
化学镀镍行业的发展现状及面临的挑战
2014-12-01 00:00:00
作者:admin 来源:《腐蚀防护之友》
分享至:


文/赵国鹏
化学镀是利用化学方法使溶液中的金属离子还原为金属,沉积在具有催化活性的基体表面而形成镀层的一种表面处理方法。它是一种自催化反应,不需要通过外加电流来实现。
化学镀镀覆的金属和合金种类较多,诸如:Ni-P、Ni-B、Cu、Ag、Pd、Sn、In、Pt及多种Co基合金等。但从产业规模和应用面来比较,最主要的化学镀镀种是化学镀镍。通过对相关协会提供的数据以及互联网上的数据进行分析发现,化学镀镍的产业规模,约占到整个化学镀规模的80%以上,而通常所说的化学镀镍是指化学镀Ni-P合金。
化学镀镍行业的发展现状
市场构成
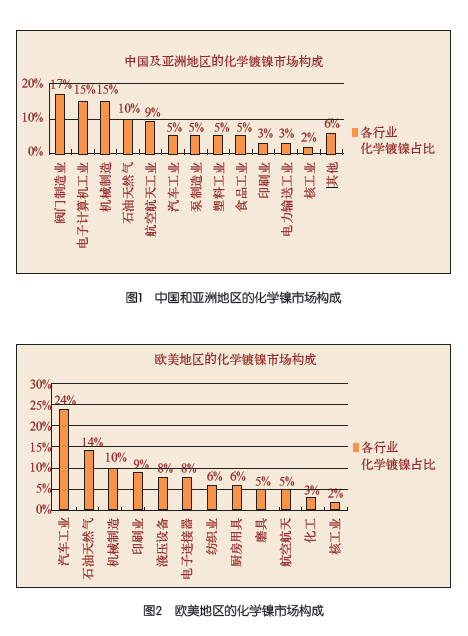
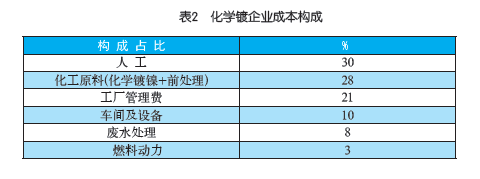
化学镀镍是表面处理技术中起步相对较晚,发展较快的一种技术,目前,化学镀镍的市场分布主要集中在亚洲和欧美地区。其中,亚洲地区的化学镍市场主要依托于日益发达的制造业,为相关的制造行业提供配套和产品加工。而欧美地区则得益于技术和研发上的优势,相对于全球其他地区,具有显著的技术优势。
随着该项技术的不断成熟,化学镀镍产品在许多行业都得到了应用,上至航空航天的零部件,下至采矿勘探设备等均有采用化学镀镍来达到某种性能的应用要求。通过对国内外化学镀会议的数据统计,得到了近年来主要地区的化学镀镍市场构成情况, 大致如下:
行业的基本特点
化学镀镍技术最初发现于欧洲,兴起于美国。直到20世纪60 年代后期,化学镀镍技术才开始在美国进入工业化应用,但当时的技术还很不成熟与稳定,化学镀镍技术真正大规模用于实际生产是在20世纪70年代末的美国,当时的化学镀镍工艺已经日趋成熟,镀液的稳定性、使用周期都较初始阶段有了明显的提升。
到目前为止,化学镀镍技术的大规模工业化应用也仅40多年的时间,其作为一种“后起”的表面处理技术,相对于传统的电镀行业,具有以下特点:
(1)技术针对性强,具有独特优势
相对于电镀镍,化学镀镍技术具有其自身的优势,如镀层均匀,对施镀件的形状没有选择性,无需阳极,适用于尺寸复杂多变的工件;不需要外用电源,设备简单;镀液的分析、补加简单,维护方便;镀层孔隙率低,防护性好;镀层硬度根据磷含量的不同可选择;镀层的应力小,可以镀覆较厚的镀层(100微米以上)。
(2)应用领域广
随着技术的进步,化学镀镍的性能更高、功能更多样化,也越来越多的被应用到不同的行业。如:
①通信基站波导零件镀高磷化学镍打底用于磁屏蔽、手机铝外壳镀化学镍后镀金;
②印制线路板化学镀镍防止铜层与镀金层互相扩散、电脑硬盘镀高磷化学镍镀层,以便在基片和磁性数据存储表面之间形成保护性屏障;
③模具上使用中、低磷镀层代替硬铬镀层(中磷镀层需热处理);
④氯碱工业管道使用高磷镀层增强耐蚀性,使用低磷化学镀镍保护液碱运输槽罐车的螺栓、连接阀;
⑤军、民用飞机发动机部件如轴承的轴颈、舵机阀、压缩机叶片、汽轮机叶片、活塞发动机轴、发动机底座等使用化学镍镀层来修复;
⑥在球阀上镀高磷、低磷镀层增加耐蚀或耐磨性;
⑦散热片上镀化学镍层增强耐蚀性和硬度;
⑧另外,化学镀镍在机械、汽车上也有较多的应用:
(3)特殊应用,行业整体规模小
化学镀镍层往往作为一种过渡性或功能性镀层而存在,较少用来作为装饰性或表面覆盖层,应用主要面向于具有特殊要求的领域,我们在实际生产中发现,化学镀镍技术的产业性质具有应用面广规模量小的特点,通过对所接触厂家的类别和数量进行统计可以得出,专业的化学镀镍厂家的数量仅为电镀厂家数量的约1/10,而以全国电镀企业年产值约1800~2000亿元估算,化学镀镍年产值约180~200亿元。
