,结果如表2。

观察上述试验过程,比较分析试验结果说明。超短波深层福射加热固化,有利于强化防腐厚涂层与基体表面的附着力,试验结果同时也表明,HC-847防腐涂料环氧氟碳防腐涂料不宜f恶劣环境下的防腐。图2、图3为中国电子科技集团总公司东北某研究所最新测试的超短波、普通红外辐射特性曲线图谱。比较图1、图2可知,超短波辐射加热升温时间短(1-5s),而且辐射能量辐射强度均高于普通红外辐射几个数量级,辐射穿透深度经试验可达300μm,是普通红外辐射空透深度的儿倍,更有利于转向架等零部件防腐厚涂层的加热固化,有利于提高厚涂层的附着力。

3、结语
根据不同零件结构特点不同基体材质以及防腐涂料性能,选择适宜的金属表面前处理工艺以及涂层固化方式,将会加强和促进涂层附着力的提高。对于机车转向架、清洗机传动部件及内腔在恶劣工况环境下的工件,如何完善细化表面前处理工艺、改进防腐厚涂层固化形式,将是今后进--步深人研究的重点。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62313558-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:5768

腐蚀与“海上丝绸之路”
点击数:4763