(4)技术更新慢,市场发展迟缓
化学镀技术在经历了上世纪八九十年代的快速发展后,在镀液的寿命、稳定性、镀层质量、实际应用经验等方面,都有了质的飞越,这一时期的化学镀技术主要解决了镀液稳定性差、使用周期短、无法连续生产、镀种单一等问题。但作为一种实用性强的表面处理技术,化学镀镍技术还有巨大的进步空间,在诸如环保、使用周期、综合成本等方面还面临巨大的压力,如下:
含Pb、Cd的不环保工艺没有完全退出市场,仍在使用;
镀液寿命短,长则5~8周期,短则2~3个周期,报废频繁, 成本高;
废液处理难彻底,污染环境,有效成分浪费严重,再生利用成本高昂;
不重视前后处理、节电、节水技术的升级;
不重视工艺的探索和改进;
不重视管理。
(5)环保压力增大
化学镀镍溶液中含有较高浓度的镍盐、还原剂、络合剂、其他添加剂等,随着周期实验的进行,镀液中积累的物质浓度逐渐升高,其中的有机酸络合剂,其浓度可达到约60~200g/L,如此高浓度的络合剂在维持溶液平衡与稳定的同时,也增加了后续废液处理的难度,溶液中络合剂与镍离子的结合造成“破络难”, 在废液处理时镍离子难以处理彻底。以珠三角地区为例,目前, 电镀废水的排放标准,是按照GB21900-2008的表3标准执行,其中总镍排放标准为:0.1mg/L,对于化学镀镍来说,要在络合剂浓度很高的溶液中将4.0~5.0g/L的Ni2+降低至0.1mg/L,难度非常之大,且投入设备的费用和处理的费用都非常高昂,即便如此,往往在对化学镀镍废液进行处理后,其废水中的含镍量仍高于表3的排放限值。
另一方面,化学镀镍溶液中的次磷酸钠、有机酸络合剂等含有大量的N、P等营养化物质,这类元素排入水体极易造成水体的富营养化,在表3的规定中,总氮、总磷的排放限值分别是15mg/L 和0.5mg/L,相对于废液中大量的含N、P有机物和目前的处理水平,废液在常规的处理后,难以达到排放标准。
鉴于总镍、氮、磷等污染物经处理后仍难以达到排放标准, 因此,目前珠三角地区化学镀镍废水的实际处理情况是:化学镀厂家不直接处理而是将废液委托给有相应处理资质的环保公司进行处理,但处理的费用往往高达3000~4000元/吨,且处理水平良莠不齐,处理后的污染物浓度并非百分百达到国标规定值。
(6)利润空间缩小
化学镀镍是一种应用面较广的表面处理技术,随着其技术的普及,所加工的产品附加值下降,同时,由于该技术的逐渐成熟,市场上同类产品的丰富,产品之间的竞争加剧。目前,市面上的化学镀镍溶液组成成分复杂,各有效成分浓度高,在使用中,化学镀镍溶液的工作周期短,报废更换频繁,报废液中含有大量的有效成分,资源的浪费无形中推高了产品的使用成本,废液的处理量也相应增加,加上同质产品竞争的加剧,售价越来越低,总体压缩了化学镀镍产品的利润。
(7)收款周期延长
全球经济在08年的经融危机中遭受重创,制造业受到空前打击,市场萎缩、订单减少,市场本身的不确定性增大,通过供应链的传导作用,也影响到与制造业相关的行业。而近年来,随着中国人口红利的逐年递减,人工、土地等综合成本也逐渐上升; 另外,中国经济三十年来的粗放式快速发展又带来了环境的恶化,环保压力大增。这一系列的不利因素都给表面处理行业的发展带来了前所未有的困难,也加剧了行业生存的风险,成本的逐渐上升和生存风险的增加,导致整个行业资金链的紧张,因此, 无论是产业链的上游还是下游,都面临着收款周期变长,市场情况复杂多变的实情。
化学镀镍技术现状及面临的问题
技术现状
目前,我国的化学镀镍的现状是第三代产品(即镍盐+次磷酸钠+络合剂+稳定剂)和第四代产品(即镍盐+次磷酸钠+复合络合剂+稳定剂+促进剂+缓冲剂+润湿剂,特点:无铅镉)共存。其中,最近几年的研究热点是添加剂中铅镉的无害化替代,配方在使用过程中的完善、功能性镀层的研究等,但整体来讲,技术水平仍偏低,如表1。

化学镀镍行业发展面临的挑战
(1)废液处理成本高,部分企业不重视环保,环保压力大,
如前所述,由于化学镀镍液中大量络合剂的存在,造成镍等金属离子在废液处理时难度很大,往往处理的不彻底。因此,很多地区已将化学镍废液列为危废物,厂家一般都是将废液委托具有相应环保资质的废水处理公司进行处理,而处理费用非常高, 以珠三角地区为例,就我们了解到的情况是,目前的处理费用高达3000~4000元/吨,相当于4元~5元/升,如此高昂的废液处理费用,大大增加了厂家的综合成本,摊薄了企业利润。因此,面对高昂的处理费用,有的厂家环保意识差,选择铤而走险,在将废液简单处理后,不论镍含量、N、P、COD等污染物是否超标即偷偷排放。
同时,环保政策带来的压力也在日益增大,例如广东地区, 电镀废水执行的排放标准是GB21900-2008表3标准,对于大部分化学镀镍企业来说,按照表3标准,一是本身处理难度非常大;二是处理效果未必能达标。
(2)水平参差不齐,先进工艺与淘汰工艺并存
以珠三角地区为例,珠三角地区的电镀行业无论是技术水平或规模都处于全国前列,其中,化学镀镍经过一二十年的发展后,具有技术普及化,配方半公开化的现状。因此,一些需要从事化学镀镍加工的企业为了节省成本,不是购买成熟的商品化镀液而是采取由工厂的“师傅”自己配制,这种镀液可满足一定的要求,但是其使用周期短,往往只能使用至3周期左右,且一般都使用含铅化合物作为稳定剂、含镉化合物作为光亮剂,这种工艺不符合环保的要求,属于已经淘汰的工艺。另一方面,对于一些要求较高的行业,如电脑硬盘、通信器材的波导零件等的化学镀镍,则使用国内外最先进的工艺来进行加工,以满足在镀层性能和外观方面的各种高端要求。
(3)管理混乱、工艺执行不到位
根据我们多年在现场跟进的经验,目前,相关企业普遍存在的问题是管理混乱,有制度无执行,有管理无监督,交叉管理、多重管理,出了问题却无责任人;工艺在执行过程中随意性大, 不按照工艺指导书执行,故障频出,出故障后原因难查找。
(4)生产成本高
由于近几年的外围经济环境欠佳,加工的订单减少、单价降低,同时环保压力增大,人工成本又上升较快,造成企业的综合生产成本较高,如表2所示。
近年化学镀镍的热点及应用
近年研究热点
(1)用环保型添加剂替代铅、镉等有害重金属
研究主要集中于稳定剂、光亮剂的研究。
目前,国外产品基本都号称环保型,国内也有一部分技术水平差不多的产品在市场销售。但从应用的实际情况比较,环保型添加剂与有害重金属添加剂相比,环保型产品的工艺控制范围相对较窄。
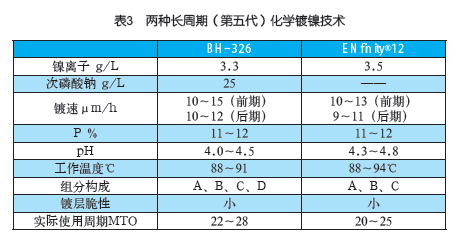
(2)长周期(第五代)化学镀镍的研究
传统化学镀镍液使用周期较短,开缸频繁,开缸所占成本比例大。报废的镀液需要处理,增加了废液处理量和费用。目前, 长寿命的化学镀镍处于初期应用阶段。如,乐思化学有限公司的ENfinity?12,广州鸿葳科技股份公司的球阀液压支架专用高磷产品BH-326(详见应用实例)。
(3)自动补加设备的研究及使用
相对于人工补加,自动补加设备具有即时分析、即时补加的特点。镀液参数波动小、镀件一次合格率高、镀液寿命可以延长。
目前,欧美、日本厂商在该领域处于领先地位,国内也有产品面世,如图。

多功能化学镍补加机
(4)废镀液再生回用的研究
自化学镀镍工业化应用以来,延长镀液的使用寿命和对报废镀液进行再生回用,成为科研人员努力解决的问题。但该技术的进展却非常缓慢。目前,研究较多的方法是电渗析法。
(5)化学镀镍废水处理的研究
化学镀镍废水的处理难点:
①破络难,Ni2+易超标;
②总磷、总氮及氨氮指标易超标;
目前,对于Ni2+,多采用高级氧化破络,再经沉淀、絮凝,再加深度处理,成本较高,部分厂家添加重金属捕集剂, 有一些效果。
化学镀镍新技术的应用
以实际应用的长周期高磷化学镀镍产品BH-326为例。按照国外的划分,长周期的化学镀镍技术又可称为第五代化学镀镍技术,其突出特点是,节能减排有利于生态环境保护,且具有低成本优势。
以一家球阀化学镀加工企业为例,对比说明长周期化学镍技术的应用。
该企业是苏州市一家年加工产值约3000万~5000万元的球阀加工企业,镀层要求为高磷化学镍,厚度不低于75微米,镀层磷含量大于10%,镀液实际体积1000升,其原来使用的是一种工作寿命为6周期的高磷产品(以下文中称为:传统高磷),使用BH-326(以下文中称为:长周期高磷)产品后,工作寿命为一般22周期,也可长达26周期。通过数据统计,对两种产品进行对比,如下。

如表4,以加工相同面积的产品来计算:如加工48400dm2的产品,传统高磷需要3.23槽镀液每槽生产6周期才能完成,而长周期高磷产品只需一槽镀液生产22周期即可完成。
(1)首先计算开缸成本:长周期开缸成本约相当于传统高磷的70%左右(以镍和次磷酸钠的减少比例估算),则传统高磷镀覆48400dm2的面积开缸成本约为长周期高磷的4.29倍。
(2)补加成本:因为工件镀覆的均是相同面积相同厚度的镀层,根据物料守恒的原则,两者消耗的镍总量应相同,因此,补加成本估算为一致。
(3)废水处理量及处理成本(均不计算带出损失):传统高磷共需处理3.23槽×1000L=3230升,长周期高磷只需处理1000L, 假设按照同样体积同样处理成本来计算,传统高磷的废液处理成本约相当于长周期的3.23倍;另一方面,长周期产品的镍、次磷酸钠、络合剂等成分浓度都相对较低,因此,其实际处理成本会更低。
总结:使用长周期化学镀镍产品,在性能上可达到传统化学镍产品的效果,同时,使用成本大为降低,废液处理成本也明显降低,减少了开缸量,也使操作工作量减少,使用较低浓度的有效成分,废液处理相对简单,无论是综合成本方面还是对环境的污染危害方面,均有了革命性的改变。
化学镀镍技术未来的发展方向
从技术本身的进步、相关产业发展的需求、环境保护的迫切性等视角,来分析化学镀镍未来的发展方向:
(1)超长寿命(大于30TMO)化学镀镍技术;
(2)低温化学镀镍技术;
(3)化学镀镍废液再生技术;
(4)不使用重金属离子作为添加剂的化学镀技术;
(5)超细结晶化学镀镍技术;
(6)全自动检测补加装置的应用;
(7)汽车、电子、计算机和通信等产业的发展,将为化学镀镍技术带来了较大的发展空间。
(8)高加工精度、高耐蚀要求的金属表面处理也会带来化学镀镍的扩展。
总结:化学镀未来需要解决的根本问题
(1)随着环保压力的增大,对于废液处理相对复杂的化学镀工艺来说,如何根本上解决废液对生态环境的危害是首先要面对的问题,从目前的发展趋势来分析,使用不添加有毒有害物质的产品体系,从源头上解决这类物质的污染,是一种可行也效果好的办法;另一方面,提高物料利用率,减少其在废液中残留浓度,降低处理难度,也是一种效果显著的办法。
(2)如何降低生产成本?生产成本直接关系到企业的利润, 只有将成本控制在合理范围内,行业才有可持续发展的空间,而采用清洁、高效、可再生的新技术是行业未来发展的必经之路。
(3)加强管理水平,提高产品质量,表面处理行业的许多企业因为管理混乱,每年都给企业带来巨大的损失,管理不严谨,工艺执行不到位,因此,工艺执行的的关键在于管理水平的提高,只有严格执行工艺规定,才能系统性的保障所生产产品的质量。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
-
标签: 化学镀镍
相关文章

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8135

腐蚀与“海上丝绸之路”
点击数:6475